Изобретение относится к оборудованию для намотки и размотки рулонных материалов и может быть использовано для изготовления навивных цилиндрических изделий, преимущественно картонных навивных барабанов с днищем, применяемых в качестве тары или упаковки для застывающих материалов типа асфальт, битум, смола, канифоль и т.п.
Известно устройство для изготовления бумажных мешков способом навивки и сшивки, включающее раскат для бумажного рулона, тянущие вальцы, навивочный барабан, обрезное устройство и устройство для сшивки, в частности, скобами [1].
Недостатком известного устройства является непригодность изготавливаемых с его помощью мешков для использования в качестве тары или упаковки для некоторых материалов, в частности для затвердевающих материалов типа асфальта, битума, смола и т. п., из-за их формы и несоответствия нормам пожаробезопасности, в частности, на железнодорожном транспорте, связанном с их низкой устойчивостью к разрывам, взлохмачиванию и т.п. при погрузочно- разгрузочных работах и транспортировке.
Известно устройство для изготовления корпусов в виде картонно-навивного барабана путем спиральной навивки на навивочную оправку картонных лент, включающее раскатное устройство с несколькими бобинами с картонными лентами, направляюще-натяжные устройства, клеевые ванны, устройство обреза лент и съемное устройство [2].
Устройство позволяет изготовление жестких изделий цилиндрической формы из склеенных полос картона типа картонных барабанов.
Недостатками известного устройства являются
- непригодность устройства для одновременного с навивкой барабана изготовления дна, необходимого для полученных картонных корпусов в качестве упаковок для затвердевающих материалов;
- спиральная навивка картона, усложняющая устройство и процесс изготовления;
- клеевой способ навивки, связанный с усложнением технологического процесса и последующей сушкой;
- неудобством использования клееных навивочных корпусов в качестве упаковки для некоторых материалов, в частности, затвердевающих, связанное с трудностью распаковки.
Известен выбранный в качестве ближайшего аналога станок для прямой навивки картонных корпусов барабанов, состоящий из станины, устройства раската с верхним для бумаги и нижним для картона валами, установленными на станине в подшипниках, снабженных конусами для закрепления рулонов картона или бумаги, верхнего и нижнего клеенаносящих узлов, каждый из которых имеет клеевую ванну с направляющим и клеенаносящим вальцами, натяжных валиков, формующего барабана в виде полого форматного вала с прижимным валиком, устройства захвата и обрезки полотна в виде дисковой пилы, перемещающейся вдоль оси барабана [3].
Станок предназначен для навивки корпусов как из одного картона, так и из картона с прокладкой из бумаги. Прямая навивка упрощает процесс изготовления.
Недостатками известного станка являются
- непригодность для одновременного с навивкой корпуса выполнения дна, необходимого для использования полученных картонных корпусов в качестве упаковок для некоторых материалов, например асфальта, битума и т.п.,
- клеевой способ навивки, связанный с усложнением технологического процесса и последующей сушкой,
- неудобство использования клееных навивочных корпусов в качестве упаковки для некоторых материалов, в частности, затвердевающих, связанное с трудностью распаковки.
Задачей изобретения является совершенствование станка, обеспечивающее одновременное с навивкой корпуса выполнение дна, а также исключение клеевого скрепления навиваемых слоев картона.
Поставленная задача решается за счет того, что при использовании существенных признаков известного станка для изготовления картонных навивных барабанов, включающего установленное на станине устройство раската с тяговым прессом и формующий барабан с устройствами захвата и отрезки полотна, в соответствии с изобретением станок дополнительно снабжен механизмами отбортовки навитого барабана и удержания внутреннего и наружного дна, а также устройствами осевой и торцевой сшивки навитого барабана.
Преимущественный вариант выполнения станка предполагает выполнение устройства раската в виде подъемника с подвижной вильчатой кареткой, на которой закреплены валы с регулируемыми конусами для установки картонного рулона.
Предпочтительный вариант выполнения станка предполагает выполнение устройства отрезки полотна в виде отрезной линейки, состоящей из реверсивного цепного транспортера, на котором закреплена каретка с лезвием.
Предпочтительный вариант выполнения станка предполагает выполнение формующего барабана, состоящего из центрального полого вала, на котором закреплен обод, состоящий из одной жесткой и трех подвижных частей, а также имеет два пневмоцилиндра между подвижными частями обода и валом для сжатия и разжатия барабана.
Предпочтительный вариант выполнения станка предполагает выполнение механизма отбортовки, состоящего из двух прижимных роликов, закрепленных на поворотном рычаге, один из которых осуществляет отгибку края картона к центру барабана, а второй - прижим и уплотнение складок.
Предпочтительный вариант выполнения станка предполагает выполнение механизма удержания наружного дна, состоящего из поворотного рычага с прижимным диском, свободно вращающимся на оси, а механизма удержания внутреннего дна - состоящего из диска с отверстием, к которому подведен вакуум.
Предпочтительный вариант выполнения станка предполагает выполнение устройства осевой и торцевой сшивки корпуса в виде поворотных пневматических скобообразных пистолетов.
Дополнительная установка механизмов отбортовки барабана и удержания наружного дна обеспечивает одновременное с навивкой выполнение дна формируемого корпуса, что расширяет область применения картонных корпусов, в частности, в качестве тары для затвердевающих материалов.
Устройства осевой и торцевой сшивки корпуса позволяют исключить клеевое скрепление навиваемых слоев картона, что упрощает технологический процесс и улучшает эксплуатационные возможности изготавливаемых корпусов, в частности, в качестве тары для затвердевающих материалов.
Выполнение устройства раската в виде подъемника с подвижной вильчатой кареткой, на которой закреплены валы с регулируемыми конусами для установки рулона, оптимально механизирует и упрощает установку картонного рулона.
Выполнение устройства отрезки полотна в виде отрезной линейки упрощает устройство и повышает качество выполняемого среза.
Выполнение формующего барабана в виде центрального полого вала, на котором закреплен обод, состоящий из одной жесткой и трех подвижных частей, а также двух пневмоцилиндров между подвижными частями обода и валом обеспечивает возможность сжатия и разжатия обода с одновременным захватом кромки полотна между жесткой и подвижной частями и облегчает снятие сформированного картонного барабана.
Механизм отбортовки, состоящий из двух прижимных роликов, закрепленных на поворотном рычаге, обеспечивает оптимальный и надежный процесс отбортовки.
Механизм удержания наружного дна, состоящий из поворотного рычага с прижимным диском, свободно вращающимся на оси, является наиболее простым и обеспечивает удобство прошивки дна скобами с помощью пневматических пистолетов.
Устройства осевой и торцевой сшивки в виде поворотных пневматических скобозабивных пистолетов обеспечивают простую и надежную, наиболее приемлемую для корпусов картонных упаковок сшивку.
Более подробно заявляемое техническое решение рассматривается на чертежах, где представлены:
- на фиг. 1 - станок для изготовления картонных навивных барабанов, общий вид в разрезе по горизонтали, схематическое представление;
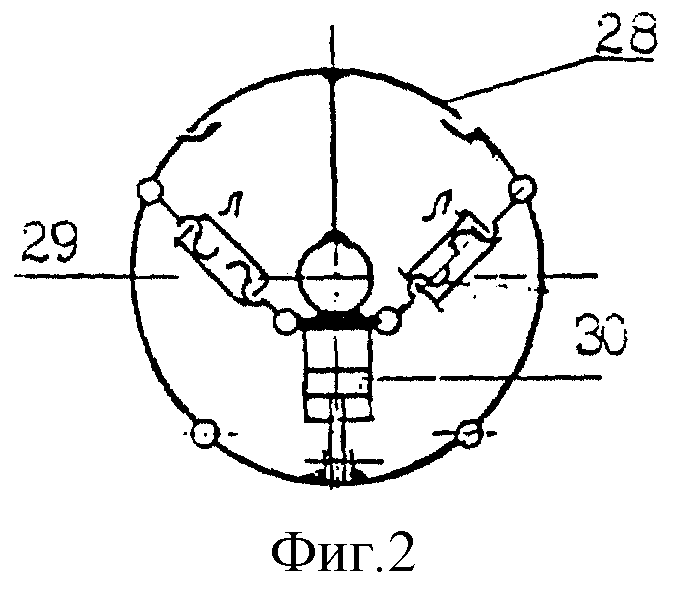
- на фиг. 2 - формующий барабан, поперечный разрез.
Представленный на фиг. 1 станок включает станину в виде сварного каркаса (на чертеже не показан), устройство раската 1 с тяговым прессом 2, устройство отрезки полотна 3, формующий барабан 4, механизм отбортовки барабана 5, механизмы удержания наружного 6 и внутреннего дна (на чертеже не показан), а также устройства осевой 7 и торцевой 8 сшивки.
Устройство раската 1 выполнено в виде подъемника с подвижной вильчатой кареткой 9, на которой закреплены валы 10 с регулируемыми конусами 11 для установки картонного рулона. Привод подъемника состоит из электродвигателя 12, ременной передачи 13 и редуктора 14 с барабаном 15. Каретка 9 связана с приводом тросовым полиспатом 16.
Тяговый пресс 2 состоит из обрезиненного 17 и гладкого 18 валов, сжатых пружиной (на чертеже не показана), и имеют привод от электродвигателя 19 через ременную передачу 20, редуктор 21 и цепную передачу 22.
Устройство отрезки полотна 3 выполнено в виде отрезной линейки, состоящей из реверсивного цепного транспортера 23, на котором закреплена каретка с лезвием 24. Устройство приводится от электродвигателя 25 через шестеренчатую передачу 26.
Формующий барабан 4 состоит из центрального полого вала 27, на котором закреплен обод с одной жесткой 28 и тремя подвижными 29 частями, а также двух пневмоцилиндров 30 между подвижными частями обода и валом для сжатия и разжатия барабана (фиг. 2). В торце барабана имеется вакуумная камера 31 для удержания внутреннего дна. Привод барабана осуществляется от электродвигателя 32 через ременную передачу 33, редуктор 34 и цепную передачу 35. Барабан имеет тормозное устройство в виде рычага 36 с приводом от пневмоцилиндра 37, входящего в зацепление с П-образной штангой 38 на валу 27.
Механизм отбортовки барабана 5 состоит из двух прижимных роликов 39, закрепленных на поворотном рычаге 40. Один ролик выполнен ступенчатым и производит отгибку края картона к центру барабана, а второй прижимает и уплотняет складки. Рычаг 40 приводится в действие пневмоцилиндром 41.
Механизм удержания наружного дна 6 состоит из поворотного рычага 42 с прижимным диском 43, свободно вращающимся на оси. Поворот рычага осуществляется пневмоцилиндром 44.
Устройство осевой сшивки 7 выполнено в виде ряда пневматических скобозабивных пистолетов 45, установленных поворотно на параллельной оси барабана оси 46 с приводом от пневмоцилиндра 47.
Устройство торцевой сшивки 8 выполнено в виде двух пневматических скобозабивных пистолетов 48, закрепленных на поворотной каретке 49 с приводом от пневмоцилиндра 50.
Для изготовления барабана картонной навивки в вилке каретки 9 подъемника устройства раската с помощью валов 10 и конусов 11 устанавливают картонный рулон таким образом, чтобы край картона выступал на 60-70 мм. Рулон поднимают на уровень тягового пресса, полотно картона протягивают через валы 17, 18 и подтягивают к барабану 4. Путем разжатия и сжатия барабана кромку картона зажимают между жесткой 28 и подвижной 29 частями обода.
Вращением барабана 4 на него наматывают полотно картона требуемой толщины и движением каретки с лезвием обрезают полотно. В торцевую вакуумную камеру 31 вкладывают дискообразное, в частности, картонное внутреннее дно.
С помощью осевых пистолетов 45, поворотом на оси 46, прижимаемых к обрезной кромке, выполняют осевую сшивку барабана. Затем с помощью механизма 5 осуществляют отбортовку выступающей за формующий барабан кромки картона, накладывают внешнее дискообразное дно, с помощью механизма 6 прижимают его к торцу, захватывая отогнутые кромки, пистолеты 48 поворотом на каретке 49 устанавливают на кромке днища и осуществляют круговую торцевую сшивку.
После сжатия обода готовый картонный барабан (корпус) снимают с формующего барабана.
Заявляемое техническое решение полностью выполняет задачу, стоящую перед изобретением.
Заявляемое техническое решение с характеризующими его отличительными признаками на настоящее время в Российской Федерации и за границей не известно и отвечает требованиям критерия "Новизна".
Заявляемое техническое решение является оригинальным, не вытекает очевидным образом из существующего уровня техники и отвечает требованиям критерия "изобретательский уровень".
Заявляемый станок для изготовления картонных навивных барабанов может быть изготовлен промышленным способом с использованием известных технических средств, материалов и комплектующих, использоваться в серийном производстве картонных барабанов и отвечает требованиям критерия "промышленная применимость".
Источники информации
1. Заявка Великобритании 2273287, МПК; В 65 H 35/08, публ. 15.06.94.
2. Патент РФ 1785507, МПК: В 31 C 3/00, публ. 30.12.92, БИ N 48.
3. В. А. Данилов, М.М. Голубев. Производство и применение картонных барабанов. М.: "Лесная промышленность", 1976, с. 27-29.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрической тары | 1988 |
|
SU1553405A1 |
| Станок для изготовления труб из бумажного рулонного полотна | 1982 |
|
SU1121157A1 |
| Машина для производства многослойных полотен | 1973 |
|
SU464684A1 |
| ПЕРЕМОТОЧНЫЙ СТАНОК ДЛЯ НАМОТКИ В РУЛОН ЛЕНТОЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2513130C1 |
| Листоукладчик для гофрировальных агрегатов | 1971 |
|
SU510550A1 |
| Агрегатный станок для изготовления стеклопластиковых труб | 1979 |
|
SU921870A1 |
| Станок для изготовления труб из бумажного рулонного полотна | 1978 |
|
SU774970A1 |
| Устройство для сушки гофрированного картона | 1975 |
|
SU639733A1 |
| Станок для сборки и резки викелей | 1981 |
|
SU1024301A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЬ!Х ТРУБ | 1971 |
|
SU294742A1 |
Станок для изготовления картонных навивных барабанов включает установленные на станине устройство раската рулонного барабана с тяговым прессом, устройство отрезки полотна и формующий барабан с устройством захвата кромки. При этом он дополнительно снабжен механизмами отбортовки навитого барабана и удержания внутреннего и наружного дна, а также устройствами осевой и торцевой сшивки навитого барабана. Технический результат, достигаемый в изобретении, связан с совершенствованием станка, обеспечивающим выполнение дна барабана одновременно с навивкой корпуса, а также исключение клеевого скрепления навиваемых слоев картона. 7 з.п. ф-лы, 2 ил.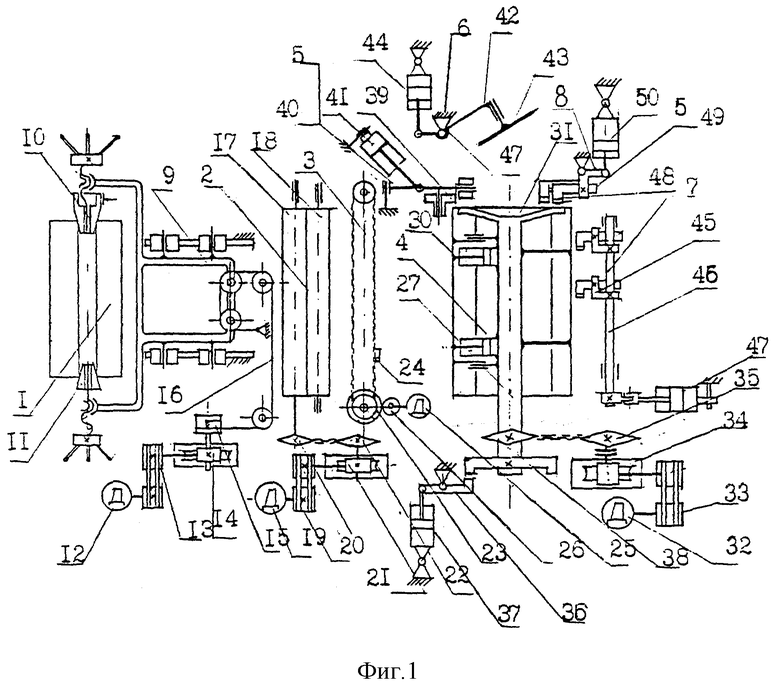
| Данилов В.А., Голубев М.М | |||
| Производство и применение картонных барабанов | |||
| - М.: Лесная промышленность, 1976, с.27-29 | |||
| КОАГУЛЯТОР | 1993 |
|
RU2074124C1 |
| RU 1785507 A3, 30.12.92 | |||
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЙНОГО МАРМЕЛАДА | 2003 |
|
RU2273287C2 |
