ел
со
Изобретение относится к машиностроению и может быть использовано для шлифования и полирования поверхностей деталей бесконечной абразивной лентой.
Известно устройство для обработки деталей, состоящее из абразивной ленты, надетой на шкивы,один из которых является приводным, и эластичной ленты, которая своей наружной стороной контактирует с внутренней стороной абразивной ленты, надетой на опорные и контактный ролики Го.
Недостатками известного устройства являются наличие проскальзьшания в зацеплении абразивной и эластичной лент и быстрый износ абразивной ленты с внутренней стороны за счет ее постоянного натяжения.
Цель изобретения - повышение производительности обработки с одновременным увеличением срока службы абразивной ленты.
Поставленная цель достигается те что в устройстве для ленточного шлифования , выполненном в виде несущих абразивную и расположенную под ней разгрузочную ленты приводного и ведомого шкивов и натяжного ролика, последний расположен в зоне совместного контакта разгрузочной и абразивной лент с рабочей стороны абразивной ленты, при этом угол обхвата натяжного ролика лентами соетавляет не менее 180.
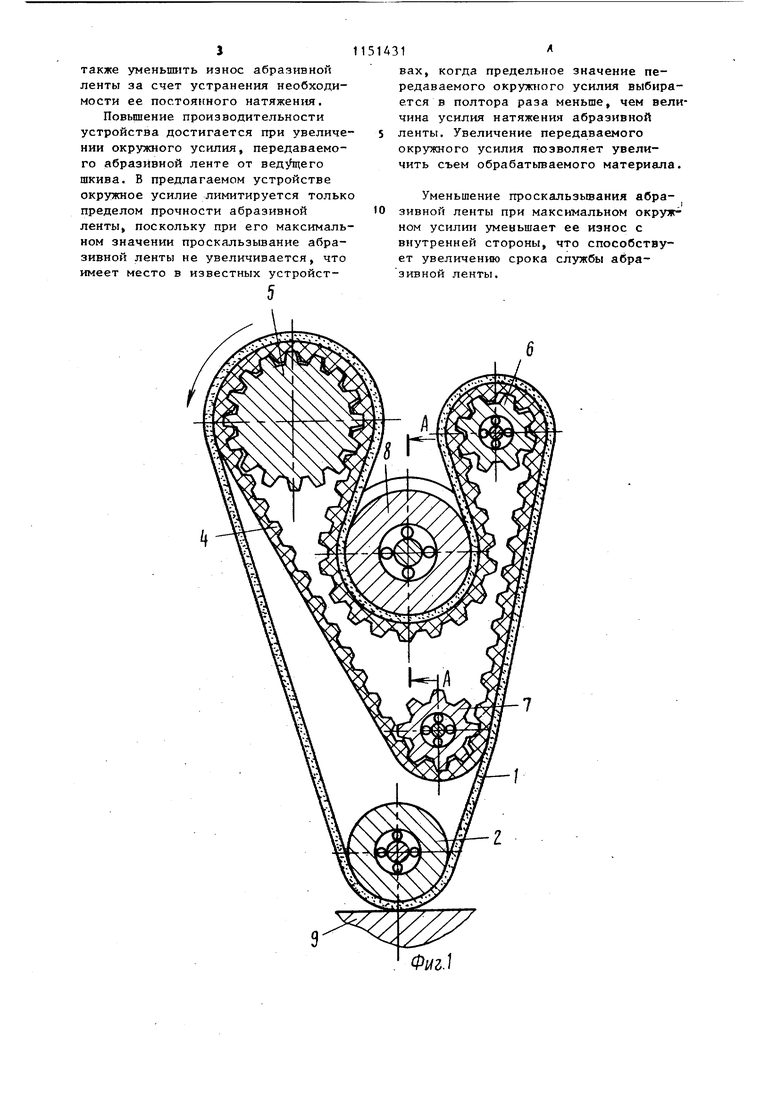
На фиг.1 схематично изображено устройство с контактным роликом, общий вид. на фиг.2 - разрез А-А на фиг.Т на. фиг.3 - устройство для обработки деталей свободной ветвью, общий вид.
Устройство состоит из бесконечной абразивной ленты 1, надетой с внутренней стороны на ведо1« 1й шкив - контактный ролик 2 или опорный ролик 3 и на эластичную ленту 4, установленную на приводной шкив 5 и опорные ролики 6 и 7. Абразивная лента 1 своей внутренней стороной и эластичная лента 4 своей наружной стороной контактируют между собой на участке от опорного ролика 7 до приводного шкива 5 по направлению движения лент 4 и 1 и обхватывают натяжной ролик 8, установленный с наружной стороны абразивной ленты 1 так.
что угол его обхвата составляет не менее 180. Прижатие абразивной ленты 1 к ролику 8 достигается за счет натяжения эластичной ленты одним из опорных роликов 6 или 7.
В случае исполнения устройства контактным роликом 2, прижимающим абразивную ленту 1 к обрабатываемо детали 9 (фиг.1), для устранения проскальзьтания в зацеплении приводной шкив 5, опорные ролики 6 и и эластичная лента 4 выполнены зубчатыми.
В случае исполнения устройства для обработки деталей свободной ветвью, контактирующей с обрабатываемой деталью 9 (фиг.З), эластичная лента 4 выполнена в виде плоского ремня. При обработке детали 9 с поджатием абразивной ленты 1 каждый из роликов 6 или 7 может являтся контактным.
Устройство работает следующим образом.
При вращении приводного шкива 5 окружное усилие от шкива 5 передается эластичной ленте 4, которая прижимает абразивную ленту 1 к ролику 8 при натяжении эластичной ленты 4. При прижатии эластичной ленты 4 и абразивной ленты 1 к ролику 8 последний также начинает вращаться и увлекает за собой абразивную ленту 1, которая в процессе вращения на участке между роликами 8 и 7 прижимается к эластичной ленте 4 за счет усилия сопротивления вращению ленты силами резания, возникающего при шлифовании, и начинает воспринимать передаваемое от приводного шкива 5 окружное усилие.
Выполнение устройства для обработки деталей абразивной лентой с натяжным роликом, обхватываемым абразивной и эластичной лентами и расположенным на участке за опорным роликом и перед ведущим шкивом по направлению движения лент, позволяет повысить производительность обработки за счет поджатия абразивной ленты к натяжному ролику эластичной лентой, допускающей относительно большое ее натяжение, и нал1-гчия зоны совместного контакта двух лент при натяжении абразивной ленты усилием сопротивления вращению ленты силами резания, а J также уменьшить износ абразивной ленты за счет устранения необходимости ее постоянного натяжения. Повьшение производительности устройства достигается при увеличе нии окружного усилия, передаваемого абразивной ленте от шкива. В предлагаемом устройстве окружное усилие лимитируется тольк пределом прочности абразивной ленты, поскольку при его максималь ном значении проскальзывание абразивной ленты не увеличивается, что имеет место в известных устройст1вах, когда предельное значение передаваемого окружного усилия выбирается в полтора раза меньше, чем величина усилия натяжения абразивной ленты. Увеличение передаваемого окружного усилия позволяет увеличить съем обрабатьгеаемого материала. Уменьшение проскальзьгоания абразивной ленты при максимальном окружном усилии уменьшает ее износ с внутренней стороны, что способствует увеличению срока службы абразивной ленты.
Д-А
1151431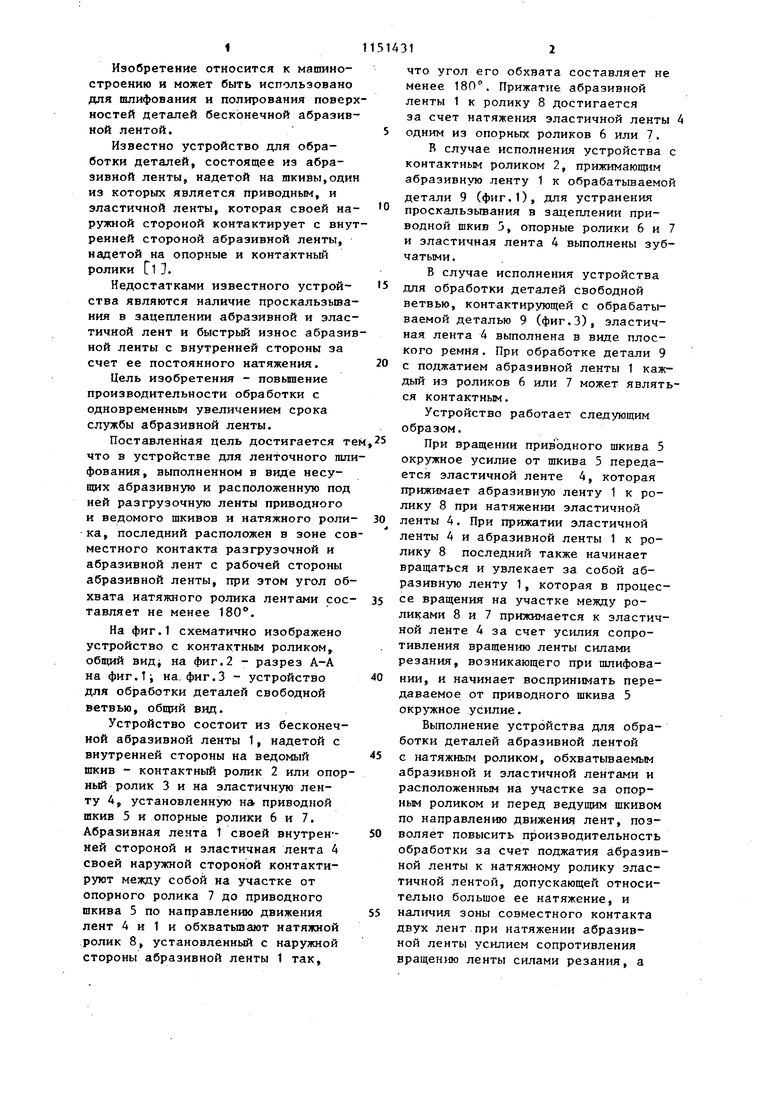
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ШЛИФОВАНИЯ АБРАЗИВНОЙ БЕСКОНЕЧНОЙ ЛЕНТОЙ | 1995 |
|
RU2108224C1 |
| Способ шлифования внутренней поверхности длинномерных труб | 1985 |
|
SU1359097A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| УНИВЕРСАЛЬНЫЙ ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2014 |
|
RU2555290C1 |
| Устройство для ленточного шлифования | 1979 |
|
SU889397A1 |
| Устройство для шлифования лентой | 1981 |
|
SU982875A2 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228831C2 |
| ДВУХКОНТУРНЫЙ ЛЕНТОЧНО-КАНАТНЫЙ КОНВЕЙЕР | 2013 |
|
RU2526640C1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU1004079A1 |
УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ, выполненное в виде несущих абразивную и расположенную под ней разгрузочную ленты приводного и ведомого шкивов и натяжного ролика, отличающееся тем, что, с целью повышения производительности шлифования путем повыщения усилий сцепления абразивной ленты со шкивами, натяжной ролик расположен в зоне совместного контакта разгрузочной и абразивной лент с рабочей стороны последней, при этом угол обхвата натяжного ролика лентами составляет не менее 180°.
.:::/.:.;: ;.; .;.
t- .:.//..../
..--« .. т...-х .
А1 1.„(. 1JC/JT
(y XXXJtfflMfV-V
Ф«г.2
5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лентопротяжной механизм | 1980 |
|
SU984824A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
