Известны способы шлифовки и полировки деталей, например тел вращения, инструментом, представляющим собой затвердевщую (сгущенную) абразивную жидкость.
Предлагаемый способ отличается от И31вестных тем, что затвердение (сгущение) жидкости осуществляют в электрических или магнитных полях, которые отключают с определенной частотой, обеспечивающей -периодическое восстановление контакта детали с щлифующим материалом и отвод продуктов обработки из рабочей зоны.
Это позволяет более интенсивно осуществлять процесс щлифоЕки и полировки за счет увеличения силы абразивного резания.
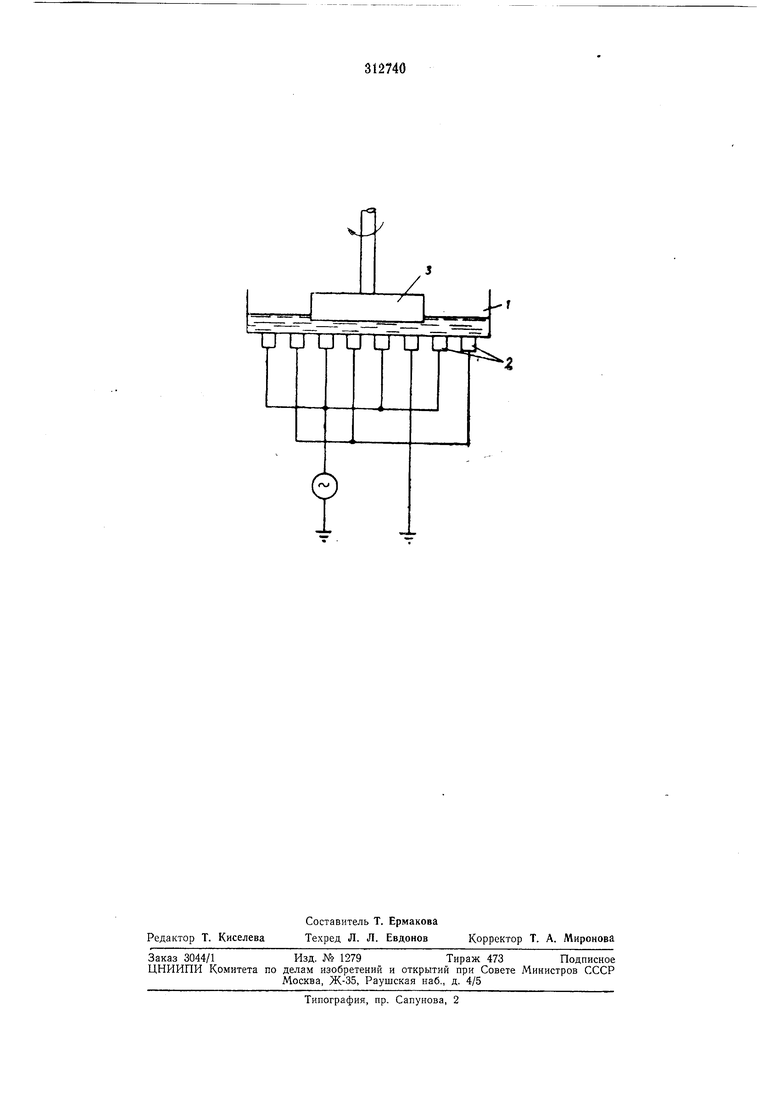
На чертеже схематично представлен возможный вариант реализации описываемого способа, например для обработки цилиндрической детали с вертикальной осью вращения.
Емкость 1, выполненная, например, из титаната бария, заполняется до определенного уровня абразивной суспензией. Под ем,костью расположен ряд электродов 2. Деталь 3 контактирует обрабатываемой поверхностью с абразивной суспензией. После подачи электричеокого напряжения на электроды появляется электромагнитное поле, под действие.м
которого абразивная суспензия загустевает вплоть до отверладения.
С этого момента вращающаяся деталь контактирует уже не с жидкой абразивной суспензией, а как бы с монолитным шлифующим или полирующим инструментом. В процессе обработки постепенно нарушается контакт между деталью и инструментом. Периодическое отключение электромагнитного поля вызывает уменьщение вязкости абразивной среды до исходной, что приводит к восстановлению контакта между шлифующей средой и обрабатываемой деталью, а также облегчает отвод продуктов обработки из рабочей зоны.
Предмет изобретения
Способ шлифовки и полировки деталей, например тел вращения, инструментом, представляющим собой затвердевшую абразивную жидкость, отличающийся тем, что, с целью интенсификации процесса обработки, затвердение (сгущение) жидкости осуществляют в электрически.х или магнитных полях, которые отключают с определенной частотой, обеспечивающей периодическое восстановление контакта детали с шлифующим .материалом и отвод продуктов обработки из рабочей зоны.
F.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОДЯНОГО ПОЛОТЕНЦЕСУШИТЕЛЯ | 2005 |
|
RU2310552C2 |
| СПОСОБ ИССЛЕДОВАНИЯ ПОВЕРХНОСТИ ОБРАЗЦА ГРАФИТСОДЕРЖАЩИХ КОМПОЗИТОВ | 2013 |
|
RU2535952C1 |
| Способ исследования структурного состояния графитосодержащего образца | 2024 |
|
RU2827630C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛОВ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2764538C1 |
| Устройство для обработки керамических деталей | 1989 |
|
SU1733246A1 |
| Устройство для электрообработки | 1987 |
|
SU1523271A1 |
| Способ обработки плоских поверхностей и устройство для его осуществления | 1987 |
|
SU1541034A1 |
| СПОСОБ МАГНИТОРЕОЛОГИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ МАЛЫМ ИНСТРУМЕНТОМ | 2014 |
|
RU2592337C2 |
| Устройство для обработки деталей из твердых и хрупких материалов | 1973 |
|
SU476999A1 |