Настоящее изобретение относится к устройствам для нанесения покрытий, а более точно - к устройству для нанесения покрытий в вакууме.
Изобретение может быть использовано для получения покрытий на основе металлов, например, титана, алюминия, хрома, циркония и др., а также для получения износостойких покрытий на деталях на основе соединений этих металлов с газами, например, нитрида титана, нитрида алюминия, нитрида хрома, нитрида циркония и др. Эти покрытия могут использоваться для повышения срока службы и эксплуатационных характеристик инструментов и деталей машин, а также в качестве декоративных покрытий.
Известно устройство для нанесения покрытий в вакууме (см., например, Осипов В. А. и др. "Установка для нанесения покрытий осаждением ионов, извлекаемых из плазмы вакуумной дуги", журнал "Приборы и техника эксперимента", 6, 1978 г., стр. 173-176). Указанное устройство содержит вакуумную камеру, корпус которой служит анодом, катод, блок электропитания дуги, соленоид испарителя и соленоиды камеры. В камере осуществляется вакуумно-дуговое осаждение покрытий с разделением потоков заряженных и нейтральных частиц.
Указанное устройство обладает низкой производительностью и не позволяет получать покрытия с высоким качеством, так как в потоке осаждающихся частиц содержится большая доля макрочастиц, отраженных от поверхности внутренних стенок вакуумной камеры.
Известно устройство для нанесения покрытий в вакууме, содержащее расходуемый металлический катод, размещенный в корпусе, служащем анодом, на котором размещен соленоид, при этом анод соединен с вакуумной камерой, электрически с ней связан и подключен к источнику питания дугового разряда постоянного тока, к которому подключен расходуемый металлический катод и параллельно которому подключены конденсатор с балластным резистором. Устройство содержит также средство поджига дуги, содержащее поджигающий электрод и диэлектрическую вставку (см., например, Аксенов И.И. и др. "Зажигание вакуумной дуги в стационарных источниках металлической плазмы от автономного плазменного инжектора", журнал "Приборы и техника эксперимента", 3, 1979 г. , стр. 160-162).
Наиболее близким техническим решением является устройство для нанесения покрытий в вакууме, содержащее корпус, являющийся анодом, соединенный с вакуумной камерой и электрически с ней связанный, соленоид, размещенный на корпусе, расходуемый металлический катод, установленный в корпусе эксцентрично относительно оси соленоида в сторону обрабатываемого изделия, размещенного вне зоны видимости от катода, средство поджига, содержащее электрод и диэлектрическую вставку, связанное с блоком поджига, анод и катод подключены к источнику питания дугового разряда постоянного тока, параллельно которому подключены конденсатор с балластным резистором (см.. например, авторское свидетельство СССР 1074145 от 30.09.92).
Указанное устройство не позволяет получать покрытия с высоким качеством поверхности, т. е. с низкой степенью шероховатости, так как продукты эрозии катода в вакуумно-дуговом разряде содержат большое количество капель и макрочастиц, которые, осаждаясь на обрабатываемом изделии, образуют микронеровности и проколы в покрытии, что ухудшает его качество. Кроме того, применяемая система поджига дуги требует применения высоких напряжений (4,5 кВ) и недостаточно надежна. Вспомогательный анод дополнительно усложняет конструкцию, поскольку он размещен в непосредственной близости от катода с зазором. В результате внутренних напряжений макрочастицы в процессе нанесения покрытия отрываются от катода и могут заполнить указанный зазор.
В основу настоящего изобретения поставлена задача создания устройства для нанесения покрытий в вакууме, в котором эксцентричное смещение оси расходуемого металлического катода с анодом относительно оси соленоида и одновременное смещение обрабатываемого изделия в направлении, перпендикулярном оси соленоида в область вне зоны видимости от катода, а также размещение на части внутренней поверхности анода ребер определенной формы и выполнение средства поджига дуги позволит исключить отражение макрочастиц наносимого покрытия в область обрабатываемого изделия, получать покрытия высокого качества с низкой степенью шероховатости поверхности изделия, улучшить равномерность толщины получаемого покрытия, упростить при этом конструкцию устройства, а также упростить схему поджига, одновременно повысив его надежность.
Поставленная задача решается тем, что в устройстве для нанесения покрытий в вакууме, содержащем корпус, являющийся анодом, соединенный с вакуумной камерой и электрически с ней связанный, соленоид, размещенный на корпусе, расходуемый металлический катод, установленный в корпусе эксцентрично относительно оси соленоида в сторону обрабатываемого изделия, размещенного вне зоны видимости от катода, средство поджига, содержащее электрод и диэлектрическую вставку, связанное с блоком поджига, анод и катод подключены к источнику питания дугового разряда постоянного тока, параллельно которому подключены конденсатор с балластным резистором, согласно изобретению содержит диод, подключенный параллельно резистору и противоположно полярности источника питания дугового разряда, анод установлен эксцентрично относительно оси соленоида, причем ось катода и анода сдвинута в сторону обрабатываемого изделия на величину, приблизительно равную диаметру расходуемого катода, а на внутренней поверхности корпуса от вакуумной камеры до уровня поджигающего электрода выполнены ребра для исключения отражения макрочастиц наносимого покрытия в область обрабатываемого изделия.
Целесообразно, чтобы поджигающий электрод был выполнен в виде кольца, расположенного коаксиально с расходуемым металлическим катодом с зазором, и закреплен над нерабочей цилиндрической поверхностью катода, а в зазоре между поджигающим электродом и катодом была размещена по меньшей мере одна диэлектрическая вставка, поверхность которой была бы покрыта слоем проводящего материала.
Полезно, чтобы ребра были выполнены в виде резьбы, имеющей в сечении прямоугольный треугольник.
Полезно также, чтобы ребра были выполнены в виде колец, имеющих в сечении прямоугольный треугольник.
Целесообразно также, чтобы устройство содержало по меньшей мере один дополнительный соленоид, размещенный на корпусе соосно с основным соленоидом со стороны вакуумной камеры.
Выгодно, чтобы устройство содержало по меньшей мере один отклоняющий соленоид, обеспечивающий дополнительное отклонение силовых линий магнитного поля, создаваемого соленоидом и дополнительным соленоидом, в сторону области для размещения обрабатываемого изделия и размещенный на вакуумной камере.
Полезно, чтобы устройство содержало дополнительный блок питания отклоняющего соленоида для изменения угла сканирования, обеспечивающий изменение величины тока в отклоняющем соленоиде по заданной программе в соответствии с требуемой равномерностью толщины наносимого покрытия.
Целесообразно также, чтобы устройство содержало блок слежения за погасанием дуги, обеспечивающий автоматическую подачу импульсов поджига от блока поджига при погасании дуги и одновременное отключение питания по меньшей мере одного дополнительного соленоида.
В дальнейшем изобретение поясняется описанием предпочтительных вариантов его воплощения со ссылками на сопровождающие чертежи, на которых:
фиг. 1 изображает схему устройства для нанесения покрытий в вакууме, согласно изобретению;
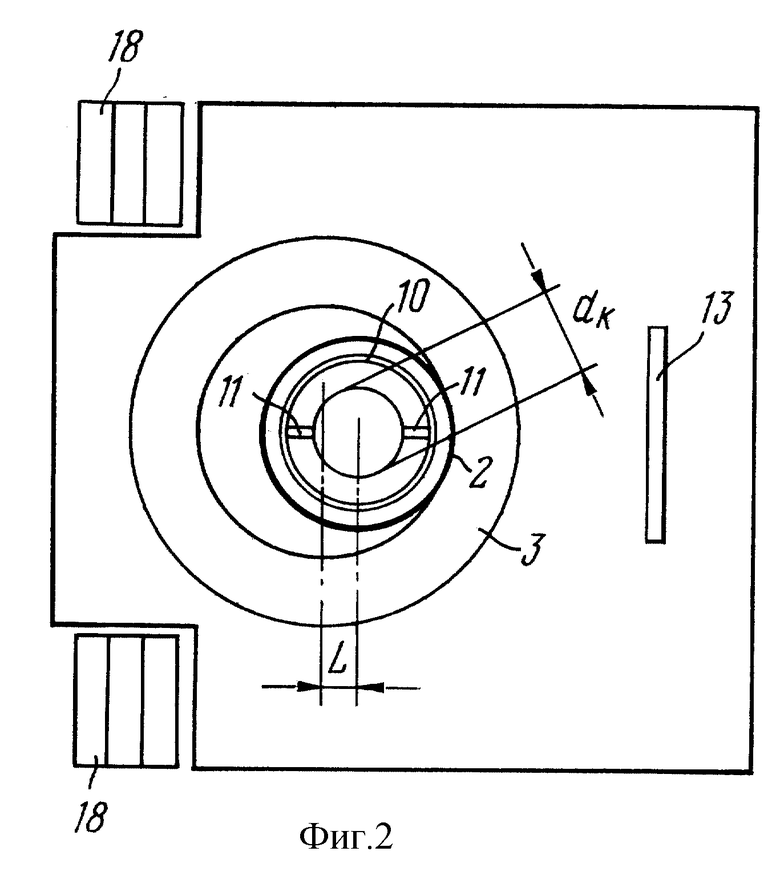
фиг.2 изображает разрез по линии П-П на фиг.1, согласно изобретению.
Устройство для нанесения покрытий в вакууме содержит расходуемый металлический катод 1 (фиг. 1), размещенный в корпусе 2, служащем анодом. На корпусе 2 размещен соленоид 3. Анод соединен с вакуумной камерой 4, электрически с ней связан и подключен к источнику 5 питания дугового разряда постоянного тока. К источнику 5 подключен также расходуемый металлический катод 1. Параллельно источнику 5 питания подключены конденсатор 6 с балластным резистором 7.
С блоком 8 поджига связано средство 9 поджига, содержащее поджигающий электрод 10 и по меньшей мере одну диэлектрическую вставку 11.
Расходуемый металлический катод 1 и анод размещены эксцентрично относительно оси о-о соленоида 3, причем ось а-а катода 1 и соответственно анода сдвинута в сторону области 12 для размещения обрабатываемого изделия 13 на величину L, приблизительно равную диаметру расходуемого металлического катода 1. Область 12 размещена вне зоны видимости от катода 1 (на фиг.1 справа от штриховой линии).
Устройство содержит также диод 14, подключенный параллельно резистору 7 и противоположно полярности источника 5 питания дугового разряда.
На части внутренней поверхности корпуса 2 выполнены ребра 15, предназначенные для исключения отражения макрочастиц наносимого покрытия в область 12 обрабатываемого изделия 13. Ребра 15 размещены на участке внутренней поверхности корпуса от вакуумной камеры до уровня поджигающего электрода 10.
Поджигающий электрод 10 выполнен в виде кольца, расположенного коаксиально с расходуемым металлическим катодом 1 с зазором, и закреплен над нерабочей цилиндрической поверхностью 16 катода 1, а в зазоре между поджигающим электродом 10 и катодом 1 размещены две диэлектрических вставки 11, поверхность которых покрыта слоем проводящего материала.
В описываемом варианте ребра 15 выполнены в виде резьбы, имеющей в сечении прямоугольный треугольник.
Возможен вариант (не показан), когда ребра 15 выполнены в виде колец, имеющих в сечении также прямоугольный треугольник.
Устройство содержит по меньшей мере один дополнительный соленоид 17, размещенный на корпусе соосно с основным соленоидом 3 со стороны вакуумной камеры 4. На фиг. 1 показан вариант, когда устройство содержит два дополнительных соленоида 17.
Устройство содержит также по меньшей мере один отклоняющий соленоид 18, обеспечивающий дополнительное отклонение силовых линий магнитного поля, создаваемого основным 3 и дополнительными 17 соленоидами в сторону области 12 для размещения обрабатываемого изделия 13 и размещенный на вакуумной камере 4.
Устройство содержит дополнительный блок 19 питания отклоняющего соленоида для изменения угла сканирования, обеспечивающий изменение величины тока в отклоняющем соленоиде 18 по заданной программе в соответствии с требуемой равномерностью толщины наносимого покрытия.
Устройство содержит также блок 20 слежения за погасанием дуги, обеспечивающий автоматическую подачу импульсов поджига от блока 8 поджига при погасании дуги и одновременное отключение блока 21 питания по меньшей мере одного дополнительного соленоида 17.
Устройство для нанесения покрытия в вакууме работает следующим образом.
После откачки вакуумной камеры 4 (фиг.1) включают источник 5 дугового разряда и подают питание на соленоид 3 и дополнительные отклоняющие соленоиды 17. При этом происходит зарядка конденсатора 6 через резистор 7 и создается магнитное поле, силовые линии которого внутри корпуса-анода 2 направлены в сторону обрабатываемого изделия 13, поскольку ось симметрии а-а катода 1 сдвинута в сторону обрабатываемого изделия 13.
После включения блока 8 поджига происходит маломощный разряд между нерабочей цилиндрической поверхностью 16 расходуемого катода 1 и поджигающим электродом 10 по поверхности диэлектрической вставки 11, покрытой слоем проводящего материала. Разряд приводит к образованию на боковой поверхности 16 катода 1 катодного пятна в месте его контакта с диэлектрической вставкой 11.
Вторая стадия инициации основного дугового разряда, являющаяся сильноточной стадией, происходит за счет энергии, накопленной в конденсаторе 6, разряд которого происходит через диод 14.
После этого катодное пятно или катодные пятна под действием магнитного поля, создаваемого соленоидом 3, переводятся на торцевую поверхность катода 1. Происходят эрозия расходуемого катода 1 и превращение его в плазму. Поток 22 (фиг. 2) плазмы отклоняется в сторону обрабатываемого изделия 13. Конденсация ионов плазмы, рекомбинирующих на поверхности обрабатываемого изделия 13, приводит к образованию покрытия.
При этом происходит разделение заряженных частиц плазменного потока 22, направляемых магнитным полем в сторону обрабатываемого изделия 13, расположенного вне зоны прямой видимости со стороны расходуемого металлического катода 1, от незаряженных макрочастиц, которые движутся прямолинейно. Ребра 15 на внутренней поверхности корпуса 2 исключают отражение макрочастиц в сторону обрабатываемого изделия 13. Это позволяет формировать покрытие высокого качества с низкой степенью шероховатости.
Отклоняющие соленоиды 18 позволяют усилить эффект отклонения плазменного потока 22 в сторону обрабатываемого изделия 13, а также позволяют производить сканирование плазменного потока 22 по поверхности обрабатываемого изделия 13 для повышения равномерности покрытия при изменении пропускаемого тока.
Диод 14 позволяет повысить надежность поджига стационарного дугового разряда, т.к. импульсный сильноточный разряд на второй стадии поджига реализуется между расходуемым металлическим катодом 1 и корпусом - анодом 2. При этом конденсатор 6 не влияет на стабильность стационарного дугового разряда, т. к. его разряд происходит через диод 14, а заряд от источника питания 5 - через резистор 7.
Выполнение поджигающего электрода 10 в виде кольца и использование двух диэлектрических вставок 11, покрытых слоем проводящего материала, также позволяет повысить надежность поджига, т.к. при этом обеспечивается наибольшая плотность инициирующей плазмы непосредственно на поверхности расходуемого металлического катода 1. При этом воздействие стационарного дугового разряда на диэлектрические вставки 11 минимально, т.к. основной стационарный дуговой разряд происходит на рабочей торцевой поверхности катода 1. Кроме того, кольцевой поджигающий электрод 10, являющийся экраном для основного разряда, уменьшает вероятность существования основного разряда на боковой нерабочей поверхности 16 катода 1.
Наличие в описываемом варианте двух дополнительных обмоток 17 позволяет установить требуемую величину тока в каждой из трех обмоток 3, 17, 17 для обеспечения необходимой конфигурации и величины магнитного поля, а также обеспечить градиент магнитного поля относительно обрабатываемого изделия 13.
Отклоняющие соленоиды 18 позволяют увеличить эффект отклонения плазмы в сторону обрабатываемого изделия 13.
Блок 19 питания отклоняющих соленоидов 18 с изменяемой по заданной программе величиной тока позволяют производить сканирование плазменного потока 22 по поверхности обрабатываемого изделия 13 с учетом его реальных размеров.
Дополнительный блок 20 слежения за погасанием дуги обеспечивает две функции. Во-первых, подает импульсы поджига для инициации основного дугового разряда на время его погасания, а, во-вторых, отключает на это время обмотки 17 для облегчения условий поджига. При этом обеспечивается условие, при котором плазма беспрепятственно достигает корпуса, т.к. величина магнитного поля в области инициации разряда в этот момент уменьшается. Это повышает надежность поджига.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИМПУЛЬСНЫЙ ИСТОЧНИК УГЛЕРОДНОЙ ПЛАЗМЫ | 1999 |
|
RU2153782C1 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2510428C1 |
| ВАКУУМНО-ДУГОВОЕ УСТРОЙСТВО | 2010 |
|
RU2449513C1 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ | 1996 |
|
RU2096520C1 |
| ИСТОЧНИК ФИЛЬТРОВАННОЙ ПЛАЗМЫ ВАКУУМНОЙ ДУГИ | 2004 |
|
RU2369664C2 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 1996 |
|
RU2098512C1 |
| БИОКАРБОН, СПОСОБ ЕГО ПОЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2095464C1 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 2000 |
|
RU2180472C2 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 1994 |
|
RU2072642C1 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 1992 |
|
RU2053311C1 |
Устройство содержит расходуемый металлический катод, размещенный в корпусе, служащем анодом, на котором размещен соленоид. Анод соединен с вакуумной камерой, электрически с ней связан и подключен к источнику питания дугового разряда постоянного тока, параллельно которому подключены конденсатор с балластным резистором. С блоком поджига связано средство поджига, содержащее поджигающий электрод и диэлектрическую вставку. Расходуемый металлический катод и анод размещены эксцентрично относительно оси соленоида, причем ось катода и анода сдвинута в сторону области для размещения обрабатываемого изделия, которая размещена вне зоны видимости от катода на величину, приблизительно равную диаметру расходуемого металлического катода. При этом устройство содержит диод, подключенный параллельно резистору и противоположно полярности источника питания дугового разряда, а на части внутренней поверхности корпуса выполнены ребра, предназначенные для исключения отражения макрочастиц наносимого покрытия в область обрабатываемого изделия, причем ребра размещены на участке внутренней поверхности корпуса от вакуумной камеры до уровня поджигающего электрода. Изобретение позволяет получать покрытия высокого качества с низкой степенью шероховатости поверхности и упростить конструкцию устройства. 7 з.п.ф-лы, 2 ил.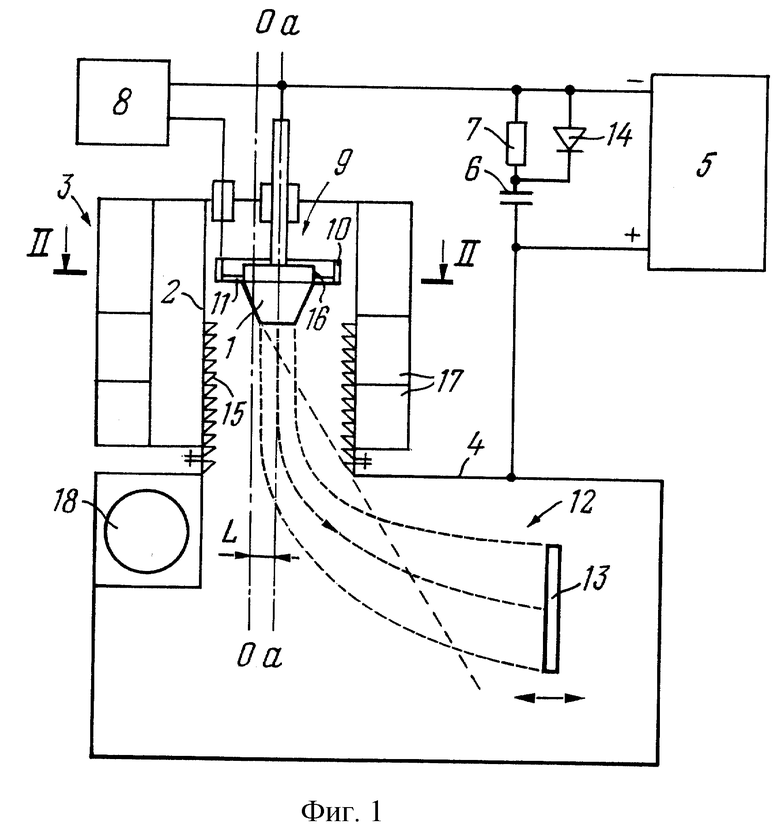
| Устройство для нанесения покрытий в вакууме | 1982 |
|
SU1074145A1 |
| УСТРОЙСТВО ДЛЯ КАТОДНОГО РАСПЫЛЕНИЯ | 0 |
|
SU273616A1 |
| Устройство для нанесения покрытия | 1976 |
|
SU702726A1 |
| DE 3503693 А1, 03.10.1985 | |||
| БАРАБАННЫЙ ВАКУУМ-ФИЛЬТРВ П Т БФОНД i^G^fr^i | 1971 |
|
SU435838A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНЫХ ОКСИДОВ МЕТАЛЛОВ VB ГРУППЫ ПЕРИОДИЧЕСКОЙ СИСТЕМЫ ЭЛЕМЕНТОВ Д.И. МЕНДЕЛЕЕВА | 2001 |
|
RU2209769C2 |

