Относится к машиностроению, к механообрабатывающему производству и может быть использована для обработки бандажей, роликов и других крупногабаритных цилиндрических деталей (диаметром до 7000 мм) в бумагоделательном производстве, при производстве цемента и др.
Известен станок для обработки крупногабаритных цилиндрических деталей по А.С. 1738476, МПК В23В 5/32, 1992 г. Однако система автоматического регулирования на станке не достаточно эффективна. Известно «Устройство для обработки бандажей вращающихся печей», А.С. №1567327 МПК В23В 5/32, 1990 г., которое не отвечает требованиям получения заданной точности и шероховатости поверхности.
Ближайшим аналогом предлагаемого изобретения является техническое решение по патенту DE 3406160, кл. В24В 23/08, 30.08.09 «Установка для шлифования бесконечной абразивной лентой крупногабаритных цилиндрических деталей», однако установка не обеспечивает эффективность при обработке грубых или затрубленных участков поверхности крупногабаритных изделий. Это изобретение относится к машиностроению и в некоторых случаях может быть использовано при ремонте без демонтажа технологического оборудования с незакрепленной осью вращения.
Техническим результатом предлагаемого изобретения «Установка для шлифования» бесконечной абразивной лентой крупногабаритных цилиндрических деталей, содержащая раму с установленными на ней направляющими продольного хода, стол продольного хода, с установленными на нем направляющими поперечного хода, стол поперечного хода, на котором установлен электродвигатель главного привода вращения ведущего шкива бесконечной абразивной ленты, является повышение точности обработки и резкое снижение шероховатости обрабатываемой поверхности, это достигается за счет того, что ведомый шкив абразивной ленты выполнен подпружиненным и снабжен вилкой, несущей ось ведомого шкива, цилиндрическая часть которой телескопически сочленена с натяжителем, связанным посредством тяги с корпусом вилки. Перемещение стола продольного хода осуществляется мотор - редуктором, закрепленным на раме, посредством цепной передачи.
Установка для шлифования относится к машиностроительному и ремонтному производствам и может быть использована в целлюлозно-бумажной промышленности при восстановлении и модернизации бумагоделательного оборудования путем обработки поверхности цилиндрических тел большого и среднего диаметра методом шлифования «бесконечной» абразивной лентой, чем достигается устранение имеющихся поверхностных повреждений и придание рабочей поверхности обрабатываемого цилиндрического тела необходимой шероховатости. Установка применима при шлифовании цилиндров бумагоделательных и картоноделательных машин (БДМ И КДМ) для обеспечения плотного контакта бумажного полотна с рабочей поверхностью цилиндра, снятии «шубы» (настила) с рабочих поверхностей сушильных цилиндров с последующим полированием.
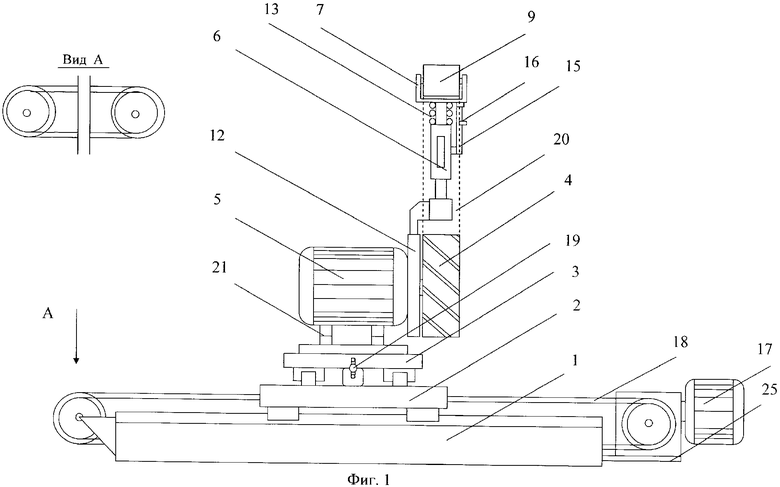
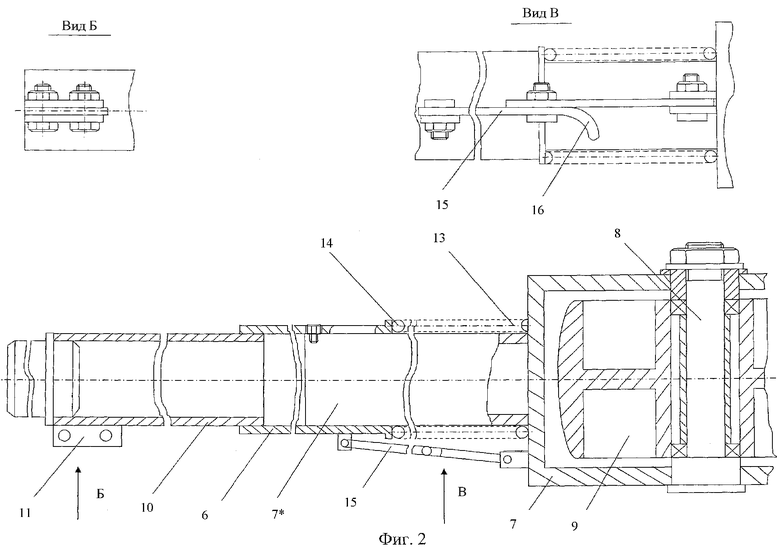
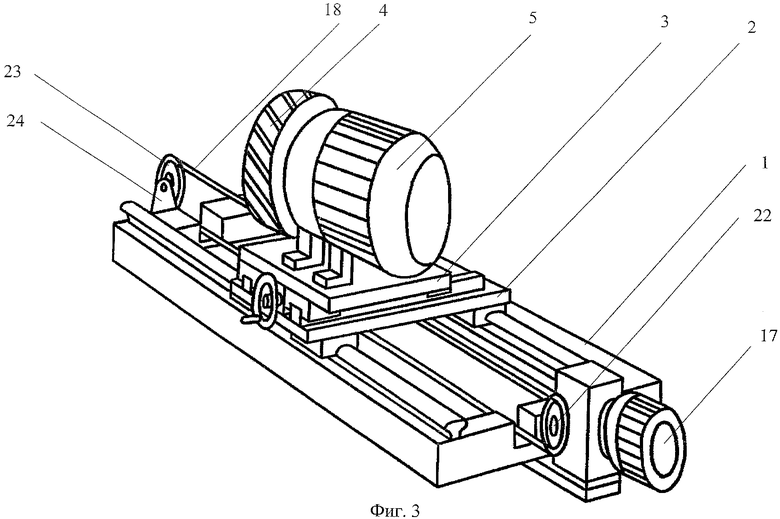
На фиг.1 показана общая схема установки и вид А на цепную передачу; на фиг.2 более подробно изображен ее основной узел - обрабатывающая головка, а также дан вид Б и В на головку; на фиг.3 в изометрии изображена установки без натяжителя 6 и ее узел - цепная передача.
Установка состоит из рамы 1 с направляющими продольного хода, стола 2 продольного хода с направляющими поперечного хода, стола 3 поперечного хода; обрезиненного ведущего шкива 4, сочлененного с валом электродвигателя 5 главного привода; натяжителя 6 в виде трубчатой конструкции, с одного конца которого установлена цилиндрическая часть вилки 7*, несущей ось 8 ведомого шкива 9, а другим цилиндрическим концом натяжитель соединен с трубой 10, имеющей на конце кронштейн 11 с двумя отверстиями для соединения головки с держателем 12, сочлененным с корпусом электродвигателя 5.
На цилиндрической части вилки 7 установлен пружинный блок 13, упирающийся одним концом в корпус вилки, а другим - в кольцо 14. Шарнирная тяга 15 с рукояткой 16 соединяет натяжитель 6 с корпусом вилки 7. Привод продольного хода обеспечен от мотор-редуктора 17 через цепную передачу 18.
Перемещение продольного стола производится при помощи мотор-редуктора 17.
Преобразование вращательного движения мотор-редуктора в поступательное движение продольного стола осуществляется при помощи цепной передачи 18, скорость перемещения продольного стола по направляющим рамы регулируется частотным преобразователем. Цепная передача состоит из электродвигателя, сопряженного с редуктором, на вал редуктора неподвижно крепится звездочка 22, являющаяся ведущей, мотор-редуктор при помощи скользящего болтового соединения монтируется на раму 1 шлифовальной установки, с противоположной стороны рамы шлифовальной установки закреплена вторая звездочка 23, являющаяся ведомой. Ведомая звездочка смонтирована на раме шлифовальной установки при помощи кронштейна 24. Цепь 18 имеет два свободных конца, которые неподвижно закреплены на столе 2 продольного хода, соответственно, один конец цепи - со стороны ведущей звездочки, другой - со стороны ведомой. При включении мотор-редуктора ведущая звездочка получает вращение и посредством цепи перемещает продольный стол, при включении реверса мотор-редуктора стол перемещается в обратном направлении. Мотор-редуктор при помощи болтового соединения монтируется на кронштейн крепления 25, неподвижно закрепленный на раме 1.
Преимущества цепной передачи перед другими видами передаточных механизмов (ременной, винтовой, реечной) состоит в высокой надежности при использовании в условиях повышенного загрязнения отходами абразивных материалов, образующихся при производстве работ.
Перемещение поперечного стола осуществляется вручную вращением штурвальной ручки 19. Преобразование вращательного движения осуществляется при помощи винта и неподвижно закрепленной в поперечном столе гайки.
Пружинный блок 13 предназначен для создания необходимого усилия натяжения шлифовальной «бесконечной» ленты 20 при шлифовании. При замене шлифовальной «бесконечной» ленты необходимо переместить тягу 15 вниз, тем самым ослабив пружинный блок 13; перемещение тяги в верхнее положение приводит к натяжению пружины и приведению станка в рабочее состояние. Шкив ведомый 9 имеет бомбированную (закругленную) поверхность для предотвращения соскальзывания шлифовальной ленты.
В качестве «бесконечной» шлифовальной ленты 20 применяется электрокорундовая, керамическая и циркониевая лента различной зернистости. Шлифовальная лента имеет замкнутый контур, что обеспечивает длительный непрерывный цикл шлифования.
Главный привод установки с обрезиненным ведущим шкивом монтируется на поперечный стол с помощью подставки 21, имеющей ряд насверленных с определенным шагом отверстий под болтовое соединение. Подставка с установленным и закрепленным на ней четырьмя болтами электродвигателем главного привода также позиционируется относительно обрабатываемого тела вращения (цилиндра) и фиксируется при помощи болтового соединения. Позиционирование главного привода установки с обрезиненным колесом проводиться для получения наиболее полного контакта по всей рабочей полосе контакта поверхности шлифовальной ленты с поверхностью шлифуемою цилиндра.
Установка предполагает ее хранение и транспортировку в разобранном виде, что придаст ей мобильность. Перед монтажом установки необходимо провести подготовительные работы. Подготовительные работы включают изготовление опорной конструкции, представляющей собой сварную раму, состоящую из опорных стоек, столешницы и поперечных балок, для придания раме необходимой жесткости. Габариты сварной рамы варьируются в зависимости от размеров шлифуемого тела вращения (цилиндра) и свободного пространства, используемого для размещения шлифовальной установки. Опорная конструкция позиционируется относительно шлифуемого тела вращения (цилиндра) и жестко крепиться к неподвижному основанию, основание выбирается, исходя из конструктивных особенностей БДМ или КДМ.
Рама 1 установки с направляющими полозьями монтируется на предварительно изготовленную опорную конструкцию и крепится болтовыми соединениями таким образом, чтобы при последующей установке на направляющие рамы 1 стола продольного хода при сборке и установке на стол продольного хода стола поперечного хода, а также при установке на стол поперечного хода электродвигателя 5 главного привода с закрепленным на оси электродвигателя (при помощи переходной втулки со шлицевым соединением) обрезиненным кругом 4 со шлифовальной лентой, середина обрезиненного круга при своем касании находилась бы на высоте половины диаметра обрабатываемого цилиндра.
Подача продольного стола осуществляется при помощи мотор-редуктора с частотной регулировкой.
Далее собирается и устанавливается на главный привод натяжитель 6, соединяемый с электродвигателем главного привода при помощи трубы 10, кронштейна 11 и держателя 12. При полной сборке станка производится дальнейшая выверка и позиционирование рамы 1 относительно обрабатываемого вала (цилиндра). Позиционирование и выверка проводятся с целью обеспечения параллельности перемещения продольного стола относительно оси тела вращения (цилиндра). Спозиционированная и выверенная рама 1 фиксируется болтовым соединением к опорной конструкции через имеющиеся в раме 1 приваренные «ушки» с отверстиями.
Главный привод установки с обрезиненным колесом монтируется на поперечный стол с помощью подставки 21, имеющей ряд насверленных с определенным шагом отверстий под болтовое соединение. Подставка с установленным и закрепленным на ней четырьмя болтами электродвигателем главного привода также позиционируется относительно обрабатываемого тела вращения (цилиндра) и фиксируется при помощи болтового соединений. Позиционирование главного привода установки с обрезиненным колесом проводиться для получения наиболее полного контакта по всей рабочей полосе контакта поверхности шлифовальной ленты с поверхностью шлифуемого цилиндра.
Создан опытный экземпляр макета установки, который может использоваться следующим образом.
Поверхность вала вращения, имеющая механические повреждения поверхности и несоответствие параметров шероховатости параметрам технологического процесса производства бумаги или картона, подвергается предварительной диагностике с целью определения его технического состояния. Диагностика определяет размеры и характер повреждений вала вращения и отклонения полученной при измерении шероховатости поверхности и геометрии вала вращения (цилиндра) от технических характеристиках, заявленных в техническом паспорте диагностируемого изделия.
После проведения диагностики разрабатывается технологический процесс устранения выявленных недостатков, который определяет режимы шлифования поверхности, глубину резания, скорость проходов, количество черновых и чистовых проходов, а также последовательность применения «бесконечной» абразивной лентой различной зернистости с целью получения определенных параметров шероховатости поверхности.
Основной задачей, которую позволяет решить установка для шлифования - это возможность проводить шлифование узлов БДМ и КДМ на месте их установки (без демонтажа) в период общего останова БДМ и КДМ на капитальный и средний ремонты, а также возможность выполнять работы высокой трудоемкости в труднодоступных местах БДМ и КДМ. Установка обеспечивает достижение технических и технологических параметров обрабатываемых узлов на уровне параметров новых, за счет этого достигается высокая экономическая эффективность применения установки (затраты на ремонт БДМ и КДМ составляют от 3 до 30% от стоимости новых узлов).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНЕШНИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2011 |
|
RU2476306C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2007 |
|
RU2364487C1 |
| Устройство для зачистки внутренних цилиндрических поверхностей | 1989 |
|
SU1729735A1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| Устройство рубки движущейся ленты древесного шпона с ножом и узлом его натяжения, включая механизм вертикального перемещения прижимного вала с натяжителем цепи | 2021 |
|
RU2807977C2 |
| ПЛОСКОШЛИФОВАЛЬНАЯ МАШИНА | 2010 |
|
RU2457931C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| УСТРОЙСТВО ДЛЯ НАМАЗКИ ЭЛЕКТРОДОВ СВИНЦОВЫХ АККУМУЛЯТОРОВ | 1994 |
|
RU2091914C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
Изобретение относится к области машиностроения и может быть использовано для обработки бандажей, роликов и других крупногабаритных цилиндрических деталей, в частности, в бумагоделательном производстве, при производстве цемента. Установка содержит раму с направляющими продольного хода, стол продольного хода, мотор-редуктор привода стола продольного хода и стол поперечного хода. На последнем установлен электродвигатель главного привода ведущего шкива бесконечной абразивной ленты, а также подпружиненный ведомый шкив, выполненный с натяжителем и вилкой. Ось ведомого шкива размещена в вилке, имеющей корпус и цилиндрическую часть, телескопически сочлененную с натяжителем. Натяжитель связан посредством тяги с корпусом вилки. Привод стола продольного хода выполнен в виде цепной передачи. В результате повышается точность обработки и снижается шероховатость обрабатываемой поверхности. 3 ил.
Установка для шлифования бесконечной абразивной лентой крупногабаритных цилиндрических деталей, содержащая раму с направляющими продольного хода, отличающаяся тем, что она содержит стол продольного хода, мотор-редуктор привода стола продольного хода, стол поперечного хода, на котором установлен электродвигатель главного привода ведущего шкива бесконечной абразивной ленты, и подпружиненный ведомый шкив, выполненный с натяжителем и вилкой, несущей ось ведомого шкива и имеющей корпус и цилиндрическую часть, телескопически сочлененную с натяжителем, связанным посредством тяги с корпусом вилки, причем привод стола продольного хода выполнен в виде цепной передачи.
| DE 3406160 А1, 30.08.1984 | |||
| Ручная пневматическая ленточно-шлифовальная машина | 1979 |
|
SU870082A1 |
| Устройство для ленточного шлифования валов | 1990 |
|
SU1745528A1 |

