Изобретение относится к машиностроению, в частности к армированным манжетам для валов, и может найти применение как при изготовлении новых машин и оборудования различного назначения, так и в процессе их технического обслуживания и ремонта.
Известно, что при большом разнообразии отечественных и зарубежных машин и оборудования в процессе их изготовления, обслуживания и ремонта необходимо иметь в наличии различные типоразмеры манжет для валов, что зачастую проблематично и является трудоемким и дорогостоящим условием.
В промышленности отработаны способы изготовления манжет с армирующими элементами путем вулканизации в пресс-формах вокруг каркасов резины (ГОСТ 8752-79 "Манжеты резиновые армированные для валов"; а. с. СССР 941762, МПК F 16 J 15/00, публ. 1982 г. ).
При этом для каждого типоразмера манжет необходимо изготавливать специальные пресс-формы.
Данный способ экономически оправдан при серийном и крупносерийном изготовлении машин и механизмов, но в случае единичного или мелкосерийного производства, а также при необходимости осуществления ремонта различных машин и механизмов возникает проблема, связанная с установкой или заменой уплотнительных манжет, поскольку изготовление для каждой из них своей пресс-формы в этих условиях производства является трудоемким процессом, приводящим к неоправданно высоким затратам.
Задачей изобретения является создание высокоэкономичного способа формирования универсального комплекта армированных манжет для валов, наличие которого позволяет обеспечить оперативное изготовление любых видов машин и механизмов при их единичном и мелкосерийном производстве, а также качественный ремонт любого оборудования, в т. ч. и не соответствующего отечественным стандартам.
Сущность изобретения заключается в следующем.
Способ формирования универсального комплекта армированных манжет для валов включает следующие стадии: изготовление набора базовых стандартных манжет путем вулканизации в пресс-формах резины вокруг каркаса, причем внутренние диаметры входящих в набор манжет соответствуют стандартным диаметрам уплотняемых валов заданного диапазона размеров, а ширина их равна минимальному размеру, установленному для стандартных манжет для заданных внутренних диаметров, изготовление набора цилиндрических заготовок из эластомерного материала, изготовление кольцевых элементов посредством механической обработки цилиндрических заготовок, клеевое соединение входящих в набор базовых манжет с кольцевыми элементами по ответным посадочным цилиндрическим, и/или конусным, и/или торцевым поверхностям с образованием уплотнительных манжет требуемых типоразмеров.
В качестве материала для изготовления цилиндрических заготовок может быть использован полиуретан.
Цилиндрические заготовки могут быть изготовлены в виде прутков и/или втулок.
Каждая цилиндрическая заготовка может быть выполнена в радиальном направлении двухслойной из материалов с различными эксплуатационными характеристиками.
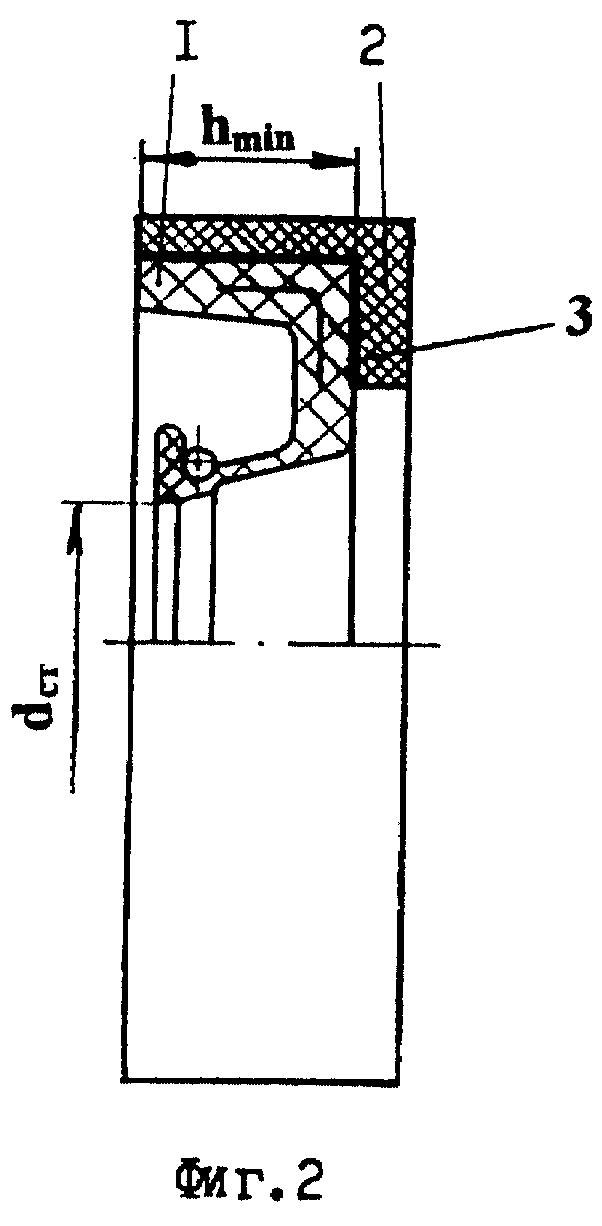
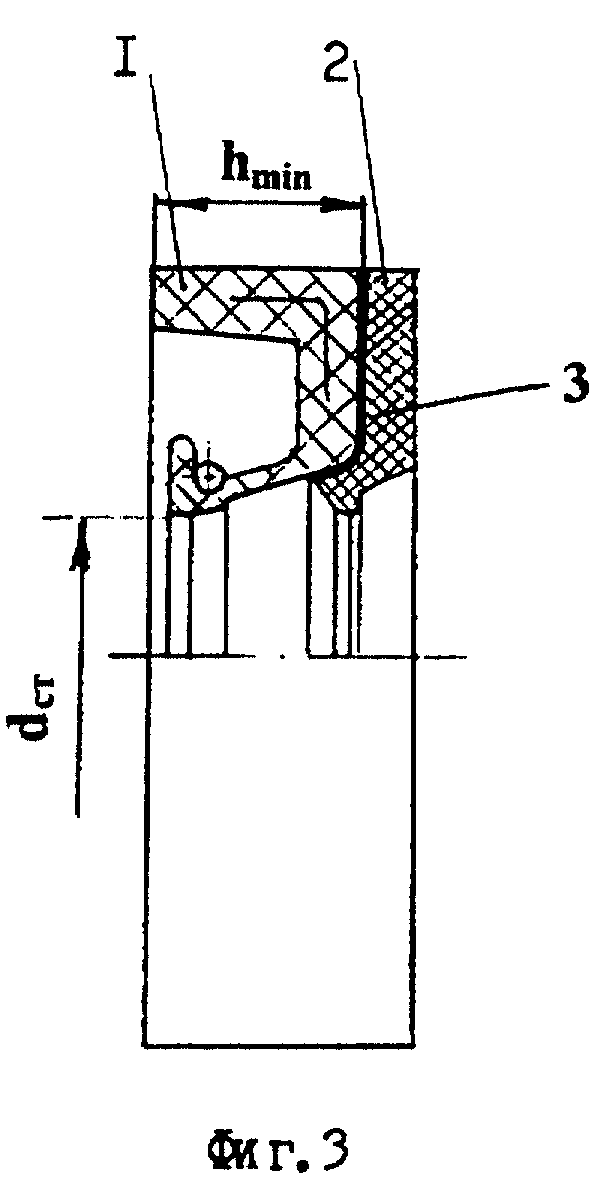
Предлагаемый способ поясняется чертежами, где на фиг. 1 - 5 представлены примеры выполнения входящих в универсальный комплект армированных манжет для валов, каждая из которых состоит из стандартной манжеты 1 и кольцевого элемента 2, соединенных посредством клеевого слоя 3.
Предложенный способ осуществляют следующим образом.
Вначале изготавливают набор базовых стандартных манжет 1 для валов по ГОСТу 8752-79, причем внутренние диаметры dст этих манжет соответствуют стандартным диаметрам уплотняемых валов заданного диапазона типоразмеров, а ширина манжет hmin равна минимальному размеру, установленному для стандартных манжет для заданных внутренних диаметров. Базовые стандартные манжеты для валов изготавливают традиционным способом путем вулканизации сырой резины вокруг каркасов в пресс-формах.
Далее изготавливают набор цилиндрических заготовок в виде прутков и/или втулок из эластомерного материала. Указанные заготовки изготавливают любым известным способом, например, из полиуретана по ТУ 38-103-137-78 путем расплавления в вакууме исходного полиуретанового сырья, заливки его в формы с последующим термостатированием.
Из цилиндрических заготовок путем их механической обработки изготавливают кольцевые элементы 2, геометрические размеры которых определяются в соответствии с параметрами требуемых манжет.
Далее соединяют ответные цилиндрические, и/или конусные, и/или торцевые посадочные поверхности стандартной манжеты 1 и соответствующего кольцевого элемента 2 посредством клеевого слоя 3, например, типа "КЛЕУР" по ТУ 05121441-260-94.
При необходимости в зависимости от условий, в которых работают армированные манжеты, присоединяемые к базовым стандартным манжетам кольцевые элементы 2 могут изготавливаться двухслойными в радиальном направлении, причем слои кольцевых элементов образуют из материалов с различными эксплуатационными характеристиками.
Предлагаемый способ позволяет снизить стоимость изготовления армированных манжет для валов, используемых при единичном и мелкосерийном способе их изготовления, а также затраты на ремонт и техническое обслуживание машин и различного типа оборудования, за счет устранения необходимости изготовления пресс-форм, требуемых для обеспечения изготовления всей номенклатуры манжет, предусмотренной ГОСТом 8752-79. Так, для изготовления манжет в соответствии со всем диапазоном основных размеров по ГОСТу 8752-79 необходимо вместо более чем 500 пресс-форм иметь только около 100 для изготовления набора базовых манжет.
Предлагаемый способ может найти также широкое применение при ремонте уплотнительных устройств машин и оборудования с геометрическими размерами, не соответствующими отечественным стандартам, без изготовления дорогостоящих пресс-форм и оснастки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ МАНЖЕТ ИЗ ЭЛАСТОМЕРНОГО МАТЕРИАЛА | 2000 |
|
RU2174631C1 |
| МОДУЛЬ УПЛОТНЕНИЯ | 1995 |
|
RU2097630C1 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО (ВАРИАНТЫ) | 2010 |
|
RU2437998C1 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ДЛЯ ЦИЛИНДРИЧЕСКИХ ПАР ГИДРО- И ПНЕВМОМАШИН | 2004 |
|
RU2262022C1 |
| ГИДРО- ИЛИ ПНЕВМОЦИЛИНДР | 2006 |
|
RU2327905C1 |
| ШПИНДЕЛЬНАЯ БАБКА СТАНКА ДЛЯ РАСПИЛИВАНИЯ КРИСТАЛЛОВ (ВАРИАНТЫ) | 2009 |
|
RU2416517C1 |
| БЛОК ПОЛИСПАСТА ДЛЯ КОМПЕНСАТОРА КОНТАКТНОЙ СЕТИ ЖЕЛЕЗНЫХ ДОРОГ | 2010 |
|
RU2423253C1 |
| КОМБИНИРОВАННЫЙ ПО ВИДУ ТРЕНИЯ РАДИАЛЬНЫЙ ШАРНИРНО-СФЕРИЧЕСКИЙ МОДУЛЬ ПИНУСА (ВАРИАНТЫ) | 2009 |
|
RU2416042C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНЗОВОГО КОМПЕНСАТОРА ТЕМПЕРАТУРНЫХ УДЛИНЕНИЙ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2022 |
|
RU2791559C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА | 2001 |
|
RU2178857C1 |


Изобретение относится к машиностроению, в частности к армированным манжетам для валов, и может найти применение как при изготовлении новых машин и оборудования различного назначения, так и в процессе их технического обслуживания и ремонта. Способ формирования универсального комплекта армированных манжет для валов включает следующие стадии: изготовление набора базовых стандартных манжет путем вулканизации в пресс-формах резины вокруг каркаса, причем внутренние диаметры входящих в набор манжет соответствуют стандартным диаметрам уплотняемых валов заданного диапазона размеров, а ширина их равна минимальному размеру, установленному для стандартных манжет для заданных внутренних диаметров, изготовление набора цилиндрических заготовок из эластомерного материала, изготовление кольцевых элементов посредством механической обработки цилиндрических заготовок, клеевое соединение входящих в набор базовых манжет с кольцевыми элементами по ответным посадочным цилиндрическим, и/или конусным, и/или торцевым поверхностям с образованием уплотнительных манжет требуемых типоразмеров. Изобретение создает высокоэкономичный способ формирования универсального комплекта армированных манжет для валов, наличие которого позволяет обеспечить оперативное изготовление любых видов машин и механизмов при их единичном и мелкосерийном производстве, а также качественный ремонт любого оборудования, в т. ч. и не соответствующего отечественным стандартам. 3 з. п. ф-лы, 5 ил.
| Способ изготовления уплотнительного кольца с армирующим элементом | 1980 |
|
SU941762A1 |
| Манжета | 1982 |
|
SU1096424A1 |
| Способ изготовления металлополимерных манжет | 1983 |
|
SU1121525A1 |
| Способ изготовления уплотнительных манжет | 1985 |
|
SU1296772A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНЫХ МАНЖЕТ | 1989 |
|
RU1692223C |
| US 42080058 А, 17.06.1980. | |||
