Изобретение относится к области обработки металлов давлением, в частности к способам изготовления тонких листов из прочных и высокопрочных сплавов, преимущественно на основе титана, методом горячей прокатки многослойных пакетов.
Известен способ производства листов толщиной 0,5 мм из технически чистого титана, включающий многопереходную прокатку титанового сляба с последующим размещением титанового листа между двумя листами из другого материала для защиты титана от охлаждения и интенсивного окисления. Между внешними листами может быть размещен один или более титановых листов. Материал внешней оболочки имеет более низкую теплопроводность. Температура прокатки составляет 1300oF (704oС). [Патент США N 2651099].
Для производства листов из технически чистого титана известный способ непроизводителен, имеет высокую трудоемкость и стоимость изделий, превышающие аналогичные показатели для процессов полистной и рулонной прокатки указанного материала.
Известен способ производства тонких листов и фольги из технически чистого титана, включающий горячую прокатку полосы толщиной 3-6 мм, отжиг в воздушной атмосфере, очистку поверхности от окалины, кислотное травление, шлифование, холодную прокатку, финишную отделку поверхности [ Титан, 1995, т. 43, N 4, с. 239-246].
Листы из прочных и высокопрочных сплавов толщиной менее 3 мм по предлагаемой технологии не производят. Высокие удельные давления, низкая пластичность, склонность к растрескиванию, многочисленные переделы, термообработка, обработка поверхности не обеспечивают требуемого качества изделий.
Наиболее близким по технической сущности и достигаемому результату к заявляемому изобретению является способ пакетной прокатки тонких листов (0,076-1,0 мм) из прочных и высокопрочных металлов, таких как титан, цирконий и их сплавов [патент США N 2985945, публ.30.05.61] - прототип. Способ включает подготовку карточной заготовки толщиной 5-10 мм, нанесение на обе стороны карточки разделительного покрытия, сборку пакета в стальном кейсе, нагрев пакета до 727-759oC, горячую прокатку пакета, отжиг, очистку поверхности кейса от окалины, холодную прокатку со степенью деформации 10-60%, термообработку, раскрой пакета, разделение листов, холодную полистную прокатку со степенью обжатия 3-8%, финишную отделку поверхности, термообработку, правку.
Обработка высокопрочных сплавов в предлагаемом диапазоне температур затруднительна, приводит к образованию микротрещин и разрывов в обрабатываемом материале.
Процесс холодной прокатки пакета со степенью деформации 10-60% возможен для изготовления листов из сплавов с высокой пластичностью.
К высокоответственным листам аэрокосмического назначения предъявляют особо высокие требования к качеству поверхности и механическим свойствам. Механические свойства тонких листов в большой степени определяют состояние поверхности и приповерхностных зон. Технологический процесс производства листов должен гарантировать полное удаление деформационно-упрочненных приповерхностных слоев, поверхностных дефектов, следов обработки поверхности, обеспечивать высокий уровень штампуемости. В известном решении подобные меры не предусмотрены.
Задачей, на решение которой направлено данное изобретение, является повышение технологичности изготовления и качества листов при снижении трудоемкости и стоимости процесса.
Поставленная задача решается тем, что в способе изготовления листов из прочных и высокопрочных сплавов прокатку пакета осуществляют при термодеформационных параметрах, реализующих схему деформации однородного сжатия материала кейса и листов, причем температурный диапазон прокатки обеспечивают циклическими подогревами и стабилизируют теплоизолирующими обкладками кейса, а при сборке пакета используют разделительное покрытие, которое имеет температуру термического разложения не ниже температуры горячей прокатки пакета, операцию термообработки пакета совмещают с операцией технологического нагрева для проведения проглажки и правки пакета, раскрой пакета производят методом гидроабразивной резки, листы термообрабатывают и правят преимущественно в вакуумной печи в условиях крипа, отделку поверхности листов осуществляют сочетанием операций гидроабразивной обработки, локальной и (или) сплошной абразивной обработки и кислотного травления с получением однотонной поверхности с шероховатостью Rа < 1,5 мкм, кроме того зазоры между листами в пакете и внутренними гранями кейса заполняют теплоизолирующим материалом, циклические подогревы пакета проводят после падения температуры поверхности кейса ниже температуры 0,8 Тнач., где Тнач. - начальная температура нагрева пакета перед горячей прокаткой,oС; правку листов крипом проводят при скорости изменения температуры 10-20 град/ч и степени разрежения вакуума 100-500 мм рт. ст.
Заготовка под пакетную прокатку толщиной 3-10 мм должна иметь определенную микроструктуру, на поверхности не допускаются дефекты глубиной 0,05-0,12 мм. После соответствующих операций контроля на поверхности заготовки наносят тонкий слой разделительного покрытия. Толщину покрытия, размер фракции и материал разделительного покрытия определяют исходя из температуры и степени деформации при горячей прокатке. Материал покрытия должен обладать хорошей адгезией к материалу листа, а метод нанесения обеспечивать равномерность и сплошность покрытия поверхности листа. Наилучшие результаты получены при нанесении покрытий из коллоидных растворов. При этом обеспечивается минимальная толщина покрытия и высокая стойкость к механическим повреждениям, а размер фракции частиц менее 2 мкм не повреждает поверхность листа. После нанесения покрытия листы сушат до полного удаления избыточной влаги.
Для изготовления корпуса (кейса) пакета используют дешевые сорта малоуглеродистой стали с регламентированным содержанием углерода, марганца, хрома.
Для уменьшения теплоотдачи на наружные и внутренние поверхности обкладок кейса наносят пористый слой теплоизолирующего покрытия. Кроме основной функции покрытие защищает металл от окисления при высоких температурах прокатки, обеспечивает хорошее сцепление и условия захвата валками прокатной клети, устойчивость процесса прокатки. Отсутствие окалины позволяет устранить операцию очистки корпуса пакета после горячей прокатки.
Для улучшения качества поверхности прокатываемых листов и сцепления покрытия материал обкладок предварительно очищают механическими или химическими методами. Перед укладкой заготовок в пакет на внутренние поверхности обкладок наносят слой разделительного покрытия с последующей сушкой.
После подготовки поверхности кейса определенное количество заготовок с разделительным покрытием укладывают с зазором внутрь кейса. Регламентированный зазор между торцами заготовок и поверхностями кейса по всему периметру уплотняют теплоизоляционным материалом, что снижает тепловые потери в процессе транспортировки и прокатки, а также защищает от попадания инородных частиц С загрязнений) внутрь пакета.
Технологический нагрев пакетов перед прокаткой проводят в проходных или камерных печах без защитной атмосферы. Прокатку пакетов осуществляют на двух или четырехвалковых станах, как в реверсивном, так и нереверсивном режимах. Термодеформационные параметры процесса горячей прокатки, позволяющие реализовать схему деформации однородного сжатия многослойного пакета, определяют из результатов пластометрических испытаний материала кейса и материала заготовки. По величине сопротивления деформации устанавливают оптимальный температурный диапазон, допустимую степень деформации принимают с учетом скорости упрочнения материалов.
Для получения необходимой структуры листов из сплавов титана процесс прокатки реализуют в (α+β)-области нагрева. Температуру нагрева пакетов устанавливают с учетом тепловых потерь при их транспортировке и при контакте с роликами рольганга и валками прокатной клети. Для снижения потерь тепла валки перед прокаткой прогревают. При падении температуры поверхности кейса ниже допустимого уровня, который определяется эмпирически, производят подогрев пакета. Одновременно на прокатку подают следующий пакет. Таким образом, процесс прокатки идет непрерывно до завершения всей кампании.
Количество проходов и степень деформации по проходам устанавливают эмпирически из условия планшетности и разнотолщинности листов. Степень деформации ограничивает также условие свариваемости листов между собой. Поскольку при росте пластической деформации происходит увеличение коэффициента трения между слоями пакета, контактные давления превышают допустимую величину и происходит разрыв слоя разделительного покрытия с обнажением ювенильных поверхностей соприкасающихся металлов с последующим свариванием их между собой.
Форма листа, разнотолщинностъ и планшетность зависят от точности выполнения температурных и деформационноскоростных условий прокатки.
По окончании процесса прокатки на требуемый размер пакеты охлаждают на воздухе и подвергают отжигу, совмещая с технологическим нагревом пакетов перед теплой прокаткой (проглажкой) и правкой пакетов на роликоправильной машине.
Затем пакеты, направляют на операцию разборки и разделения листов. Раскрой пакетов по контуру производят на установке гидроабразивной резки. Точность реза составляет ±0,3 мм, ширина пропила менее 2,0 мм. Металл в зоне реза не испытывает термодеформационного влияния, заусенцы не образуются. Предлагаемый способ резки позволяет сократить потери металла, повысить точность реза и устранить операцию триммингования кромок, которая выполняется в прототипе. Для предотвращения самопроизвольного раскрытия пакета корпус пакета перед резкой фиксируют специальными струбцинами. Пакет с обрезанными кромками разделяют без применения специальный средств. Далее листы подают на термообработку и обработку поверхности. Процесс термообработки листов совмещают с правкой в условиях ползучести (крипа) и проводят, как правило, в вакуумных печах. Величину контактных давлений для правки листов разной толщины и с различными видами неплоскостности устанавливают эмпирически из результатов опытов на натурных образцах.
После правки с поверхности листов удаляют технологические загрязнения в виде остатков материала разделительного покрытия, окисных пленок и т.п. методом гидроабразивной обработки с использованием водовоздушных струй низкого давления, наполненных мелкодисперсными частицами. Процесс самонастраивается на удаление исключительно загрязнений, при этом поверхность листов не повреждается, съем основного металла не происходит. Поверхность листа после обработки однотонная, без направленных следов обработки, шероховатость в различных направлениях одинакова и составляет 0,5-1,5 мкм. В отличие от известного метода разрыхления окалины тонких листов травлением в щелочном растворе качество обработки существенно повышается, исключается возможность локальных непротравов. Кроме того, метод экономичен, не создает дополнительных отходов, позволяя утилизировать существующие. Известные же механические способы удаления окалины не позволяют обрабатывать тонкие листы вследствие больших искажений формы листов.
В результате термодеформационного влияния, возникающего в процессе перечисленных выше операций, на поверхности листов образуется деформационно-упрочненный слой. Определены глубина и степень упрочнения данного слоя. Указанные величины определяли на натурных образцах с использованием рентгеноструктурного анализа. Показано, что степень упрочнения составляет 160-220%, глубина упрочненного слоя не менее 0,025-0,015 мм.
Известно, что шлифование материалов высокой твердости повышает трудоемкость процесса и расход шлифовальных материалов.
В предлагаемом способе изготовления листов реализована технология без операции шлифования. После очистки поверхности проводят операцию кислотного травления с гарантированным удалением измененного (дефектного) поверхностного слоя. Далее листы подвергают операции контроля поверхности с измерением глубины, площади и количества поверхностных дефектов. Параллельно измеряют толщину листов и отклонения по плоскостности.
При отсутствии дефектов и отклонений размеров по толщине и плоскостности от листов берут пробы для проведения необходимых испытаний, в том числе на механические свойства, и, при получении положительных результатов, процесс завершается.
В случае обнаружения единичных поверхностных дефектов в виде отпечатков, наколов и т.п., не выходящих за допуски, дефекты удаляют методом локальной абразивной зачистки абразивным кругом. После этого поверхность осветляют и далее аналогично случаю бездефектных листов.
В случае многочисленных поверхностных дефектов, а также при превышении допусков по толщине и плоскостности, листы подвергают комбинированной операции сплошной и локальной абразивной зачистки до полного выведения дефектов. Сплошную абразивную зачистку проводят методом сухого или мокрого ленточного шлифования. Локальную обработку - как лепестковыми кругами, так и шлифовальными лентами.
Режим шлифования назначают из условия гарантированного удаления предварительно измеренных дефектов. Поверхность после шлифования не должна иметь грубых следов направленной обработки, значения шероховатости вдоль и поперек обработки - минимальные различия.
Заключительной операцией является кислотное травление, в результате которого направленность следов предшествующего шлифования становится слабо выраженной.
Предлагаемый способ изготовления тонких листов позволяет решить задачу получения высококачественных тонких листов из прочных и высокопрочных сплавов, в частности на основе титана, за счет стабилизации режимов горячей прокатки и исключения возможности образования складок, разрывов и т.п. кейса, сваривания листов между собой. Состав, толщина и метод нанесения разделительного покрытия позволяют получить оптимальные условия трения на границе лист-лист, лист-кейс, исключить возможность сваривания листов и обеспечить хорошую планшетность их поверхности после горячей прокатки. Сочетанием операций отделки и методов контроля и измерения достигают высокого качества листов и уровня механических свойств листов при одновременном сокращении затрат на их производство.
Предлагаемый способ изготовления листов гарантирует 100%-ный штучный выход годного, уменьшает процент отходов и безвозвратных потерь. Кроме того, уменьшается трудоемкость изготовления листов за счет исключения возврата их на повторную обработку на отдельных операциях.
Пример. Предлагаемый способ был опробован в промышленных условиях прокатного цеха предприятия-заявителя при изготовлении листов толщиной 2,0 мм размерами 914•3100 мм из титанового сплава Ti6A14V. Для пакетной прокатки была подготовлена партия заготовок толщиной 5±0,1 мм размерами 1100•1300 мм в количестве 48 штук.
Поверхность заготовок предварительно очищали от окисных пленок и загрязнений методом кислотного травления. В качестве разделительного покрытия использовали меловую суспензию с объемной концентрацией 20%, которую тонким слоем наносили на поверхность заготовки с помощью щеточной машины и вручную. Покрытие сушили потоком теплого воздуха до полного удаления избыточной влаги. Температура термического разложения материала покрытия 894oС при давлении 1,005 бар. Поверхность кейса очищали от окалины и загрязнений методом дробеметной обработки с последующим кислотным травлением. На наружные поверхности кейса наносили слой пористого теплоизолирушего покрытия методом электродугового напыления. Материал покрытия Al2O3, толщина покрытия до 0,5 мм. На внутренние поверхности кейса наносили разделительное покрытие с последующей просушкой.
Подготовленные заготовки укладывали в кейс с гарантированным зазором 10+10+10+25 мм. В корпусе кейса предусмотрены отверстия для отвода газов. В зазоры по всему периметру плотно запрессовывали теплоизолирующий материал - каолиновую вату. Кейс закрыли крышкой, которую прижали струбцинами к корпусу и приварили сплошным сварочным швом по всему периметру.
Материал кейса - малоуглеродистая сталь. Это обусловлено температурно-деформационными условиями горячей прокатки. Для данного сплава температура прокатки равнялась 880oС+10oС, степень обжатия - 60%. Различия значений истинного сопротивления деформации (δs) материала кейса и материала заготовок пакета не превысили 15 МПа.
Технологический нагрев перед прокаткой проводили в печах проходного типа, температуру поддерживали с точностью +10oC.
Прокатку пакетов проводили на стане кварто в реверсивном режиме с регламентированными обжатиями по проходам. При падении температуры более чем на 20% от номинальной пакет подогревали в течение 15 мин. При этом процесс прокатки производили без пауз, периодически с интервалом в 1,5-2,0 мин, подавая очередной пакет на прокатку. Перед прокаткой партии пакетов рабочие валки подогревали. После горячей прокатки на заданный размер пакеты охлаждали на воздухе.
Перед правкой на роликоправильно и машине пакеты термообрабатывали при 770oС в течение 30 мин. Неплоскостность пакетов после правки составила менее 3 мм/м. Знакопеременный изгиб при правке вызывает сдвиговые напряжения между слоями пакета, что способствует их последующему разделению между собой. Дефектов в виде разрывов корпуса, зажимов и других не зафиксировано.
Раскрой пакетов производили на установке гидроабразивной резки. Этот способ резки наиболее подходит для раскроя многослойных материалов. При этом механические и термические напряжения отсутствуют. Процесс резки реализовали в автоматическом режиме, скорость резки составила 270 мм/мин, точность резки +0,2 мм, ширина пропила менее 1,3 мм. Ручные вспомогательные операции при резке отсутствовали.
После раскроя производили разборку пакетов. Листы разделились самопроизвольно. Специальных средств для разборки листов не применяли. Дефектов, выводящих листы за пределы допусков, не выявлено. Толщина листов составила 2,07-2,16 мм.
Вариант 1. Листы в количестве 24 шт. термообрабытывали при 750oC в течение 30 мин. Процесс термообработки совместили с операцией технологического нагрева перед прокаткой с малыми обжатиями (проглажкой) и правкой на роликоправильной машине. Величину обжатия при проглажке определяли из условия устранения "ребристости" на поверхности листов. При обработке данной партии величина обжатий изменялась в пределах 3-5%. Неплоскостность листов после правки была не более 2,7 мм/м.
Вариант 2. Листы в количестве 24 шт. загрузили в печь для термообработки и одновременной правки в условиях ползучести (крипа). Правку производили при степени разрежения 270 мм рт. ст. и скорости изменения температуры 17 град/ч. Установочная температура 800oС. Продолжительность выдержки при этой температуре τ=5 ч. Для правки крипом отобрали листы без локальных дефектов. Отклонение от плоскостности составило менее 1,2 мм/м. В отличие от правки на роликоправильной машине на поверхности листов полностью отсутствуют дефекты в виде отпечатков.
Для удаления окалины и технологических загрязнений в виде остатков разделительного покрытия применяли способ гидроабразивной обработки поверхности. Разгон абразивной суспензии производили сжатым воздухом от цеховой магистрали с давлением 0,48-0,52 МПа. Режим обработки установили в пределах гарантированно исключающих коробление листов. Шероховатость поверхности листов после обработки соответствовала Ra=0,7-1,2 мкм без анизотропии в продольном и поперечном направлениях.
Механические свойства листов в значительной степени определяют состояние их поверхности. Величину деформационно-упрочненного слоя определяли рентгеноструктурным анализом. Она составила 0,05 мм на сторону, предельная степень наклепа поверхности 215%.
По результатам измерений определили режим травления. Глубина стравленного слоя составила 0,10 мм на толщину листа. Травление проводили в азотноплавиковом растворе с концентрацией 18-22% HNО3+2-4% HF. Температура раствора 38oС.
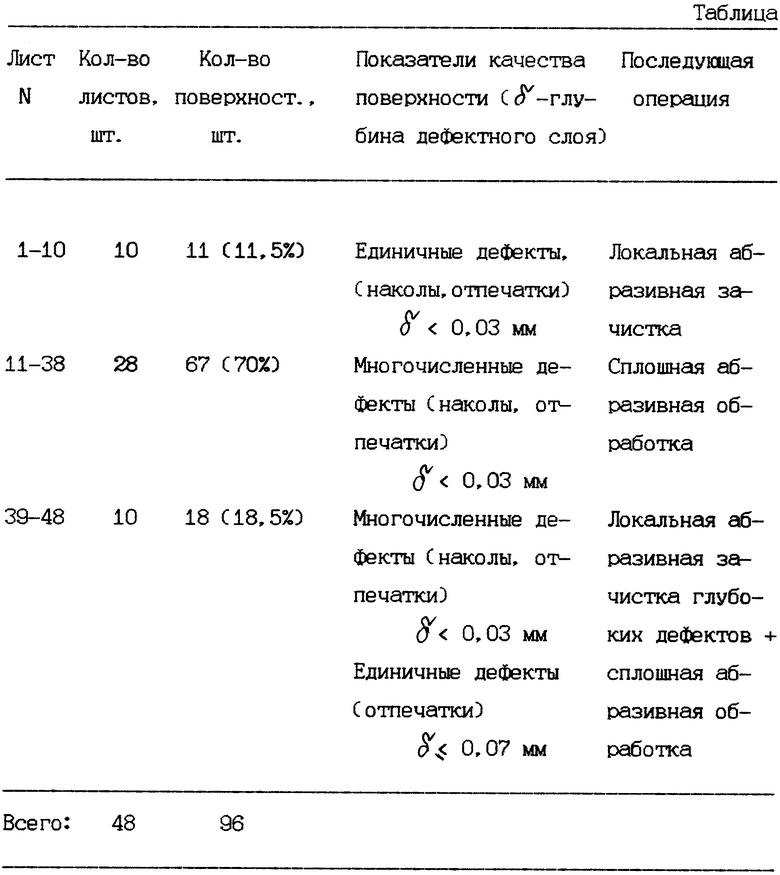
После травления листы классифицировали по видам поверхностных дефектов. Выделили три характерных состояния поверхности (см. таблицу). Худшее качество с многочисленными мелкими отпечатками (менее 0,03 мм) по периметру листов зафиксировано на листах, прилегающих к поверхности стальных обкладок. Состояние поверхности изготовленных листов после обработки приведено в таблице.
Процесс сплошной абразивной обработки методом ленточного шлифования (мокрого и сухого) проводили с использованием жестких (SiC) и мягких (Аl2O3) абразивных лент. Режим шлифования обеспечивает регламентированный съем металла и текстуру поверхности с направленными следами обработки. После финишного шлифования поверхность монотонная, следы обработки сведены к минимуму, шероховатость поверхности не превышала Ra=1,5 мкм. Процесс шлифования сопровождался изменением структуры поверхности. Результаты исследований показали, что степень упрочнения поверхности составила 148-165%, глубина упрочненного слоя не превышает 0,015 мм на сторону. Дефектный слой после шлифования удалили травлением в азотноплавиковом растворе. Глубина травления равнялась 0,05 мм на толщину листа.
Изготовленные листы (100%) сданы в соответствии с требованиями стандарта MILT 9046. Пластичность материала листов превышает требования стандарта. Значения угла гиба вдоль/поперек направления прокатки больше 150o ( до 180o). Получение таких результатов в большей степени обеспечивается гарантированным удалением деформационно-упрочненного поверхностного слоя с получением изотропной текстуры поверхности.
Полученные листы предназначены для изготовления деталей методом сверхпластичной штамповки. Из рассмотренной партии листов изготовлены кондиционные детали. Замечаний и брака нет.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАКЕТНОЙ ПРОКАТКИ ТОНКИХ ЛИСТОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2001 |
|
RU2201821C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЛИСТОВ | 1998 |
|
RU2146568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2243833C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2250806C1 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ СЛЯБОВ | 1998 |
|
RU2145982C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 1999 |
|
RU2152865C1 |
| СПОСОБ УТИЛИЗАЦИИ И РЕГЕНЕРАЦИИ ТЕХНОЛОГИЧЕСКОЙ СРЕДЫ В ПРОЦЕССАХ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2000 |
|
RU2181659C2 |
| КОМПОЗИЦИОННАЯ ЗАГОТОВКА ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2002 |
|
RU2220850C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНОВИДНЫХ ЗАГОТОВОК | 2007 |
|
RU2347630C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПОЛУФАБРИКАТОВ | 2000 |
|
RU2174461C1 |
Изобретение относится к прокатному производству, а именно к способам получения тонких листов преимущественно из труднодеформируемых сплавов на основе титана методом пакетной прокатки. Технический результат - повышение технологичности процесса изготовления и качества листов, снижение трудоемкости и стоимости затрат. Сущность изобретения: в способе изготовления листов горячую прокатку пакета осуществляют при термодеформационных параметрах, реализующих схему деформации однородного сжатия кейса и листов, причем температурный диапазон прокатки обеспечивают циклическими подогревами и стабилизируют теплоизолирующими обкладками кейса, а при сборке пакета используют разделительное покрытие, которое имеет температуру термического разложения не ниже температуры горячей прокатки пакета, термообработку пакета совмещают с технологическим нагревом для прогладки и правки пакета, раскрой пакета производят методом гидроабразивной резки, листы термообрабатывают и правят преимущественно в вакуумной печи в условиях крипа, отделку поверхности листов осуществляют сочетанием операций гидроабразивной обработки, локальной и (или) сплошной абразивной обработки и кислотного травления с получением однотонной поверхности. Изобретение обеспечивает гарантированное удаление деформационно-упрочненного поверхностного слоя с получением изотропной текстуры поверхности. 3 з.п. ф-лы, 1 табл.
| US 2985945, 30.05.1961 | |||
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО МЕТАЛЛА | 0 |
|
SU177824A1 |
| 0 |
|
SU184232A1 | |
| Способ прокатки полос | 1986 |
|
SU1503905A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЛИСТОВ | 1998 |
|
RU2146568C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КАТАЛИЗАТОРА | 0 |
|
SU374094A1 |
| WO 00/25949 А1, 11.05.2000. | |||

