Изобретение относится к индуктору, используемому при cварке или нагревании термопластического или покрытого термопластиком электропроводного закладочного материала, состоящему из электропроводника, соединенного с источником тока высокой частоты.
Индукционная технология может с успехом применяться при сварке покрытого термопластиком закладочного материала, содержащего по меньшей мере один слой металлической фольги, предпочтительно алюминиевой. В данном случае используется описанный выше индуктор, нагревающий металлическую фольгу тепло, расплавляя термопластик. Для обеспечения сварки индуктор используется вместе с тележкой (опорой).
Сварка осуществляется таким образом, что закладочный материал, образующий наполнитель, подается поэтапно или непрерывно в зависимости от конструкции устройства. Индуктор подается к материалу, лежащему некоторое время неподвижно на опоре, и через него пропускается ток с тем, чтобы термопластик расплавился. Сварка между двумя слоями закладочного материала осуществляется с помощью механического пресса между индуктором и опорой с расплавленным термопластиком.
В соответствии с известной ранее технологией проводник может, например, представлять собой медный провод, залитый пластическим материалом, содержащим феррит.
Крайне необходимым свойством индуктора является способность сохранять электропроводник при достаточно низкой рабочей температуре несмотря на высокую частоту при сварке, т.е. охлаждать электропроводник. В ранее известном индукторе это достигается с помощью электропроводника, выполненного в виде медной трубки, охлаждаемой непосредственно водой. Данная конструкция чрезвычайно чувствительна к механическим нагрузкам и срок ее службы незначителен в результате выхода из строя медных трубок/электропроводников.
По этой причине известные проводники работали со сравнительно мягкими опорами, причем их электропроводники могут быть снабжены выступами для получения достаточного механического зажимного усилия.
При сварке новых закладочных материалов, например листового материала, покрытого термопластиком, и заполнении продуктами, обращение с которыми затруднено, например, продукты с высокой вязкостью, требуются для более сильных индукторов с улучшенной стойкостью к механическим нагрузкам.
Наиболее близким способом заявленного изобретения является индуктор для сварки или нагревания термопластического или покрытого термопластиком электропроводного закладочного материала, содержащий электропроводник, соединенный с источником тока высокой частоты, раскрытый в европейском патенте ЕР N 0212490.
Для разрешения вышеупомянутых и других проблем и для получения индуктора с улучшенными свойствами и с более широкой областью применения, чем известные ранее, заявленный индуктор отличается тем, что электропроводник помещен в корпус из прессованного металлического материала на основе порошкового железа, гранулы которого перед прессованием обеспечиваются наружным электроизолирующим слоем окиси железа.
Порошковый материал предпочтительно состоит из гранул материала на основе железа с поверхностным слоем окиси железа. В материале также присутствует незначительное количество, например 0,5%, связующего на основе пластической массы, такого как связующее на базе фенола.
В спрессованном состоянии данный материал обладает отличными механическими свойствами, высокой проницаемостью при используемых частотах, малыми магнитными потерями при повторном намагничивании, хорошей теплопроводностью и высокой температуроустойчивостью.
Электропроводник в индукторе в соответствии с изобретением не требует какого-либо прямого охлаждения, например, водой, что означает, что он может быть выполнен в однородном стержне, обычно медном, что само по себе повышает способность индуктора выдерживать механические нагрузки. Вместо этого охлаждение осуществляется косвенным путем, при котором тепло эффективно отводится порошковым материалом. Если, однако, при особых обстоятельствах требуется дополнительное охлаждение, то в корпусе индуктора могут быть выполнены охладительные каналы, причем более широкие, поскольку это также увеличивает риск блокировки.
Заявленный индуктор в соответствии с изобретением, как указано ранее, будет обладать способностью выдерживать существенно большие нагрузки, чем ранее известный индуктор. Это делает возможным использование более тяжелых опор, что может быть необходимо при использовании новых закладочных материалов и более сложных в обращении продуктов. Срок службы увеличивается существенно.
Новый индуктор делает возможным использование поперечной резки. Повышенная механическая прочность индуктора открывает новые возможности для комбинаций материала. Порошковый материал сравнительно дешев, а процесс производства (прессование порошка с помещенным в нем электропроводником) - рационален.
Дальнейшее описание изобретения осуществляется ниже со ссылкой на чертеж, отражающий практическое осуществление индуктора в соответствии с изобретением.
Индуктор в соответствии с изобретением в своей наипростейшей форме состоит из электропроводника 1, впрессованного в корпус 2 порошкового металлического материала, внешний слой гранул которого - электроизолирующий.
Электропроводник 1 может иметь U-образную форму, как показано на чертеже, и быть снабженным контактами 3 для связи электропроводника с источником тока высокой частоты, расположенными на его конце и выступающими из корпуса 2. Электропроводник 1 соответственно слегка выступает над поверхностью корпуса 2 и в данном месте может быть плоским.
Электропроводник 1 предпочтительно выполняется из однородной меди, дающей относительно малые потери резистивной проводимости, но и любой другой материал с хорошими электропроводными свойствами может быть использован равным образом. На электропроводник предпочтительно наносится тонкий электропроводный слой лака.
Материал металлического корпуса 2 состоит из металлического порошкового материала, гранулы которого, представляющие собой электропроводный материал на базе железа, также после прессования под высоким давлением с однородным корпусом взаимно электроизолируются друг от друга электроизолирующим слоем на их поверхностях, а именно, слоем окиси железа. Порошковый металлический материал также содержит незначительное количество связующего, например 0,5%. Связующее - например, на базе фенола.
В своей наипростейшей форме индуктор в соответствии с изобретением может быть выполнен путем помещения проводника 1 в форму, заполненную металлическим порошком, спрессованным затем с помещением в него индуктором, без потери электроизоляционных свойств металлических гранул. С целью сохранения изолирующих свойств поверхностного слоя гранул, металлический порошок подвергают минимальной ручной или машинной обработке.
Используемый в корпусе 2 металлический материал должен полностью отвечать следующим требованиям:
- хорошие механические свойства;
- высокая проницаемость при частотах ≥ 20 kHz;
- электроизоляционные свойства;
- малые магнитные потери при повторном намагничивании при ≥ 20 kHz;
- хорошая удельная теплопроводность λ ≥ 10 W/moK;
- способность выдерживать температуру ≥ 120oC;
- возможность ввести, например, медный материал в процесс формирования.
Используемый порошковый материал обладает, например, такими хорошими теплопроводными свойствами, как λ ≈ 12 W/moK, что примерно в 15 раз лучше, чем свойства материала, используемого в применяемых в настоящее время конструкциях. Более того металлический порошковый материал обладает такой высокой проницаемостью, как μ r > 25, что в 10 раз лучше, чем в используемых в настоящее время материалах из пластических масс.
Благодаря косвенному охлаждению электропроводника обеспечивается широкая свобода его формирования.
Свободная форма электропроводника делает возможным контроль температуры и давления.
Электропроводник или электросоленоид с несколькими витками ведет к повышению эффективности (существенно улучшается выработка энергии).
В качестве альтернативы электропроводник может быть многовитковым, что также повышает эффективность.
Высокая проницаемость порошкового материала означает, что обычный металлический материал может быть использован в относительной близости от электропроводника без каких-либо существенных потерь в мощности.
Практические испытания с индуктором, выполненным в соответствии с чертежом - с или без охладительных каналов и охлаждающей воды, дали следующие положительные результаты:
- косвенно охлажденный индуктор с 4 л/мин охлаждающей воды сохраняет постоянную температуру около 28oC;
- косвенно охлажденный индуктор с 1 л/мин охлаждающей воды сохраняет постоянную температуру около 29oC;
- индуктор без водяного охлаждения сохраняет постоянную температуру около 50oC.
Как упомянуто выше, возможны альтернативные конструкции индуктора.
Например, возможно изготовление индуктора в форме U-образной металлической или, возможно, пластмассовой полосы, причем порошковый материал и электропроводник расположены в указанной полосе. Расположение охладительных каналов возможно в основании полосы.
Другая безусловно более интересная конструкция осуществляется спрессовыванием в форме с одной стороны обычного металлического порошка (толщиной, например, 10 мм) и с другой стороны порошкового металлического материала с изолирующими гранулами и электропроводником.
Говоря в общем, возможны различные комбинации материала, причем порошковый металлический материал с изолирующими гранулами может иметь достаточно ограниченную толщину благодаря его отличным электрическим и магнитным свойствам.
В антикоррозионных целях поверхность индуктора может быть покрыта слоем пластической массы или ему подобным.
Индуктор в соответствии с изобретением обычно используется для сварки (или возможно для других нагреваний) покрытого термопластиком закладочного материала с электропроводным слоем, обычной металлической фольгой.
Закладочным материалом может также быть электропроводный термопластик.
Изобретение было описано в применении к закладочным материалам, но не ограничено ими.
Изобретение относится к индуктору, который применяется для сварки или нагревания термопластического или покрытого термопластиком электропроводного закладочного материала, состоящему из электропроводника, соединенного с источником тока высокой частоты. Электропроводник помещен в корпус из прессованного металлического материала на основе порошкового железа, гранулы которого перед прессованием обеспечиваются наружным электроизолирующим слоем окиси железа. В данном индукторе имеется способность сохранять электропроводник при достаточно низкой рабочей температуре несмотря на высокую частоту при сварке, что увеличивает срок службы индуктора. 6 з.п. ф-лы, 1 ил.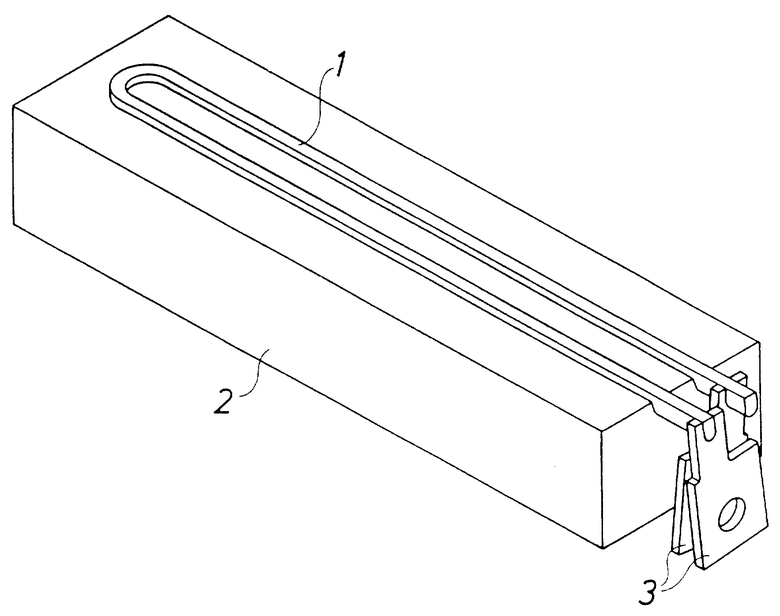
| УСТРОЙСТВО для ТРАНСПОРТИРОВКИ ЛИТЕЙНЫХПОЛУФОРМ | 0 |
|
SU212490A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАЗВИТИЯ БЕГОВЫХ СПОСОБНОСТЕЙ СПОРТСМЕНА | 2021 |
|
RU2777041C1 |
| Способ получения спеченного магнитно-мягкого материала | 1976 |
|
SU621470A1 |
| US 0642914 А1, 15.03.1995 | |||
| RU 94005548 А1, 10.10.1995. | |||

