Изобретение относится к области машиностроения, в частности к абразивной обработке поверхностей деталей машин.
Известен способ шлифования поверхностей деталей инструментом, выполненным в виде баллона из эластичного материала, заполненного жидкостью или газом, рабочая поверхность которого покрыта абразивом, осуществляемый в условиях постоянного прижима инструмента к детали (см. авт. свид. СССР N 244146, кл. B 24 D 17/00, 1967 г.).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе реализуется необходимость точного изменения давления в соответствии с изменением скорости вращения или прижима инструмента, что является трудной инженерной задачей, неизменность закрепления абразива относительно обрабатываемой поверхности.
Известен также способ шлифования поверхностей деталей инструментом, выполненным в виде баллона из эластичного материала, заполненного жидкостью или газом, рабочая поверхность которого покрыта абразивом, осуществляемый в условиях постоянного прижима инструмента к детали, где в баллон вводят ферромагнитные частицы, а прижим инструмента осуществляют путем воздействия на них внешнего магнитного поля (см. авт. свид. СССР N 534351, кл. B 24 D 13/00, В 24 В 31/10, 1976 г.).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что реализация процесса резания осуществляется с наложением магнитного поля и необходимостью его управления в ходе обработки. При этом расположение режущих элементов и их закрепление относительно обрабатываемой поверхности в ходе обработки не изменяется.
Известен также способ абразивной обработки, в котором детали сообщают вращение и вводят в контакт с поверхностью инструмента (см. авт. свид. СССР N 650797, кл. B 24 D 13/00, 1979 г.).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе управление формированием качества поверхности детали осуществляется лишь варьированием давления упругого агента. При этом расположение режущих элементов, их закрепление и условия контакта с обрабатываемой поверхностью не подвергаются целенаправленным изменениям. Таким образом, в процессе резания участвует ограниченное количество рабочих кромок зерен инструмента, износ которых приводит к прекращению съема материала.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ абразивной обработки, при котором детали сообщают вращение и вводят в контакт с поверхностью инструмента, где в качестве инструмента используют смазочно-охлаждающую технологическую среду (СОТС) с размещенным в ней абразивом, при этом детали сообщают поступательное перемещение в направлении инструмента и изменяют степень закрепления абразива в СОТС путем последовательного охлаждения и нагрева последней (см. патент РФ N 2146993, кл. B 24 B 1/00, B 24 D 17/00, 2000 г.), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе процесс резания определяется лишь движением детали относительно СОТС с абразивом. При этом достаточно трудно обеспечить однородность качества различных участков поверхности вращающейся детали, так как интенсивность обработки в наиболее сильной степени зависит от их расположения относительно оси вращения в силу различной скорости относительного перемещения взаимодействующих поверхностей.
Сущность изобретения заключается в следующем. Решается задача активного использования режущих возможностей абразивных зерен инструмента изменением их размещения относительно обрабатываемой поверхности, функций СОТС.
Технический результат - улучшение качества обрабатываемой поверхности детали.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе абразивной обработки детали сообщают вращение и вводят в контакт с поверхностью инструмента, где в качестве инструмента используют СОТС с размещенным в ней абразивом. Детали при этом сообщают поступательное перемещение в направлении инструмента и изменяют степень закрепления абразива в СОТС путем последовательного охлаждения и нагрева последней.
Особенность заключается в том, что СОТС после нагрева поступательно перемещают в направлении, перпендикулярном оси вращения детали.
В начальной стадии процесс обработки сопровождается интенсивным съемом материала, осуществляемым жестко закрепленным абразивом в СОТС. Нагрев СОТС способствует повышению подвижности абразивных зерен инструмента, что позволяет осуществлять поступательное перемещение СОТС. Движение СОТС в направлении, перпендикулярном оси вращения детали, приводит к энергетическому воздействию на абразив, его дополнительному перемещению относительно детали, интенсификации микрорезания различными кромками абразивных зерен. При этом нивелируется удаленность участков поверхности детали от оси вращения. Также улучшается проникающая способность СОТС в зоны контакта, что приводит к облегчению условий резания и удалению отходов обработки. Совокупное воздействие указанных процессов повышает однородность качественных характеристик обрабатываемой поверхности, что приводит к росту качества детали.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию "Новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований для достижения технического результата. В частности, заявленным изобретением не предусматриваются следующие преобразования:
дополнение известного средства какой-либо известной частью (частями), присоединяемой (присоединяемыми) к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно такого дополнения;
замена какой-либо части (частей) известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
исключение какой-либо части (элемента, действия) средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата (упрощение, уменьшение массы, габаритов, материалоемкости, повышение надежности, сокращение продолжительности процесса и пр.);
увеличение количества однотипных элементов, действий, для усиления технического результата, обусловленного наличием в средстве именно таких элементов, действий;
выполнение известного средства или его части (частей) из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций, и достигаемый при этом технический результат обусловлен только известными свойствами частей этого средства и связей между ними.
Описываемое изобретение не основано на изменении количественного признака (признаков), предоставлении таких признаков во взаимосвязи, либо изменении ее вида. Имеется в виду случай, когда известен факт влияния каждого из указанных признаков на технический результат, и новые значения этих признаков или их взаимосвязь могли быть получены исходя из известных зависимостей, закономерностей.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
На чертеже изображена принципиальная схема реализации способа абразивной обработки.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата.
Детали 1 сообщают вращательное движение относительно своей оси и поступательное в направлении абразива. Абразив 2 закрепляют в смазочно-охлаждающей технологической среде (СОТС) 3. СОТС охлаждают, а затем нагревают, снижая жесткость закрепления абразива, после чего СОТС сообщают движение в направлении, перпендикулярном оси вращения детали. Так, например, детали из стали 30ХГСА закрепляли на машинке ИП 2009БПУ-11 и приводили во вращение частотой 1500 об/мин, сообщая поступательное перемещение со скоростью 3 м/мин в направлении абразива. Абразив характеристики 14А 40П размещали в среде технического парафина (ГОСТ 23 683-77). В начальной стадии обработки среду охлаждали до 0oC, осуществляя технологический переход по предварительной обработке. Затем среду нагревали до 120oC и сообщали ей перемещение со скоростью 3 м/с. В результате наблюдали однородное высокое качество всей обрабатываемой поверхности детали.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявленного изобретения (способа) следующей совокупности условий:
- средство, воплощающее заявленный способ при его осуществлении, предназначено для использования в промышленности, а именно в машиностроении, при абразивной обработке поверхностей деталей машин;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов.
Следовательно, заявленное изобретение соответствует условию "ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2146994C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2146993C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2000 |
|
RU2187419C2 |
| СПОСОБ ПОЛИРОВАНИЯ | 1998 |
|
RU2146590C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 2000 |
|
RU2181655C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 2000 |
|
RU2182532C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2000 |
|
RU2181658C1 |
| СПОСОБ ПОЛИРОВАНИЯ | 1998 |
|
RU2146591C1 |
| СПОСОБ ПОЛИРОВАНИЯ | 2001 |
|
RU2187421C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 2000 |
|
RU2184642C1 |
Изобретение относится к машиностроению и предназначено для абразивной обработки поверхностей деталей машин. Для улучшения качества обработки детали сообщают вращение и вводят ее в контакт с поверхностью инструмента, поступательно перемещая в направлении абразива. Абразив размещают в смазочно-охлаждающей технологической среде (СОТС), где степень закрепления абразива в СОТС последовательно снижают путем ее охлаждения. Затем нагревают СОТС, после чего сообщают ей поступательное перемещение в направлении, перпендикулярном оси вращения детали. При использовании способа улучшается проникающая способность СОТС в зоны контакта, что приводит к облегчению условий резания, удалению отходов обработки, ведущих к улучшению качества обрабатываемой поверхности детали. 1 ил.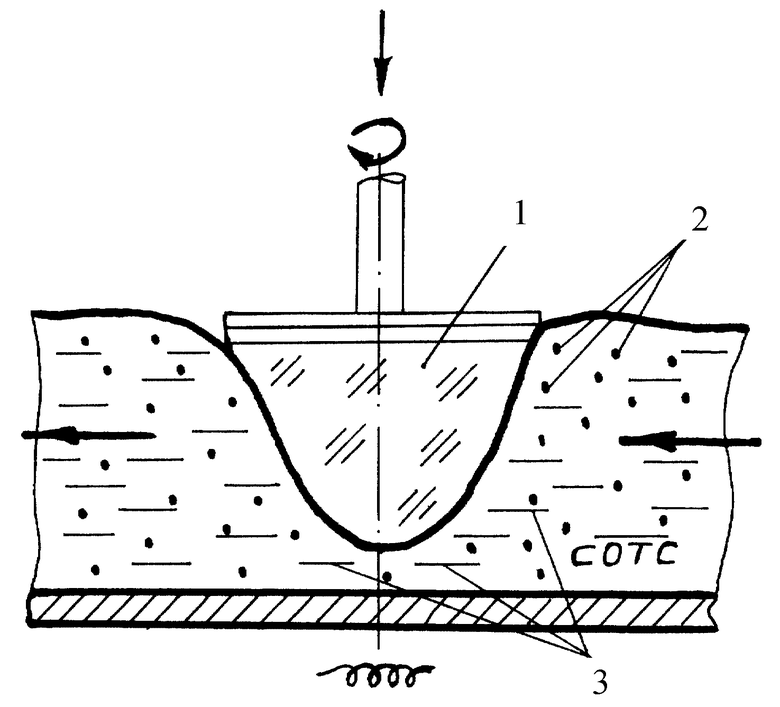
Способ абразивной обработки, включающий введение детали в контакт с поверхностью инструмента, в качестве которого используют смазочно-охлаждающую технологическую среду (СОТС) с размещенным в ней абразивом, сообщение детали вращения и поступательного перемещения в направлении инструмента и изменение степени закрепления абразива в СОТС путем ее охлаждения, а затем нагрева, отличающийся тем, что после нагрева СОТС ей сообщают поступательное перемещение в направлении, перпендикулярном оси вращения детали.
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2146993C1 |
| СПОСОБ ШЛИФОВКИ И ПОЛИРОВКИ ДЕТАЛЕЙ | 0 |
|
SU312740A1 |
| Устройство для абразивной обработки поверхностей вращения | 1989 |
|
SU1705036A1 |
| Устройство для обработки деталей свободным абразивом | 1986 |
|
SU1373544A1 |
| US 4689921, 01.09.1987. | |||
