Изобретение относится к карточке данных согласно ограничительной части пункта 1 формулы изобретения, способу изготовления карточки данных согласно ограничительной части пункта 2 формулы изобретения, а также к устройству для изготовления карточки с встроенным микропроцессором согласно ограничительной части пункта 11 формулы изобретения.
Аналогичная карточка с встроенным микропроцессором и соответствующий способ для ее изготовления известен, например, из GB-A 2279907. Обволакивающий элемент для размещения интегральных схем расположен между двумя верхними покрывными слоями карточки, выполненными из ПВХ, а также между двумя промежуточными слоями из сложного полиэфира, при этом последние с обеих сторон покрыты термически активируемым адгезионным средством. Промежуточные слои служат для усиления покрытия и тем самым для защиты обволакивающего элемента от прорыва слоев из ПВХ.
Возможности использования карточек с встроенным микропроцессором, выполняемых, как правило, в формате чековых карточек, вследствие их высокой функциональной универсальности стали в последнее время очень многосторонними и расширяются с увеличением вычислительной способности и емкости памяти доступных интегральных схем. Наряду с типичными в настоящее время областями применения таких карточек с встроенным микропроцессором в виде карточек медицинского страхования, карточек учета рабочего времени, телефонных карточек в будущем усилится их использование для электронных платежных операций, контроля за доступом в компьютер, для защищенных банков данных и т.п. Относительно вида соединения с терминалом или с прибором для считывания различают контактные карточки с встроенным микропроцессором и так называемые бесконтактные карточки с встроенным микропроцессором. В снабженных контактами карточках с встроенным микропроцессором контактирование осуществляется с помощью металлического контактного поля с контактными элементами, обычно нормированными согласно стандарту Международной организации стандартизации. Хотя надежность карточек с встроенным микропроцессором с контактами в прошедшие годы на основании увеличивающегося опыта производства постоянно повышалась, так что, например, процент отказа телефонных карточек за срок службы в один год сегодня составляет явно меньше одного промилле. Однако, как и прежде контакты являются наиболее частой причиной отказов в электромеханических системах. Помехи могут возникать, например, вследствие загрязнения или изнашивания контактов. При использовании в мобильных приборах вибрации могут приводить к кратковременным нарушениям контакта. Так как контакты на поверхности карточки с встроенным микропроцессором непосредственно соединены с входами интегральной схемы, существует дополнительная опасность того, что электростатические разряды могут ослабить или даже разрушить интегральную схему внутри карточки. Эти технические проблемы устраняются с помощью бесконтактных карточек с встроенным микропроцессором. Наряду с этими техническими преимуществами бесконтактная карточка с встроенным микропроцессором обеспечивает, кроме того, ряд новых интересных возможностей применения для издателей карточек и для пользователей. Так, например, бесконтактные карточки с встроенным микропроцессором не обязательно должны вставляться в прибор для считывания, имеются системы, которые могут работать на расстоянии до 1 метра. Широкую область применения предлагает, например, общественный транспорт, где в течение возможно короткого времени необходимо проконтролировать возможно большее количество людей. Наряду с другими преимуществами бесконтактная карточка с встроенным микропроцессором обеспечивает то преимущество, что на поверхности карточки не видно никаких технических элементов, так что возможности внешнего оформления карточки не сужаются наличием магнитных полосок или контактных поверхностей. Недостатки доступных в настоящее время бесконтактных карточек с встроенным микропроцессором заключаются прежде всего в дополнительных деталях, как, например, передающих катушках или конденсаторных пластинах, которые необходимо интегрировать в карточку. Это приводит к тому, что до настоящего времени изготовление бесконтактных карточек с встроенным микропроцессором является явно более дорогим, чем аналогичных карточек с контактами. Кроме того, необходимые в бесконтактной карточке с встроенным микропроцессором электронные устройства для бесконтактной передачи электрических сигналов на терминал делают ее более дорогой. В принципе для этого пригодны схемы, которые обеспечивают передачу сигналов с помощью микроволн, оптических сигналов, емкостной или индуктивной связи, при этом из-за плоской формы карточки с встроенным микропроцессором скорее всего пригодной является емкостная или индуктивная связь. В настоящее время в большинстве бесконтактных карточек передача происходит индуктивным способом, с помощью которого можно реализовать как передачу данных, так и энергии. Так, например, в корпусе карточки интегрально выполняют одну или несколько индукционных катушек в качестве элементов связи. Передача электрических сигналов происходит по принципу трансформатора со слабой связью, при этом несущая частота может находится, например, в диапазоне между 100 и 300 кГц или нескольких МГц, в частности, быть равной радиочастоте 13,56 МГц. Для этого необходимы индукционные катушки со значительно большей поверхностью катушек, составляющей в типичном случае около 30 - 40 мм2 по сравнению с поверхностью полупроводниковой микросхемы, составляющей около 10 мм2, при этом необходимо соответствующим образом обеспечить контакт между индукционными катушками и встроенной полупроводниковой микросхемой. Для этого полупроводниковую схему сперва располагают на промежуточном носителе, фиксируют и производят электрическое контактирование. Затем для защиты от влияния окружающей среды предусмотрено помещение в оболочку предпочтительно с помощью термореактивной пластмассы. Носитель, на который опирается полупроводниковая схема и который сперва присутствует в качестве отдельной детали и называется обычно модулем микросхемы, затем контактирует с имеющей, как правило, только небольшое количество витков и плоско выполненной индукционной катушкой предпочтительно посредством сварки или пайки мягким или твердым припоем и, наконец, для изготовления карточки с встроенным микропроцессором ламинируют в корпус карточки.
Материалы, конструкция и процесс изготовления корпуса карточки с встроенным микропроцессором определяются, в основном, функциональными элементами карточки, а также нагрузками, которые воздействуют на карточку при ее использовании. В настоящее время обычными материалами для карточек данных являются поливинилхлорид (ПВХ), который представляет наиболее дешевый из всех имеющихся материалов и пригоден для широкого спектра применения, акрилнитрил-бутадиен-стирол (АБС), который отличается, в частности, высокой прочностью и температурной стабильностью, а также поликарбонат, который обеспечивает длительный срок службы, однако является более дорогим. Для изготовления карточки данных обычно используют способ ламинирования, в котором различные пленки, покрывные пленки и обволакивающие пленки предварительно изготовленного в большинстве случаев в виде отдельной детали модуля микросхемы прочно сваривают с корпусом карточки. С помощью этого способа можно удовлетворить высоким требованиям, предъявляемым к качеству соединения между модулем микросхемы и корпусом карточки, при этом микросхему уже практически нельзя извлечь из карточки без ее разрушения. Обычно покрывные пленки перед их соединением снабжают образуемым фрезерованием углублением, в который вклеивают модуль микросхемы. Для выравнивания различной высоты частичных структур модуля микросхемы и для заполнения пустот используют промежуточные слои из термопластичной пленки, которые имеют изготовленные заранее штамповкой и/или фрезерованием углубления и отверстия, в которые может быть помещен модуль микросхемы. Недостатком ламинирования таких промежуточных слоев является то, что вследствие наличия большого числа модулей микросхем с различными размерами и высотой и различным расположением частичных структур нельзя достичь полной равномерности выравнивания при массовом изготовлении карточек данных. Кроме того, снабженные с целью выравнивания по высоте углублениями и отверстиями промежуточные слои требуют определенных затрат на изготовление, которые приводят к удорожанию производимых в больших количествах карточек данных.
В основе изобретения лежит задача создать карточку данных, в частности бесконтактную карточку с встроенным микропроцессором, способ изготовления карточки данных, а также устройство для изготовления такой карточки, которые обеспечивают более простой и тем самым более экономичный монтаж с учетом обусловленных процессом изготовления допусков на размеры и размещение и при этом высокую надежность и длительный срок службы карточки данных.
Эта задача решается с помощью карточки данных согласно ограничительной части пункта 1 формулы изобретения, способу изготовления карточки данных согласно ограничительной части пункта 2 формулы изобретения, а также к устройству для изготовления карточки с встроенным микропроцессором согласно ограничительной части пункта 11 формулы изобретения.
Согласно изобретению предусмотрено, что для выравнивания высоты частичных структур модульного элемента, соответственно верхнего слоя карточки и нижнего слоя карточки, и для заполнения пустот внутри модульного элемента, соответственно пустот между модульным элементом и верхним слоем карточки и/или нижним слоем карточки, предусмотрен выравнивающий слой из выравнивающего материала, который располагается между модульным элементом и верхним слоем карточки и/или нижним слоем карточки.
Согласно идее изобретения выравнивающий материал выравнивающего слоя наносится в жидкой или почти в жидкой консистенции при совмещении верхнего слоя карточки и нижнего слоя карточки и затем на них затвердевает. Существенный признак выравнивающего материала состоит в том, что он в неотвержденном состоянии ведет себя как жидкость с определенной вязкостью, для того чтобы обеспечить заполнение углублений и структур, например сквозных и глухих отверстий в несущей обволакивающей пленке модульного элемента, а также возвышений частичных структур модульного элемента, например полосковых волновых проводников индукционной катушки и прессованного корпуса. Особое преимущество состоит в том, что можно с помощью жидкой фазы выравнивающего материала компенсировать обусловленные процессом изготовления допуски размеров и положения. После нанесения выравнивающий материала можно отверждать с помощью тепла или светового излучения. При использовании отвердевающего под воздействием ультрафиолетового излучения лака в качестве выравнивающего материала можно за счет кратковременного облучения от одного или нескольких источников света предпочтительно с длиной волны в ультрафиолетовой области, достичь долговременного отверждения и тем самым достаточной механической прочности выравнивающего слоя. Для этого, по меньшей мере, соответствующий модульному элементу отрезок верхнего слоя карточки и/или нижнего слоя карточки изготавливают предпочтительно из прозрачного или, по меньшей мере, пропускающего световое излучение материала. Предпочтительными являются, в частности, непигментированные, высокоаморфные, тонкие термопластичные пленки в качестве верхнего и/или нижнего слоя корпуса карточки.
Для достижения возможно быстрой полимеризации в качестве выравнивающего материала выравнивающего слоя, в частности, пригодны отвердевающие под воздействием ультрафиолетового излучения эпоксиды с катионным послеотверждением. Они отвердевают, например, за менее чем 60 секунд и поэтому пригодны для массового производства. Высококинетические химические превращения вызываются находящимися в эпоксиде и инициирующими катионный процесс индикаторами, например, из SbF6. Катионно отвердевающие под воздействием ультрафиолетового излучения эпоксидные смолы могут находится в однокомпонентном состоянии, так что отпадает необходимость в сложном смешивании отдельных компонентов. В противоположность этому жизнеспособность клея имеет второстепенное значение.
Для обеспечения технических преимуществ при ламинировании предусмотренный для опоры модульного элемента несущий слой, который расположен между верхним и нижним слоем карточки, может состоять из аналогичного термопластичного материала, что и покрывные слои. Поэтому в особенно предпочтительном варианте выполнения изобретения предусмотрено, что материал верхнего слоя карточки, и/или нижнего слоя карточки, и/или несущего слоя представляет собой термопластичный материал, в частности поливинилхлорид, поликарбонат, полипропилен, акрил-бутадиен-стирол и/или полиамид. В том случае, когда несущий слой, соответственно пленка, также состоит из этого термопласта, необходимо отвердевающий под воздействием ультрафиолетового излучения лак в качестве выравнивающего материала выравнивающего слоя дилатермически, т.е. в отношении наблюдаемого у твердых тел относительного изменения пространственных размеров при изменении температуры, согласовать с материалом несущего слоя, для того чтобы при нагревании или охлаждении корпуса карточки избежать биморфно обусловленных изменений формы вследствие различных форм.
Линейный коэффициент расширения акрил-бутадиен-стирола составляет около 100 млн-1/К, ПВХ - от 80 до 150 млн-1/К, поликарбоната 70 млн-1/К и полипропилена от 150 до 200 млн-1/К. Наиболее высокие коэффициенты термического расширения отвердевающих под воздействием ультрафиолетового излучения однокомпонентных эпоксидных смол составляет, примерно, от 80 до 120 млн-1/К, т.е. они несколько ниже, чем у материалов для покрывных и несущих слоев, при этом все указанные значения относятся к температурному диапазону около 20-80oC. Для того чтобы несмотря на это предотвратить изменение формы после нанесения и отвердевания выравнивающего материала и нагрева или охлаждения корпуса карточки, прочность материала должна быть возможно низкой. Характерным для прочности материала является величина E-модуля. Так как его очень трудно измерить для тонких клеевых слоев, можно в качестве опосредованной контрольной величины использовать твердость. Наиболее низкая твердость этих систем составляет Shore A 20 (согласно DIN 53505). Это значение достигается за счет очень больших добавок повышающих гибкость веществ, например многоатомных спиртов. Они могут находится в одинаковой объемной концентрации, что и смола выравнивающего материала.
Для того чтобы жидкостная фаза выравнивающего материала не была слишком текучей, так как в противном случае она во время нанесения будет выходить по бокам за края модульного элемента, соответственно несущего слоя, и загрязнять инструмент для ламинирования, можно жидкую фазу выравнивающего материала снабдить тиксотропным средством, например пастами или восками из полиамида или сгустителями. В качестве сгустителей предпочтительными являются Аэрозиты (зарегистрированная торговая марка), которые состоят из аморфного SiO2.
Дальнейшие признаки, преимущества и целесообразности изобретения следуют из описания примеров выполнения с помощью чертежей, на которых изображено:
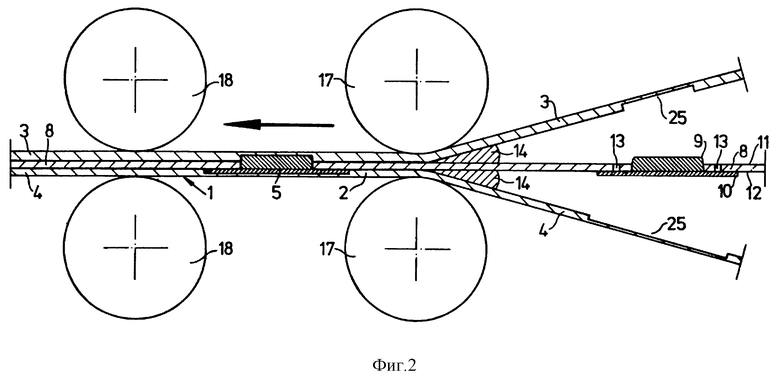
фиг. 1 - схематичный вид устройства согласно изобретению для изготовления карточки данных;
фиг. 2 - схематичный частичный вид устройства для изготовления карточки данных согласно другому примеру выполнения изобретения.
На фиг. 1 и 2 показаны схематично примеры выполнения устройства и способа согласно изобретению для изготовления карточки данных 1, которая имеет корпус 2 карточки, состоящий из, по меньшей мере, одного верхнего слоя 3 карточки и, по меньшей мере, одного нижнего слоя 4 карточки, внешние размеры которых одинаковы, и вставленный внутрь корпуса 2 карточки между верхним слоем 3 и нижним слоем 4 модульный элемент 5 с (показанной лишь схематично) интегральной электронной схемой 6 для обработки и/или запоминания персонифицированных данных. Модульный элемент 5 изготавливают в виде самостоятельной, отдельной детали само по себе известным образом и он содержит наряду с интегральной схемой 6 другие компоненты, которые не изображены подробно, в частности прессованный корпус 7, в который встроен соединенный с электронной схемой 6 элемент связи, в частности индукционная катушка с выполненными в виде полосок витками. Кроме того, в примере выполнения по фиг. 2 отдельно выполненный модульный элемент может иметь, в частности, несущую пленку 8, которая прочно соединена с остальными составляющими частями модульного элемента 5 и служит для механической опоры, в частности, индукционный катушки. В каждом случае модульный элемент 5 имеет показанные на фигурах лишь схематично возвышения 9, 10 относительно опорной поверхности 11, 12 модульного элемента 5, а также пустоты и углубления, например, в виде сквозных или глухих отверстий в несущей пленке 8, которые на фиг. 2 показаны только схематично и обозначены позицией 13. Истинные геометрические размеры таких имеющихся в модульном элементе 5 возвышений и пустот, соответственно углублений значительно меньше, чем показано на фиг. 1 и 2. Для заполнения имеющихся пустот, соответственно углублений 13, и для выравнивания возвышений 9 и 10 согласно изобретению при соединении верхнего слоя 3 и нижнего слоя 4 карточки с расположенным между ними модульным элементом 5 дозированно вводят из подающего, соответственно дозирующего устройства 15, по стрелке 16 (смотри фиг. 1) выравнивающий материал 14, находящийся, в основном, в жидкой или почти жидкой консистенции, и заполняют все пустоты и возвышения частичных структур модульного элемента 5 между верхним слоем 3 и нижним слоем 4 карточки. Ввод выравнивающего материала 14 производят, как показано схематично, непосредственно перед ступенью ламинирования, в которой отдельные слои и модульный элемент 5 с помощью предпочтительно подогреваемых пар ламинирующих роликов 17, 18 под давлением сваривают для образования корпуса 2 карточки.
В показанном примере выполнения выравнивающий материал в виде отвердевающего под воздействием ультрафиолетового излучения лака может иметь следующий состав и физические свойства:
Состав:
Смола, например циклоалифатическая - 20 - 40%
Средство, повышающее гибкость - 20 - 50%
Фотоинициатор > 0,5
Сгуститель ≤ 10%
Полиамидная паста ≥ 10%
Физические свойства:
Вязкость (при 20oC) - 9000-15000 мПа•с
Время отвердевания (при УФ-излучении 90 мВт/см2) - ≤ 30 с
Твердость - 100 Shore A
Температурная устойчивость - ≥ 150oC
Тепловое расширение - 80-120 млн-1/К
Для последующего отверждения выравнивающего материала 14 производят кратковременное облучение светом с подходящей длиной волны, который создается с помощью подходящего источника света, схематично обозначенного позицией 19. Для ускорения процесса отвердевания могут быть предусмотрены (не показанные) ступени нагрева.
В обозначенном позицией 20 обрезном устройстве отделяют отдельные карточки 1 данных, которые затем по стрелке 21 можно складывать в накопительный резервуар или т.п.
Изображенные на фиг. 1 и 2 примеры выполнения показывают в качестве примера изготовление корпуса 2 карточки 1 данных для точечного нанесения текучего выравнивающего материала в одном месте непосредственно перед первой парой ламинирующих роликов 17, т.е. нанесение выравнивающей жидкости у роликов. В противоположность этому возможно, что также соответствует идее изобретения, предусмотреть ввод выравнивающего материала 14 с помощью наносимого перед ступенью ламинирования тонкого поверхностного слоя выравнивающего материала.
В показанных примерах выполнения подача верхнего слоя 3 и нижнего слоя 4 карточек происходит с помощью подающих роликов 22 непрерывно с питающих роликов 23, при этом могут быть предусмотрены показанные схематично фрезеровальные инструменты 24 для выполнения выемки 25 в заданном положении верхнего слоя 3 и нижнего слоя 4 карточки, при этом выемка 25 служит для размещения, по меньшей мере, части модульного элемента 5. Однако изобретение можно с успехом применять также при изготовлении карточек данных из плоских листов, когда отдельные слои 3, 4 подают в виде листов и сваривают друг с другом.
Изобретение относится к карточке данных, которая имеет корпус, состоящий из, по меньшей мере, одного верхнего слоя и, по меньшей мере, одного нижнего слоя, внешние размеры которых одинаковы, и вставленный внутрь корпуса карточки между верхним и нижним слоями модульный элемент с интегральной электронной схемой для обработки и/или запоминания персонифицированных данных. Технический результат - более простой и тем самым более экономичный монтаж за счет обусловленных процессом изготовления допусков на размеры и размещение и при этом высокая надежность и длительный срок службы карточки. Результат достигается тем, что между модульным элементом 5 и верхним слоем карточки и/или нижним слоем 4 карточки расположен выравнивающий слой из выравнивающего материала для заполнения имеющихся пустот в модульном элементе, соответственно между модульным элементом и верхним слоем карточки, и/или нижним слоем карточки, и/или выступающих на поверхности модульного элемента возвышений. 3 с. и 19 з.п. ф-лы, 2 ил.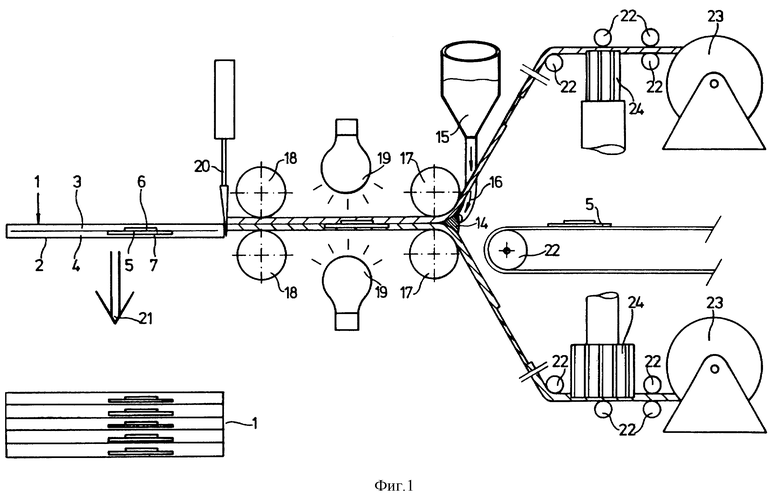
| СПОСОБ ПОЛУЧЕНИЯ ВЫПУКЛЫХ И ВОГНУТЫХ ПОЯСОВ НА ТРУБЧАТЫХ ЗАГОТОВКАХ И УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1996 |
|
RU2095175C1 |
| АБОНЕНТСКАЯ КАРТОЧКА | 1990 |
|
RU2011225C1 |
| DE 4218923 A, 22.10.1992 | |||
| СПОСОБ И УСТРОЙСТВО ШЕСТЕРЕНКО ДИСПЕРГИРОВАНИЯ ГАЗОЖИДКОСТНОЙ СМЕСИ | 2003 |
|
RU2279907C2 |
| Механизм пластикации литьевой машины | 1974 |
|
SU503730A1 |
| DE 4311493 А, 13.10.1994 | |||
| 0 |
|
SU197847A1 | |
| Идентификационная карта | 1984 |
|
SU1251138A1 |

