Изобретение относится к области нефтегазовой промышленности и водоснабжения, преимущественно к монтажу и эксплуатации магистральных трубопроводов.
В процессе сварки стыков трубопроводов с внутренним лакокрасочным покрытием происходит разрушение покрытия на длине до 200-250 мм в местах сварки, а прорывы сварного шва повышают гидравлическое сопротивление трубы.
Таким образом, речь идет о восстановлении покрытия и зачистке внутренней поверхности труб в местах сварки в процессе их монтажа.
Известен и широко применяется способ для очистки и изолирования поверхности труб диаметром 100-3600 мм цементно-песчаным раствором [так называемый метод Центрилайна), предусматривающий разбрызгивание раствора центробежным способом с помощью пневматической или электрической метательной головки облицовочного агрегата, протаскиваемого внутри трубопровода посредством троса и лебедки. Толщина наносимого слоя покрытия зависит от диаметра труб. За один проход возможно нанесение слоя толщиной 3...12 мм. К метательной головке цементно-песчаный раствор и сжатый воздух подводятся соответствующими рукавами. Для нанесения покрытий на трубопроводы диаметром более 400 мм облицовочные машины снабжены специальными приспособлениями типа мастерка, которые, вращаясь с небольшой скоростью в сторону, противоположную направлению вращения разбрызгивающей головки, заглаживают поверхность покрытия (1).
Недостатком этого способа является невозможность применения густого лакокрасочного покрытия и отсутствие процедуры зачистки разрушенного покрытия и прорывов сварного шва.
Известно устройство для очистки и изоляции внутренней поверхности труб, имеющее каретку с вращающимися щетками с приспособлениями для нанесения изоляции и ускоренной ее сушки (2). Однако это устройство является весьма сложным и не позволяет устранить локальные повреждения в местах сварки.
Задачей настоящего изобретения является создание такого способа и устройства, которые позволяют комплексно и в полной мере осуществлять эту локальную операцию в процессе монтажа трубопроводов.
Задача решается путем объединения всех операций по зачистке и нанесению покрытия в одном компактном устройстве, изображенном на чертеже.
Устройство состоит из двух блоков: блок I для зачистки внутренней поверхности и блок II для нанесения покрытия. Оба блока размещены в цилиндрическом контейнере 1, соединяющемся с полыми разборными шлангами 2, внутри которых проложен питающий и управляющий электрический кабель 3. Для обеспечения введения контейнера в трубопровод на его поверхности установлены на карданной подвеске ролики 4.
Блок зачистки состоит из электродвигателя постоянного тока 5, корундового диска 6, центробежного насоса 7, размещенных на одном валу, а также приемника 8 и сборника 9 металлической пыли и кулисы 10 для выдвижения корундового диска 6 и приемника 8 к внутренней поверхности трубы с помощью электропривода 11.
Блок нанесения покрытия состоит из щелевого дозатора 12 лакокрасочного покрытия, оборудованного сильфоном 13, пружиной 14 и устройством расчековки сильфона с электроприводом 15, а также выравнителя 16 (типа мастерка). Выравниватель и дозатор выдвигаются к внутренней поверхности трубопровода с помощью электропривода 17.
Принцип работы устройства заключается в следующем.
После сварки очередной секции трубы A в ее свободный конец вводится контейнер 1, который с помощью наращиваемых штанг 2 на роликах 4 продвигается к месту сварки и устанавливается в начальное положение (150 мм внутрь от сварного шва). С помощью электропривода 11 к внутренней поверхности трубы выдвигаются корундовый диск 6 и приемник 8, включается электродвигатель 5, а сам контейнер с помощью разборной штанги 2 поворачивается на несколько оборотов, продвигаясь слева направо. В процессе зачистки металлическая пыль и остатки поврежденного заводского лакокрасочного покрытия с помощью насоса 7 собираются в сборник 9, оборудованный фильтром-сапуном.
После завершения зачистки контейнер продвигается вправо на соответствующее расстояние, когда дозатор 12 и выравниватель 16 устанавливаются и подводятся приводом 17 к зачищенной поверхности. Одновременно с включением привода 17 включается привод 15, который расчеканивает сильфон 13 и под действием пружины 14 лакокрасочное покрытие выжимается из дозатора. Контейнер поворачивается вокруг своей оси с помощью внешнего привода, при этом покрытие равномерно покрывает зачищенную поверхность, а выравниватель "заглаживает" поверхность покрытия. После нанесения покрытия контейнер удаляется из трубопровода, а сушка или полимеризация покрытия осуществляются путем внешнего локального прогрева трубопровода вращающейся горелкой. Технический результат заключается в том, что использование предлагаемого способа и устройства позволяет восстановить поврежденное при сварке покрытие до заводских кондиций, уменьшить гидравлическое сопротивление трубопровода и существенно увеличить его ресурс работы с минимальными затратами по сравнению с известными аналогами и прототипами.
Источники информации
1. Справочник: "Водоснабжение и водоотведение. Наружные сети и сооружения", М. - 1995.
2. Авторское свидетельство СССР N 208392, МКИ F 16 L 59/14.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБЕЗЖЕЛЕЗИВАНИЯ АРТЕЗИАНСКОЙ ВОДЫ ДЛЯ ФЕРМЕРСКИХ ХОЗЯЙСТВ И ЗАГОРОДНЫХ КОТТЕДЖЕЙ | 1999 |
|
RU2174963C2 |
| СИСТЕМА ЭКОЛОГИЧЕСКИ ЧИСТОЙ ВОДОРОДНОЙ ЭНЕРГЕТИКИ ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ И ЭЛЕКТРОМОБИЛЬНЫЙ ТРАНСПОРТ | 1999 |
|
RU2179120C2 |
| МЕТОД НАПОЛНЕНИЯ БАЛЛОНОВ ВЫСОКОГО ДАВЛЕНИЯ ОСОБО ЧИСТЫМ ВОДОРОДОМ И КИСЛОРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2183302C2 |
| СИСТЕМА ОБЕСПЕЧЕНИЯ ПИТЬЕВОЙ ВОДОЙ ПАССАЖИРОВ ВОЗДУШНОГО ТРАНСПОРТА | 1999 |
|
RU2185341C2 |
| ГИДРОРЕАКТИВНЫЙ ДВИГАТЕЛЬ-УСКОРИТЕЛЬ | 1999 |
|
RU2183285C2 |
| СПОСОБ УЛУЧШЕНИЯ ПУСКОВЫХ ХАРАКТЕРИСТИК, ПОВЫШЕНИЯ МОЩНОСТИ И УМЕНЬШЕНИЯ ТОКСИЧНОСТИ ОТХОДЯЩИХ ИЗ КАМЕРЫ СГОРАНИЯ ГАЗОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2180051C2 |
| КОСМИЧЕСКАЯ СОЛНЕЧНАЯ ЭЛЕКТРОСТАНЦИЯ | 2000 |
|
RU2179137C2 |
| МАРШЕВЫЙ ПУЛЬСИРУЮЩИЙ РАКЕТНЫЙ ДВИГАТЕЛЬ | 2000 |
|
RU2183283C2 |
| ПРОСТЕЙШИЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ПОРАЖЕНИЯ НИЗКОЛЕТЯЩИХ РАКЕТ ДАЛЬНЕГО ДЕЙСТВИЯ | 1999 |
|
RU2189557C2 |
| САМОУПЛОТНЯЮЩАЯСЯ КАЛОРИМЕТРИЧЕСКАЯ БОМБА | 2000 |
|
RU2182705C2 |
Изобретение относится к области строительства и используется в нефтегазовой промышленности и водоснабжении, преимущественно при монтаже и эксплуатации магистральных трубопроводов. Операции по зачистке и нанесению защитного покрытия осуществляют за один проход с помощью единого комплекса блоков, предусматривающих удаление металлической и лакокрасочной пыли после зачистки и выдавливание вязкой композиции лакокрасочного покрытия с помощью дозатора-сильфона и выдвижение блоков к месту зачистки посредством кулисных механизмов. Использование изобретения позволяет восстановить поврежденное при сварке покрытие до заводских кондиций, уменьшить гидравлическое сопротивление трубопровода и существенно увеличить ресурс его работы с минимальными затратами. 2 с.п. ф-лы, 1 ил.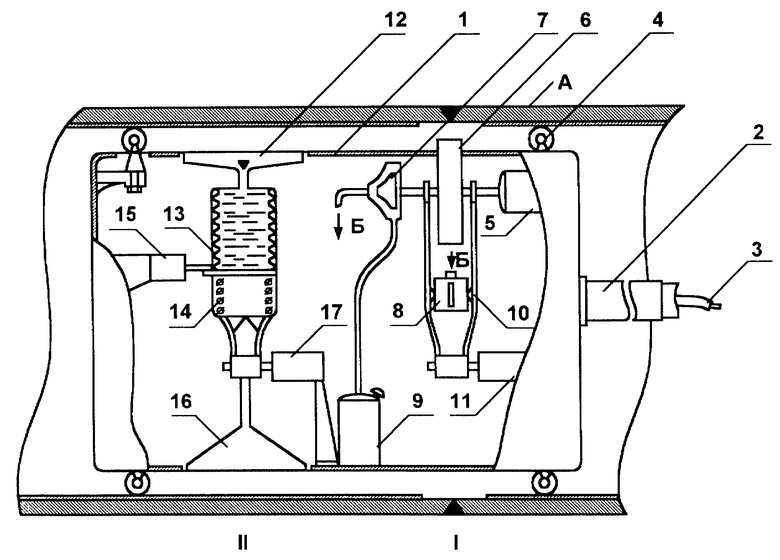
| УСТАНОВКА ДЛЯ ОЧИСТКИ И ИЗОЛЯЦИИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 0 |
|
SU208392A1 |
| КОМПЛЕКС ДЛЯ РЕМОНТНЫХ РАБОТ В ТРУБОПРОВОДАХ | 1995 |
|
RU2099627C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 1992 |
|
RU2041417C1 |
| ДРЕВЕСНОСТРУЖЕЧНЫЕ ПЛИТЫ | 2016 |
|
RU2735098C2 |
| ТРИГГЕР СО СЧЕТНЫМ ВХОДОМ | 0 |
|
SU204694A1 |
