Изобретение относится к области металлургии, в частности к способам обработки титановых сплавов, и может быть использовано при получении прутков и полос из технического титана горячей прокаткой с рекристаллизованной α-структурой из заготовки, имеющей β-структуру.
Известен способ получения прутков и полос из технического титана из заготовки, имеющей β-структуру, содержащий горячую деформацию при температуре α-области со степенью деформации 30- 40% и последующий отжиг при температуре 600-800oC (Титановые сплавы. Металлография титановых сплавов. - М.: Металлургия,1980, С.275) - прототип.
Недостатком данного способа является то, что в случаях, когда заказчиком задан размер микрозерна в готовом прутке или полосе, очень трудно подобрать необходимую степень деформации для его получения. На практике обычно поступают следующим образом: задают завышенную степень деформации, чтобы получить в готовом изделии микрозерно заведомо меньших размеров, чем этого требует заказчик, хотя известно, что деформирование заготовки из технического титана при температурах α-области по энергозатратам намного выше, чем при температурах β-области из-за более высокого сопротивления деформации материала при температурах α-области. Для получения микроструктуры с размером зерна менее 100 мкм степень деформации 30 - 40% при температурах α-области явно недостаточна.
Заявленный способ совпадает с данным способом по следующим существенным признакам: нагрев заготовки, предварительно деформированной в β-области, деформация заготовки в α-области, отжиг, температурный интервал отжига 600-680oC.
Задачей, на решение которой направлено заявленное изобретение, является получение готового изделия (прутков и полос) из технического титана с регламентированным размером зерна с минимальными энергозатратами.
Технический результат, достигаемый при осуществлении изобретения, заключается в конкретизации необходимой и достаточной степени деформации в α-области в зависимости от требуемого размера микрозерна в готовом изделии.
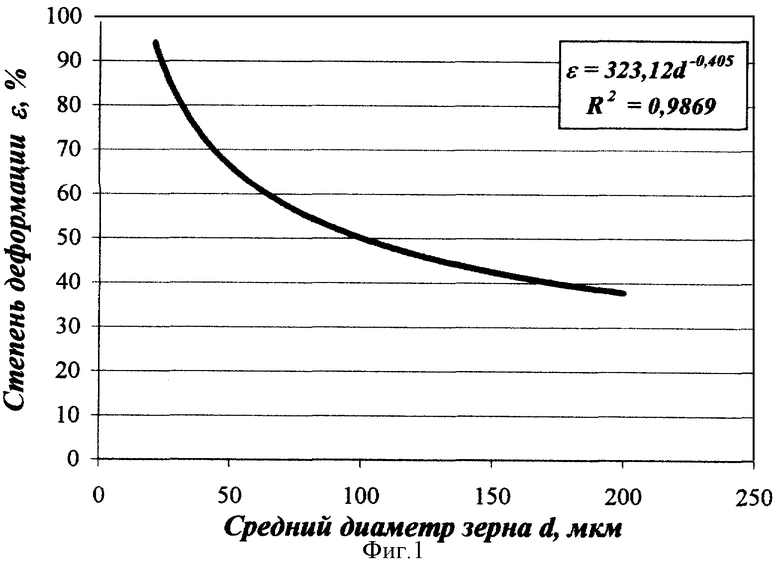
Указанный технический результат достигается тем, что в способе получения прутков и полос из технического титана с регламентированной α-структурой, содержащем нагрев предварительно деформированной в β-области заготовки, деформацию в α-области и отжиг при температуре 600-680oС, нагрев заготовки проводят до температуры на 40-180oC ниже температуры полиморфного превращения со скоростью 8-10oC/мин, деформацию осуществляют за несколько стадий со степенью на стадии 20-30% и с суммарной степенью, регламентируемой требуемым размером зерна в готовом изделии и определяемой из соотношения: ε = 323,12 d-0,405% (1), где d - требуемый размер зерна в готовом изделии, мкм, а после отжига проводят и последующую холодную деформацию со степенью 1-1,5%.
Способ реализуется следующим образом. По размеру зерна, оговоренного в заказе, посредством формулы (1) или графика, показанного на фиг. 1, определяют необходимую и достаточную суммарную степень деформации. На основании рассчитанной степени деформации и заданного значения диаметра прутка или площади поперечного сечения полосы определяют площадь поперечного сечения исходной заготовки (S0), деформированной в β-области, по формуле:
где: S1 - площадь поперечного сечения готового изделия, мм2,
ε - рассчитанная степень деформации, деленная на 100.
Заготовку с рассчитанными размерами поперечного сечения нагревают до температуры Тпп - (40 - 180)oC. Нагрев в указанном интервале температур обеспечивает оптимальную пластичность технического титана в условиях рациональной производительности процесса деформирования и предотвращает возможность перегрева до температур, близких к Тпп, из-за допустимой погрешности измерения. Нагрев производят со скоростью 8 - 10oC/мин, что из-за низкой теплопроводности технического титана обеспечивает равномерное распределение температурных полей по всему объему нагреваемой заготовки.
В условиях сортовой прокатки деформирование осуществляют за несколько стадий, так называемых проходов, со степенью деформации 20 - 30% за проход. Заданные значения степени деформации обеспечивают достаточно высокую производительность процесса без деформационного разогрева и неуправляемого роста α-зерна. Деформированную заготовку подвергают отжигу, при котором происходит ее естественное коробление (искривление), для устранения которого производят последующую правку в холодную со степенью деформации 1-1,5%. Указанный интервал степеней деформации обеспечивает эффективное устранение возникших искривлений без остаточных напряжений в готовом изделии.
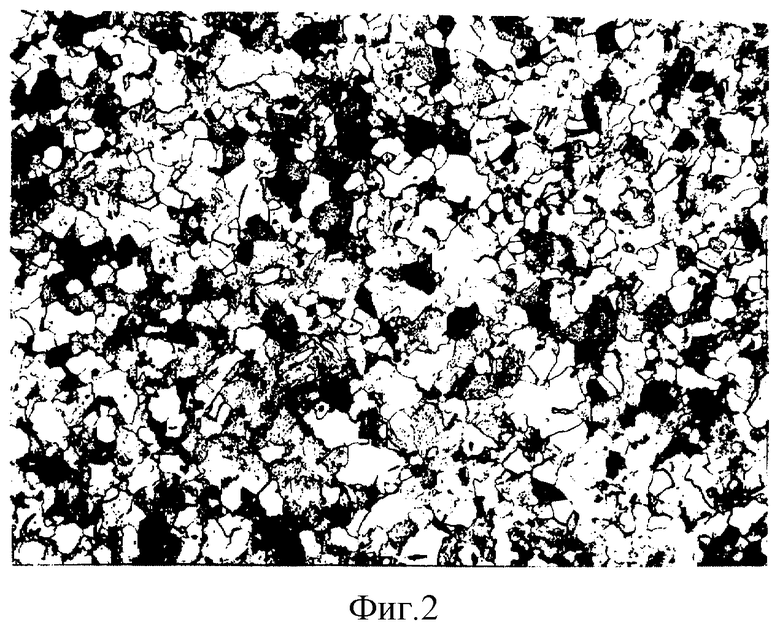
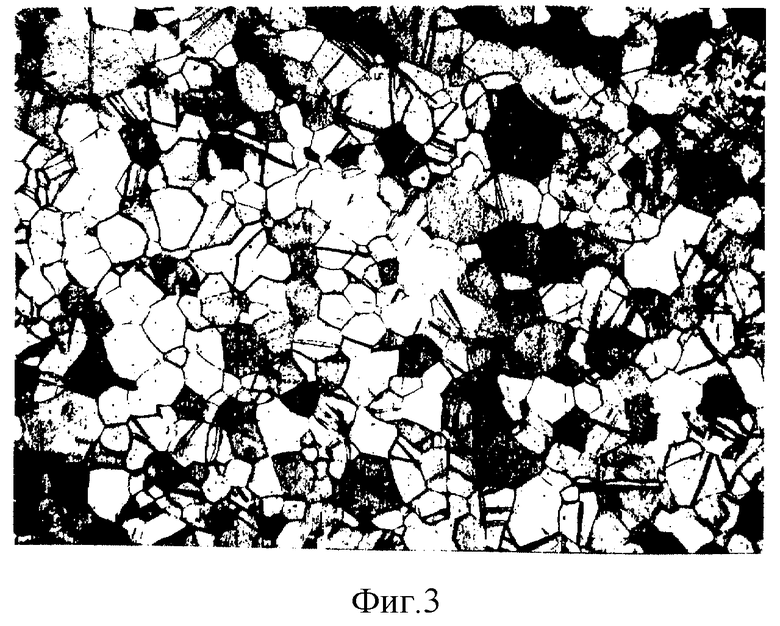
Изобретение поясняется графическими материалами, где на фиг. 1 показан график зависимости степени деформации от требуемого размера зерна, определенной по формуле (1), на фиг. 2 представлена микроструктура прутка ⊘ 10 мм сплава Вт1-0, полученного по примеру 1, на фиг. 3 - микроструктура прутка ⊘ 85 мм сплава Вт1-0, полученного по примеру 2.
Изобретение опробовано при прокатке прутков сплава Вт1-0 на стане продольной прокатки 450 и станах радиально-сдвиговой прокатки ГСП 10.
Пример 1.
По заказу требовалось получить прутки ⊘ 10 мм сплава Вт1-0 (Тпп = 910oC) с микроструктурой, определяемой размером зерна не более 40 мкм. По формуле (1) или по графику (фиг. 1) определили необходимую степень деформации:
ε = 323,12 • 40-0,405 = 72,5(%)
Рассчитали диаметр исходной заготовки:

d = 19,06 мм
Выбрали исходную заготовку диаметром 19,5 мм, прокатанную на стане 450 из заготовки диаметром 130 мм при температуре 1000oC ( β-область). Нагрели в электрической печи сопротивления со скоростью 10oC/мин до температуры 750oC (Тпп - 160oC). Прокатали на стане РСП 10 до 10 мм за 4 прохода с разовыми обжатиями со степенью деформации 24 - 29% по маршруту
⊘ 19,5 - ⊘ 17,0 - ⊘ 14,5 - ⊘ 12,2 - ⊘ 10,1 мм.
Затем прутки подвергли отжигу при температуре 600oC и подвергли холодной правке со степенью деформации 1%. Микроструктура (х 100) прутка представлена на фиг. 2. Требования заказчика удовлетворены.
Пример 2.
По заказу требовалось получить прутки ⊘ 85 мм сплава Вт1-0 (Тпп = 910oC) с микроструктурой, определяемой размером зерна не более 80 мкм. Согласно формуле (1) или графику (Фиг. 1) определили необходимую степень деформации
ε = 323,12 • 80-0,405 = 54,8 (%)
Рассчитали диаметр исходной заготовки
d = 126 мм
Исходную заготовку диаметром 126 мм, откованную при температуре 1050oC ( β - область), нагрели в электрической печи сопротивления до температуры 870oC (Тпп - 40oC) со скоростью 9oC/мин и прокатали на стане 450 за 3 прохода с разовыми обжатиями со степенью деформации 23% на диаметр 85,5 мм. Затем прутки подвергли отжигу при 650oC и холодной правке со степенью деформации 1,16%. Микроструктура (х 100) прутка представлена на фиг. 3. Требования заказчика удовлетворены.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПРУТКОВ ИЗ ПСЕВДО-β-ТИТАНОВЫХ СПЛАВОВ | 2000 |
|
RU2178014C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ α- И (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2002 |
|
RU2217260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2250806C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ТРУБНОЙ ЗАГОТОВКИ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ ПСЕВДО α И (α+β) ТИТАНОВЫХ СПЛАВОВ | 1998 |
|
RU2127160C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2004 |
|
RU2262401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ КОЛЕЦ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2236322C1 |
| МЕТАСТАБИЛЬНЫЙ β-ТИТАНОВЫЙ СПЛАВ | 2001 |
|
RU2211873C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ (АЛЬФА+БЕТА)- ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПРОЧНЫХ И ВЫСОКОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2179899C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПРУТКОВ ИЗ α+β ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2108876C1 |
Изобретение относится к металлургии, в частности к способам получения прутков и полос из технического титана с регламентированной α-структурой. Способ предусматривает нагрев предварительно деформированной в β-области заготовки до температуры на 40-180oС ниже температуры полиформного превращения со скоростью 8-10oС/мин, ее деформацию в α-области за несколько стадий со степенью деформации за стадию 20-30% и с суммарной степенью деформации, регламентируемой требуемым размером зерна в готовом изделии, отжиг при 600-680oС, охлаждение после отжига и последующую холодную деформацию со степенью 1-1,5%, причем суммарную степень деформации в α-области определяют из соотношения: ε=323,12 d-0,405%, где d - требуемый размер зерна в готовом изделии, мкм. Техническим результатом изобретения является конкретизация необходимой и достаточной степени деформации в α-области в зависимости от требуемого размера микрозерна в готовом изделии. 3 ил.
Способ получения прутков и полос из технического титана с регламентированной α-структурой, содержащий нагрев предварительно деформированной в β-области заготовки, деформацию в α-области и отжиг при температуре 600-680oС, отличающийся тем, что нагрев заготовки проводят до температуры на 40-180oC ниже температуры полиморфного превращения со скоростью 8-10oС/мин, деформацию осуществляют за несколько стадий со степенью на стадии 20-30% и с суммарной степенью, регламентированной требуемым размером зерна в готовом изделии, и определяемой из соотношения: ε=323,12 d-0,405 (%), где d - требуемый размер зерна в готовом изделии, мкм, а после отжига проводят и последующую холодную деформацию со степенью 1-1,5%.
| АНОШКИН Н.Ф | |||
| и др | |||
| Титановые сплавы | |||
| Металлография титановых сплавов | |||
| - М.: Металлургия, 1980, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1921 |
|
SU275A1 |
| Способ прокатки профилей из титана и его сплавов | 1987 |
|
SU1477487A1 |
| US 3481799, 02.12.1969 | |||
| US 3492172, 27.01.1970. | |||

