Изобретение относится к области строительства, преимущественно дорожного строительства, и может быть широко использовано при изготовлении железобетонных конструкций, используемых в мостостроении.
Широко известны способы изготовления арматурных канатов с антикоррозионной защитой, в которых на покрытый слоем пластичной смазки арматурный канат наносят слой или слои, например, путем намотки, полимерной, преимущественно полиэтиленовой, пленки (патент RU N 2135686, E 04 С 5/12, 1998 г. ).
Известны также арматурные канаты, представляющие собой составляющую арматурный канат проволоку с нанесенной на нее смазкой, помещенную в полихлорвиниловую трубку, что не исключает наличия в ней влаги (Строительство и архитектура, строительные конструкции. Обзорная информация, серия 11, вып. 6. Напрягаемая арматура железобетонных конструкций в СССР и за рубежом. - М. : 1983, с. 6, рис. 2).
Известным техническим решениям присущи сложность выполнения технологических процессов и трудоемкость выполняемых операций при изготовлении арматурных канатов для ответственных конструкций, например в мостостроении, что также не обеспечивает равное по длине каната количество смазки на единицу его длины, снижая тем самым надежность и долговечность его работы.
Задачей настоящих изобретений является повышение надежности и долговечности изделий с арматурными канатами при снижении трудоемкости их изготовления.
В способе изготовления арматурных канатов с антикоррозионной защитой это достигается тем, что он включает нанесение смазки на образующие канат проволоки, обрезку каната на отрезки заданной длины и выполнение полимерного покрытия в виде оболочки на отрезках арматурного каната, при этом нанесение смазки на образующие канат проволоки производят до обрезки каната при расплетении их в упругой стадии, а выполнение полимерного покрытия на арматурном канате производят путем встречного соосного относительного перемещения отрезков каната и/или трубок из полимерного материала, отрезанных по 0,8-1,1 длины отрезка каната и предварительно заполненных смазкой, по крайней мере, на половину их объема. Полимерное покрытие целесообразно выполнять из трубок, внутренний диаметр которых не менее 1,1 диаметра окружности, описанной вокруг арматурного каната. Смазку, вытесняемую из трубок в процессе встречного соосного перемещения отрезков каната и предварительно заполненных смазкой трубок из полимерного материала, следует направлять на повторное использование - для заполнения трубок и/или для нанесения смазки на образующие канат проволоки. Кроме того, смазку в процессе заполнения ею трубок из полимерного материала, следует нагнетать с торца трубки, через который вводят отрезок каната при их соосном относительном перемещении, причем введение отрезка каната производят без доступа воздуха в трубку, преимущественно через ванну со смазкой.
В арматурном канате с антикоррозионной защитой это достигается тем, что он содержит образующие его проволоки и оболочку в виде трубки из полимерного материала, пространство между которыми заполнено смазкой, при этом пространство между образующими канат проволоками заполнено смазкой до обрезки каната на отрезки в процессе расплетения проволок в их упругой стадии, трубка выполнена длиной 0,8-1,1 длины отрезка каната, который помещен в предварительно заполненную смазкой, по крайней мере, на половину объема трубку путем встречного соосного относительного их перемещения. Кроме того, внутренний диаметр трубки целесообразно выбирать не менее 1,1 диаметра окружности, описанной вокруг арматурного каната, а заполненная смазкой полость между внутренней поверхностью трубки и канатом не должна иметь воздушных включений.
Изобретения поясняются чертежами, где:
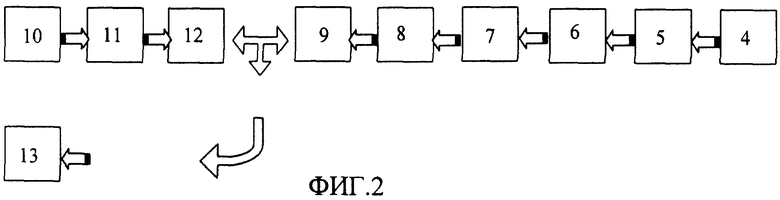
на фиг. 1 изображен пример блок-схемы технологической линии, реализующей описанный выше способ;
на фиг. 2 представлено поперечное сечение арматурного каната с антикоррозионной защитой.
Арматурный канат с антикоррозионной защитой содержит образующие его проволоки 1 и оболочку в виде трубки 2 из полимерного материала. Пространство между проволоками 1 каната и внутренней поверхностью трубки 2 заполнено консервирующей смазкой 3. Заполнение указанного пространства произведено смазкой до обрезки каната на отрезки в процессе расплетения проволок в их упругой стадии, чем обеспечивается возврат проволок к первоначально заплетенной форме каната без изменения его диаметра. Трубка 2 выполнена длиной 0,8-1,1 длины отрезка каната, что в первом случае обеспечивает снижение трудоемкости работ по подготовке к анкеровке каната, а во втором случае - обеспечивает длительное хранение заготовленных арматурных канатов с антикоррозионной защитой без каких-либо повреждений его структуры, причем заполненная смазкой полость между внутренней поверхностью трубки и канатом не будет иметь воздушных включений. Внутренний диаметр трубки 2 выбран не менее 1,1 диаметра окружности, описанной вокруг арматурного каната из условия минимизации перетекания смазки при возможной деформации каната и обеспечения свободного перемещения каната внутри трубки.
Арматурный канат с антикоррозионной защитой изготавливают путем нанесения смазки 3 на образующие канат проволоки 1, обрезки каната на отрезки заданной длины и выполнения полимерного покрытия в виде оболочки по форме трубки 2 на отрезках арматурного каната. Нанесение смазки на образующие канат проволоки производят до обрезки каната при расплетении их в упругой стадии, а выполнение полимерного покрытия на арматурном канате производят путем встречного соосного относительного перемещения отрезков каната и/или трубок из полимерного материала, отрезанных по 0,8-1,1 длины отрезка каната и предварительно заполненных смазкой, по крайней мере, на половину их объема. Полимерное покрытие целесообразно выполнять из трубок, внутренний диаметр которых не менее 1,1 диаметра окружности, описанной вокруг арматурного каната. Смазку, вытесняемую из трубок в процессе встречного соосного перемещения отрезков каната и предварительно заполненных смазкой трубок из полимерного материала, следует направлять на повторное использование - для заполнения трубок и/или для нанесения смазки на образующие канат проволоки. Кроме того, смазку в процессе заполнения ею трубок из полимерного материала следует нагнетать с торца трубки, через который вводят отрезок каната при их соосном относительном перемещении, причем введение отрезка каната производят без доступа воздуха в трубку, преимущественно через ванну со смазкой. Технологическая линия для осуществления способа изготовления арматурного каната с антикоррозионной защитой может включать установленные в технологической последовательности, с одной стороны - бухту 4 стального каната, толкатель 5, выполняющий также функции правильного механизма, устройство 6 для расплетения проволок 1 в упругой стадии, устройство 7 для смазки расплетенных проволок, устройство 8 для гарантированного возврата расплетенных проволок в первоначальное состояние и устройство 9 для обрезки каната по заданной длине. С другой стороны, линия включает бухту 10 с полимерной трубкой 2, устройство для ее обрезки 11 по заданной длине, устройство 12 для заполнения отрезка трубки 2 консервирующей смазкой. В месте встречи двух описанных потоков происходит относительное соосное размещение отрезка каната в полости трубки с выдавливанием из ее полости излишков смазки. При необходимости арматурный канат с антикоррозионной защитой может быть намотан на бухту 13, диаметр которой не менее диаметра бухты 10 для полимерной трубки.
Данный способ изготовления арматурного каната с антикоррозионной защитой позволяет полностью механизировать процесс, обеспечить гарантированное покрытие каждой проволоки защитной смазкой и изготавливать любой длины и хранить длительное время арматурный канат с антикоррозионной защитой.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АНКЕРОВКИ АРМАТУРНОГО КАНАТА С АНТИКОРРОЗИОННОЙ ЗАЩИТОЙ | 2001 |
|
RU2178488C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУЧКА АРМАТУРНЫХ КАНАТОВ С АНТИКОРРОЗИОННОЙ ЗАЩИТОЙ И ПУЧОК АРМАТУРНЫХ КАНАТОВ С АНТИКОРРОЗИОННОЙ ЗАЩИТОЙ | 2002 |
|
RU2202683C1 |
| АНКЕРНОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2001 |
|
RU2178485C1 |
| АРМАТУРНЫЙ ПУЧОК ИЗ ВЫСОКОПРОЧНЫХ КАНАТОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ С АРМАТУРНЫМИ ПУЧКАМИ | 2001 |
|
RU2178045C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАНАТА | 2018 |
|
RU2705668C1 |
| АРМАТУРНЫЙ КАНАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2543400C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНОГО ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО ЖЕЛЕЗОБЕТОННОГО КАРКАСА ЗДАНИЯ | 2008 |
|
RU2384675C1 |
| АРМАТУРНЫЙ ПУЧОК | 2010 |
|
RU2453665C1 |
| ЗАЩИТНОЕ УСТРОЙСТВО ДЛЯ СТЫКА АРМАТУРНЫХ ПУЧКОВ | 2001 |
|
RU2178490C1 |
| УСТРОЙСТВО ДЛЯ АНКЕРОВКИ АРМАТУРНЫХ КАНАТОВ | 2003 |
|
RU2231604C1 |
Изобретение относится к строительству, преимущественно дорожному строительству, и может быть широко использовано при изготовлении железобетонных конструкций, используемых в мостостроении. Технический результат - повышение надежности и долговечности изделий с арматурными канатами при снижении трудоемкости их изготовления. В способе изготовления арматурных канатов с антикоррозионной защитой и в арматурном канате, изготовленном этим способом, это достигается тем, что процесс включает нанесение смазки на образующие канат проволоки, обрезку каната на отрезки заданной длины и выполнение полимерного покрытия в виде оболочки на отрезках арматурного каната, при этом нанесение смазки на образующие канат проволоки производят до обрезки каната при расплетении их в упругой стадии, а выполнение полимерного покрытия на арматурном канате производят путем встречного соосного относительного перемещения отрезков каната и/или трубок из полимерного материала, отрезанных по 0,8 - 1,1 длины отрезка каната и предварительно заполненных смазкой, по крайней мере, на половину их объема. Полимерное покрытие целесообразно выполнять из трубок, внутренний диаметр которых не менее 1,1 диаметра окружности, описанной вокруг арматурного каната. Смазку, вытесняемую из трубок в процессе встречного соосного перемещения отрезков каната и предварительно заполненных смазкой трубок из полимерного материала, следует направлять на повторное использование - для заполнения трубок и/или для нанесения смазки на образующие канат проволоки. Кроме того, смазку в процессе заполнения ею трубок из полимерного материала следует нагнетать с торца трубки, через который вводят отрезок каната при их соосном относительном перемещении, причем введение отрезка каната производят без доступа воздуха в трубку, преимущественно через ванну со смазкой. 2 с. и 5 з. п. ф-лы, 2 ил.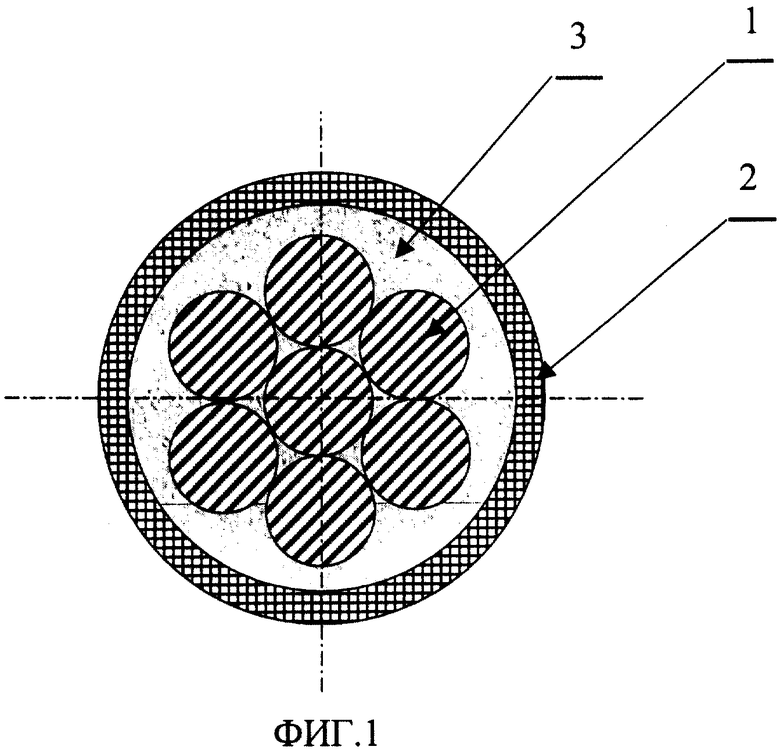
| Строительство и архитектура, строительные конструкции//Обзорная информация, серия 11, вып.6 | |||
| Напрягаемая арматура железобетонных конструкций в СССР и за рубежом | |||
| - М., 1983, с.6 | |||
| 0 |
|
SU160135A1 | |
| DE 1559568 В2, 08.04.1976 | |||
| DE 3424737 С1, 14.08.1985 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕФТЯНОГО ТОПЛИВА ДЛЯ ГАЗОВОЙ ТУРБИНЫ (ВАРИАНТЫ), НЕФТЯНОЕ ТОПЛИВО ДЛЯ ГАЗОВОЙ ТУРБИНЫ И СПОСОБ ВЫРАБОТКИ ЭЛЕКТРОЭНЕРГИИ С ЕГО ИСПОЛЬЗОВАНИЕМ | 1999 |
|
RU2203926C2 |
| DE 3838069 А1, 17.05.1990 | |||
| GB 1489579 А, 19.10.1977 | |||
| АРМАТУРНЫЙ ЭЛЕМЕНТ УСИЛЕНИЯ КОНСТРУКЦИЙ МОСТОВ | 1998 |
|
RU2135686C1 |

