Изобретение относится к области машиностроения и предназначено для повышения точности изготовления и контроля наружных резьб.
Известен калибр (калибр-кольцо) (А.С.N 1778495, МКИ5 G 01 B 3/40, БИ N 44, 1992 г.) резьбовой для контроля наружных резьб, содержащий жесткий корпус с внутренней резьбой, средний диаметр которой равен наименьшему предельному среднему диаметру контролируемой резьбы, а корпус выполнен в виде резьбового полукольца.
Известен также калибр (калибр-кольцо) (ГОСТ 2016-86) резьбовой, содержащий жесткий корпус с внутренней резьбой, средний диаметр которой равен предельному среднему диаметру контролируемой резьбы, при шаге резьбы ≅ 1,5 мм выполняется фаска по углу профиля, а при шаге ≥ 1,5 мм заходные витки резьбы срезаны до полной ширины и притуплены.
Наиболее близким (прототип) по технической сущности является калибр резьбовой (Чудов В.А. и др. Размерный контроль в машиностроении. М.: Машиностроение, 1982. - 328 с.), содержащий жесткий корпус с внутренней резьбой, средний диаметр которой равен предельному среднему диаметру контролируемой резьбы.
Известные резьбовые калибры-кольца имеют следующие недостатки.
Крайняя нитка выходит на торец калибра-кольца на "нет". Чем ближе к краю (торцу), тем больше она утоньшается. При контроле резьбовая нитка изделия (болта) не всегда сразу попадает в резьбовую нитку калибра-кольца. Кроме того, в процессе контроля изделия витки резьбы испытывают осевую нагрузку. В результате, утоньшенная часть крайней нитки калибра-кольца прогибается, значительно искажая профиль резьбы. В итоге, из-за прогиба крайней нитки при периодическом контроле исправного калибра-кольца в него не ввинчивается контр-калибр К-И (контр-калибр, контролирующий степень износа калибра-кольца) и не ввинчивается контр-калибр КПр- Пр (контр-калибр проходной). В итоге исправный калибр-кольцо бракуется.
Кроме того, технология срезания заходного витка (ГОСТ 2016-86) для внутренних резьб с шагом ≥ 1,5 мм очень трудоемка и, как правило, в условиях реального производства заменяется на недопустимую операцию снятия фаски, приемлемой лишь для резьб с шагом ≅ 1,5 мм.
Задачей, на решение которой направлено заявляемое изобретение, является повышение точности контроля калибра-кольца путем исключения влияния на это прогиба крайней нитки, а также улучшения технологичности операции удаления заходной части резьбы.
Поставленная задача решается тем, что у калибра резьбового для контроля наружных резьб, содержащего жесткий корпус с внутренней резьбой, средний диаметр которой равен предельному среднему диаметру контролируемой резьбы, в отличие от прототипа, на торцовых поверхностях корпуса выполнены плоские скосы под углом, равным углу наклона винтовой линии резьбы. При этом линия раздела плоскостей скоса и торцовой поверхности калибра проходит через ось резьбового отверстия калибра и точку выхода нитки резьбы на торцовую поверхность. Кроме того, скос выполняется на той половине торцовой поверхности, где сформирована начальная половина первого резьбового витка, а начинается скос на линии, проходящей касательно к наружному диаметру резьбы в точке выхода нитки резьбы на торцовую поверхность.
Существо устройства поясняется чертежами. На фиг. 1 показан предлагаемый калибр-кольцо. На фиг. 2 показан разрез А-А на фиг. 1.
Калибр-кольцо содержит жесткий корпус 1, имеющий резьбовую часть 2 с углом наклона винтовой линии γ. На торцовых поверхностях 3 корпуса 1 выполнены плоские скосы 4 под углом, равным углу наклона винтовой линии резьбы γ. При этом линия 5 раздела плоскости скоса 4 и торцовой поверхности 3 калибра проходит через ось резьбового отверстия калибра и точку 6 выхода нитки резьбы на торцовую поверхность. Скос 4 выполнен на той половине торцовой поверхности, где сформирована начальная половина первого резьбового витка, а начинается скос 4 на линии 7, проходящей касательно к наружному диаметру резьбы 2 в точке 6 выхода нитки резьбы на торцовую поверхность 3.
Калибр-кольцо работает следующим образом.
Описанная конструкция калибра- кольца фактически обеспечивает снятие не полного заходного витка резьбы, как это рекомендуется (ГОСТ 2016-86), а его половины. Это значит, что удаляется самая утоньшенная часть заходного витка резьбы. Оставшаяся же половина заходного витка резьбы обладает уже достаточной прочностью, чтобы не сдеформироваться в процессе контроля и не искажать в дальнейшем результаты контроля. Кроме того, из-за того, что улучшается процесс попадания заходного витка резьбы контролируемого болта в заходный виток калибра-кольца, в еще большей степени уменьшается вероятность деформации заходного витка резьбы калибра-кольца.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ХОМУТ | 1996 |
|
RU2117207C1 |
| ЧЕРВЯЧНЫЙ ХОМУТ | 1999 |
|
RU2172445C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| УНИВЕРСАЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2060878C1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 1991 |
|
RU2021085C1 |
| СУППОРТ МНОГОЦЕЛЕВОГО СТАНКА ТОКАРНОЙ ГРУППЫ | 2011 |
|
RU2452594C1 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ | 2004 |
|
RU2271912C1 |
| ЗАТВОР БЫСТРОДЕЙСТВУЮЩИЙ | 2012 |
|
RU2498133C1 |
| КОМПОНОВКА МНОГОЦЕЛЕВОГО СТАНКА НА ОСНОВЕ ПРИНЦИПОВ ПАРАЛЛЕЛЬНОЙ КИНЕМАТИКИ | 2013 |
|
RU2542878C2 |
| Способ комплексного контроля профиля и диаметра наружной резьбы деталей калибром с резьбовыми полукольцами и устройство для его осуществления | 1989 |
|
SU1693352A1 |
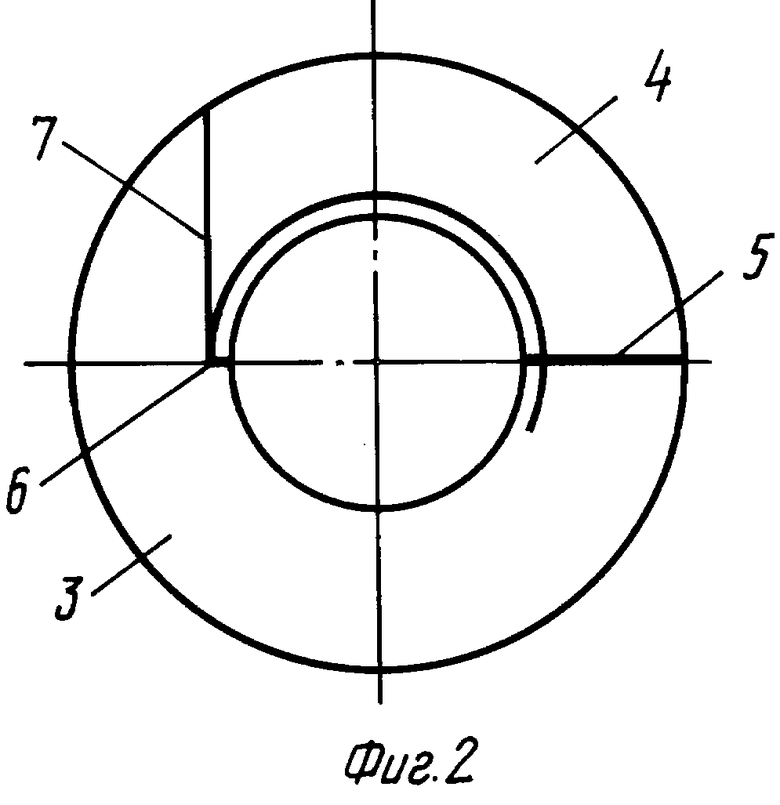
Изобретение относится к измерительной технике и предназначено для контроля наружных резьб. Сущность изобретения: калибр-кольцо содержит жесткий корпус с резьбовой частью. На торцовых поверхностях 3 корпуса выполнены плоские скосы 4 под углом, равным углу наклона винтовой линии резьбы γ. При этом линия 5 раздела плоскости скоса 4 и торцовой поверхности 3 калибра проходит через ось резьбового отверстия калибра и точку 6 выхода нитки резьбы на торцовую поверхность. Скос 4 выполнен на той половине торцовой поверхности, где сформирована начальная половина первого резьбового витка. Начинается скос 4 на линии раздела 7, проходящей касательно к наружному диаметру резьбы в точке 6 выхода нитки резьбы на торцовую поверхность 3. Технический результат: повышение точности контроля наружных резьб. 2 ил.
Калибр резьбовой для контроля наружных резьб, содержащий жесткий корпус с внутренней резьбой, средний диаметр которой равен предельному среднему диаметру контролируемой резьбы, отличающийся тем, что на торцовых поверхностях корпуса выполнены плоские скосы под углом, равным углу наклона винтовой линии резьбы, при этом линия раздела плоскостей скоса и торцовой поверхности калибра проходит через ось резьбового отверстия калибра и точку выхода нитки резьбы на торцовую поверхность, кроме того, скос выполнен на той половине торцовой поверхности, где сформирована начальная половина первого резьбового витка, а начинается скос на линии, проходящей касательно к наружному диаметру резьбы в точке выхода нитки резьбы на торцовую поверхность.
| ЧУДОВ B.A | |||
| и др | |||
| Размерный контроль в машиностроении | |||
| - М.: Машиностроение, с.328 | |||
| Токарный резец | 1924 |
|
SU2016A1 |
| Калибр резьбовой непроходной для контроля наружных резьб | 1990 |
|
SU1778495A1 |
| Способ получения 3,4-дифторанилина | 1991 |
|
SU1792936A1 |
