Изобретение относится к механической обработке, в частности к переносным устройствам для шлифования и полирования цилиндрических поверхностей, таких как, например, шейки коленчатых валов.
Известны устройства для обработки цилиндрических изделий, например шеек валов, содержащие несущую раму-корпус с приводом вращательного движения, который связан через кинематическую передачу с обрабатывающим составным хомутом. В качестве абразивного материала используются подпружиненные абразивные бруски, размещаемые между хомутом и обрабатываемой поверхностью. В одном из известных устройств [а. с. СССР 738844, 1980] используются червячная и зубчатые передачи; а в другом устройстве используется передача трения, в частности фрикционная [а. с. СССР 208467, 1967] .
В качестве прототипа выбрано устройство для обработки цилиндрических изделий, содержащее несущую раму с приводом вращательного движения, связанным посредством кинематической передачи трения с обрабатывающим составным хомутом, при этом в качестве передачи трения используют ременную передачу [заявка DE 19539727 A1, 1997] .
Общими недостатками известных устройств является их сложность и низкая пригодность для применения в единичном и мелкосерийном производстве, особенно при широком диапазоне диаметральных размеров обрабатываемых деталей.
Технический результат, на достижение которого направлено изобретение, - упрощение конструкции и повышение универсальности устройств для обработки цилиндрических изделий в условиях единичного и мелкосерийного производства.
Указанная цель достигается следующим образом. Предлагаемое устройство для обработки цилиндрических изделий, например шеек валов, содержит несущую раму с приводом вращательного движения, который связан через ременную передачу с обрабатывающим составным хомутом, причем угол обхвата ремнем хомута составляет не менее 360o. Несущая рама может быть снабжена ручкой для удобства удержания устройства оператором. В случае использования для привода мускульной силы оператора ведущий шкив передачи соединяется с рукояткой-кривошипом. Лучше, когда передача содержит ведущий и натяжной шкивы, смонтированные на раме. Лучше использовать ремень круглого поперечного сечения. На наружной образующей хомута может быть выполнена канавка для ремня, причем лучше, когда ширина такой канавки составляет не менее двойной ширины поперечного сечения ремня. Хомут может состоять из двух полуколец с внутренним диаметром не менее требуемого диаметра обрабатываемой детали. При шлифовании в качестве абразивного материала, размещаемого между хомутом и обрабатываемой поверхностью, могут быть использованы абразивные бруски, в частности подпружиненные, или шкурка; при полировании - войлок и/или паста.
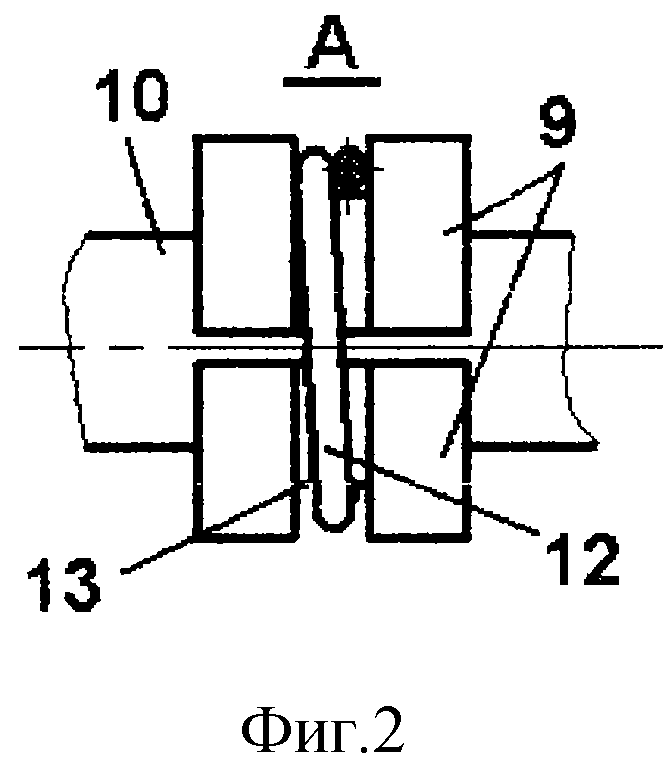
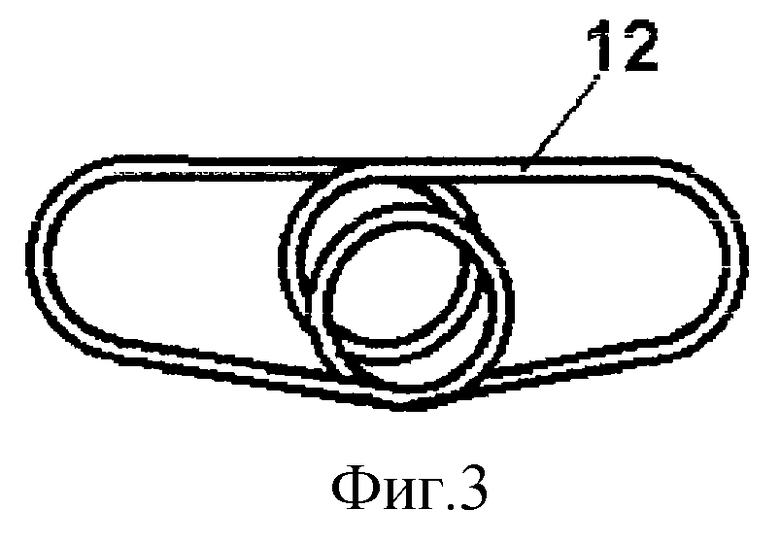
Изобретение поясняется чертежами, где на фиг. 1 представлен общий вид машинки для шлифования и полирования; на фиг. 2 - местный вид снаряженного обрабатывающего хомута; на фиг. 3 - вариант соединения ремня с деталями передачи.
Изобретение поясняется на примере машинки для шлифования и полирования с ручным приводом.
Машинка состоит из рамы 1 с ручкой 2. На раме 1 смонтированы с возможностью вращения вокруг осей 3 натяжной шкив 4 и ведущий шкив 5, снабженный рукояткой 6. Ось 3 шкива 4 смонтирована в натяжном устройстве, содержащем вилку 7 и гайку 8. Разрезная жимковая втулка 9 размещена на шейке обрабатываемого вала 10, причем между ними размещена войлочная ткань с абразивным материалом 11. Шкивы 4 и 5 кинематически соединены с втулкой 9 круглым ремнем 12. Канавка 13 под ремень 12 на втулке 9 имеет ширину, равную двум диаметрам поперечного сечения ремня 12. Ремень 12 может иметь другое соединение с втулкой 9, например, как показано на фиг. 3.
Машинка работает следующим образом. После размещения на шейке неподвижного вала 10 ткани 11 сверху надевается втулка 9, после чего в канавке 13 размещается ремень 12. Натяжение ремня 12 производится вращением гайки 8. При обработке рабочий удерживает машинку за ручку 2 и вращает рукоятку 6, крутящий момент от которой через ременную передачу передается на втулку 9. Продольное движение подачи втулки 9 осуществляется вручную рабочим с помощью соответствующего смещения машинки за рукоятку 6.
Небольшие крутящие моменты резания позволяют использовать не только ручной привод, но и маломощный электрический мотор-редуктор.
Наиболее выгодно использовать устройство при производстве ремонтно-восстановительных работ для широкой номенклатуры изделий в условиях ограниченного станочного парка, например на морских судах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| УСТАНОВКА ДЛЯ ШЛИФОВАНИЯ | 2008 |
|
RU2385795C2 |
| Устройство для шлифования шеек коленчатых валов | 1972 |
|
SU567589A1 |
| Устройство для ленточного шлифования | 1983 |
|
SU1151431A1 |
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ КОМПОЗИТНЫХ МАТЕРИАЛОВ ПУТЕМ МНОГОМЕРНОГО ПЛЕТЕНИЯ | 2012 |
|
RU2590809C2 |
| Прибор к мылохолодильным машинам | 1927 |
|
SU11975A1 |
| УСТРОЙСТВО ДЛЯ ТРЕНИРОВКИ ГРЕБЦОВ | 2000 |
|
RU2201785C2 |
| Устройство для шлифования фасок на цилиндрических деталях | 1985 |
|
SU1296376A1 |
| Устройство для абразивной обработки | 1985 |
|
SU1367849A3 |
| ПЕРЕДАЧА РЕМЕННАЯ | 2018 |
|
RU2668847C1 |
Изобретение относится к устройствам для шлифования и полирования цилиндрических поверхностей. Оно содержит раму с приводом вращательного движения. Последний посредством ременной передачи связан с обрабатывающим составным хомутом. Угол обхвата ремнем хомута не менее 360o. Изобретение позволяет упростить конструкцию и повысить универсальность устройства. 8 з. п. ф-лы, 3 ил.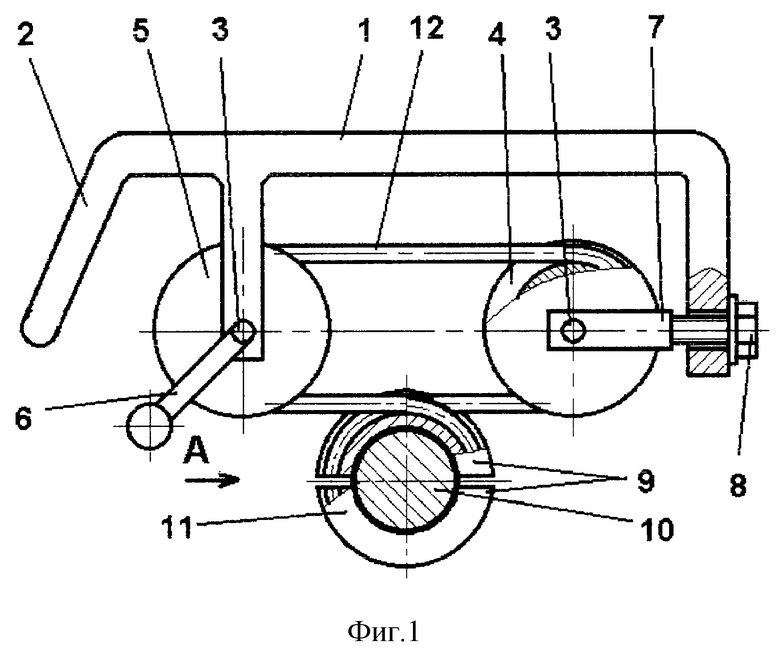
| DE 19539727 A1, 30.04.1997 | |||
| РУЧНОЙ ПРИБОР ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1929 |
|
SU18109A1 |
| US 5980370 A, 09.11.1999 | |||
| СПОСОБ И УСТРОЙСТВО УДЕРЖАНИЯ РАСПЛАВЛЕННОГО МАТЕРИАЛА В ПРОЦЕССЕ ГОРЕНИЯ В ГАЗОТУРБИННОМ ДВИГАТЕЛЕ (ВАРИАНТЫ) | 1995 |
|
RU2115812C1 |

