ю
Фиг.1
О1
to ел
Изобретение относится к технологии машиностроения-, а именно,к способам и устройствам для защитных уплотнительных колец из термопластичны материалов.
Известен способ изготовления- комбинированного уплотнения в прессформе, по которому изготавливают металлическое кольцо в виде буквы И, внутренний край цилиндрического участка его отгибают вовнутрь так, что указанный край образует несущую част уплотнения. После этого кольцо устанавливают в пресс-форму, фиксируя его в определенном положении, и в зазор пресс-формы заливают соответствующего состава для формовки уплотнения tl..
Недостатками этого способа являются трудоемкость изготовления пресс-формы и самого уплотнения, а также последующая доработка уплотнения.
цель изобрб тения - снижение трудоемкости изготовления манжет.
Цель достигается тем, что при изготовлении металлических манжет путем совмещения металлических и полимерных элементов с последующим формованием, на трубчатой полимерной заготовке с наружной стороны выполняют пазы, разрезают заготовку на кольца, вставляют в паз кольца металлический кольцевой элемент, нагревают в термостате.с последующим
формованием усилием, направленным перпендикулярно плоскости кольца по его среднему диаметру.
На фиг.1 приведена заготовка (кольцо с пазом) из полимера; на фиг.2 - полимерная заготовка со вставленным в ее паз металлическим кольцевым элементом на фиг.З отформованная ме йллополимерна манжета.
У полимерной (например, из фторопласта) заготовки 1 (кольцо с пазом) загибается внутрь кромка 2 и в паз 3 вставляется металлический кольцевой элемент 4. После этого полимерная заготовка 1 вместе с кольцевым элементом 4 помещается в термошкаф (термостат), где нагревается до 350370 С. Материал заготовки при этом становится высокоэластичным, кромки возвращаются в исходное состояние и фиксируют металлический кольцевой элемент 4 в пазу 3. В таком высокоэластичном состоянии заготовка легко изменяет свою форму под действием внешних нагрузок и штампуется в холодной пресс-форме усилием, направленным перпендикулярно плоскости полимерной заготовки 1 по ее среднему диаметру .
Технико-экономический эффект изобретения заключается в снижении трудоемкости изготовления металлополимерных манжет и в возможности автоматизации процесса их изготовления.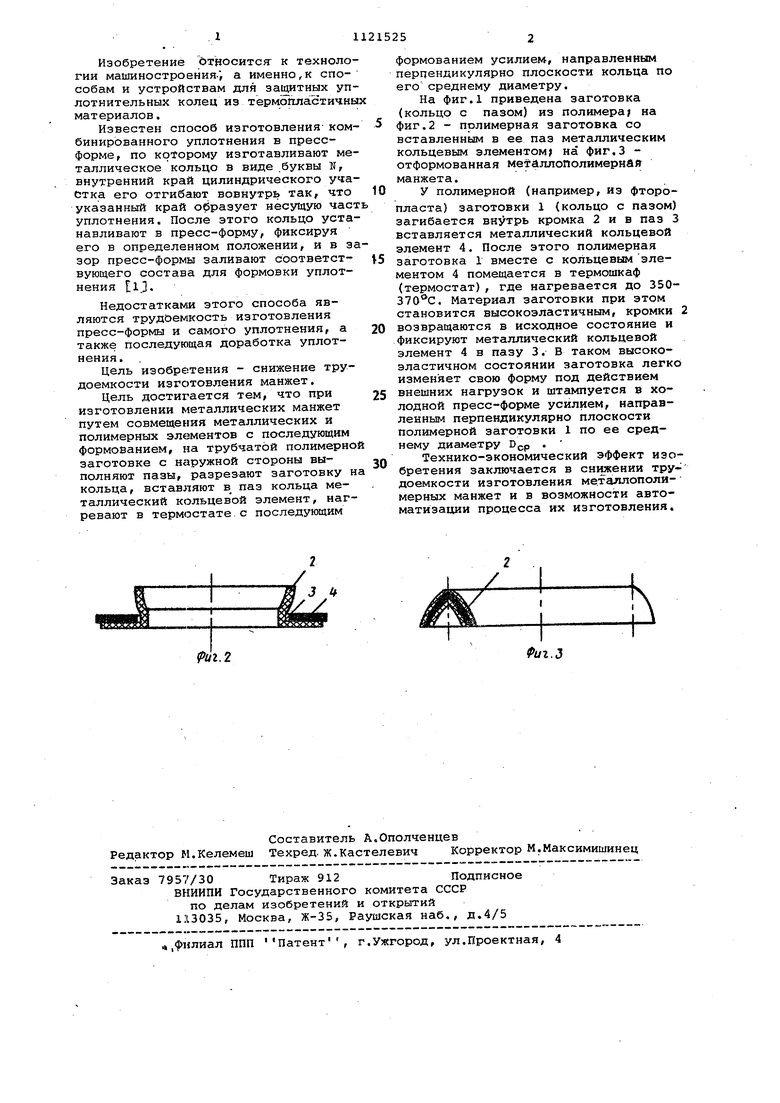
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ МАНЖЕТ ИЗ ЭЛАСТОМЕРНОГО МАТЕРИАЛА | 2000 |
|
RU2174631C1 |
| ЛАРИНГЕАЛЬНАЯ МАСКА | 2006 |
|
RU2417796C2 |
| Способ изготовления поршневых колец из полимерных композиционных материалов | 1989 |
|
SU1713820A1 |
| УПЛОТНИТЕЛЬНАЯ МАНЖЕТА | 2000 |
|
RU2176756C2 |
| ШАРОВОЙ КРАН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2136998C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ТРЕНИЯ ТОРЦОВОГО УПЛОТНЕНИЯ | 2002 |
|
RU2221673C1 |
| ЛОПАСТЬ ХВОСТОВОГО ВИНТА ВЕРТОЛЕТА В ОБТЕКАТЕЛЕ, ВЫПОЛНЕННАЯ ИЗ ТЕРМОПЛАСТИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА (ВАРИАНТЫ), И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2111894C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВО-ФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2005 |
|
RU2308372C2 |
| СПОСОБ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЗАРЯДОВ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 2006 |
|
RU2301787C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНОГО УЛЬТРАДИСПЕРСНОГО ПОРИСТОГО МАТЕРИАЛА | 2013 |
|
RU2528842C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ МЕТЛЛЛОПОЛИМЕРНЫХ МАНЖЕТ путем совмещения металлических и полимерных элементов с Последующим формированием, отличающийся тем, что, с целью упрощения изготовления, на трубчатой заготовке с наружной стороны выполняют пазы, разрезают заготовку на кольца, вставляют в паз кольца металлический кольцевой элемент, нагревают в термостате с последующим формованием усилием, направленным перпендикулярно плоскости кольца по его среднему диаметру.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
