Изобретение относится к области машиностроения и может быть использовано в качестве инструмента для очистки наружной цилиндрической поверхности обрабатываемой детали от производственной коррозии, окалины, шлака, краски, например зачистки под сварку и вальцовку, а также для снятия заусенцев с торца обрабатываемой детали.
Известна проволочная щетка, содержащая набор проволочных режущих элементов, установленных на оправке и поджатых с двух сторон элементами крепления. Режущие элементы выполнены с переменным диаметром /авторское свидетельство СССР N 700098, МПК A 46 B 13/02, 1979/.
Недостатком указанной щетки является то, что проволочные режущие элементы испытывают периодические знакопеременные нагрузки в период работы, что отрицательно влияет на долговечность проволочных режущих элементов и ухудшает эксплутационные возможности щетки.
Наиболее близкой к заявляемой относится проволочная щетка, содержащая набор проволочных режущих элементов с режущей поверхностью, установленных в сквозных отверстиях оправки, причем режущие поверхности проволочных режущих элементов направлены внутрь оправки, торцевые поверхности которой выполнены в виде фланцев, один из которых выполнен с отверстием для базирования оправки относительно обрабатываемой детали во время обработки /авторское свидетельство СССР N 1134172, кл. A 46 B 7/04, 1985/.
Недостатками известного устройства является сложность осуществления переналадки устройства на обработку деталей с другими размерами, кроме того, данным устройством невозможно обработать торец детали.
Задача изобретения: исключить знакопеременные нагрузки на проволочные режущие элементы для увеличения долговечности проволочных режущих элементов, гарантировать плотность контакта режущих поверхностей проволочных режущих элементов и детали, повысить эксплутационные возможности щетки за счет настройки проволочных режущих элементов на любой диаметр и совмещения одновременной работы проволочных режущих элементов с торцевым абразивным элементом.
Это достигается тем, что проволочная щетка, содержащая набор проволочных режущих элементов с режущей поверхностью, установленных в сквозных отверстиях оправки, причем режущие поверхности проволочных режущих элементов направлены внутрь оправки, торцевые поверхности которой выполнены в виде фланцев, один из которых выполнен с отверстием для базирования оправки относительно обрабатываемой детали во время работы, согласно изобретения режущие проволочные элементы жестко установлены в съемных гильзах, а другой фланец содержит цилиндрическую поверхность, на которой жестко закреплен торцевой абразивный элемент. Для увеличения жесткости оправки и для повышения надежности крепления съемных гильз в оправке к наружной цилиндрической поверхности оправки в месте крепления съемной гильзы жестко закреплена планка. Целесообразно по наружной поверхности съемные гильзы закреплять крепежными элементами, например контргайкой. Кроме того, сквозные отверстия оправки и наружные поверхности съемных гильз выполнены с резьбой.
Таким образом, в предлагаемой щетке по сравнению с прототипом исключены знакопеременные нагрузки на проволочные режущие элементы, что увеличивает долговечность проволочных режущих элементов, гарантирована плотность контакта режущих поверхностей проволочных режущих элементов и детали, повышены эксплутационные возможности щетки за счет настройки проволочных режущих элементов на любой диаметр и совмещения обработки наружной цилиндрической поверхности обрабатываемой детали проволочными режущими элементами с обработкой торцевой поверхности обрабатываемой детали торцевым абразивным элементом.
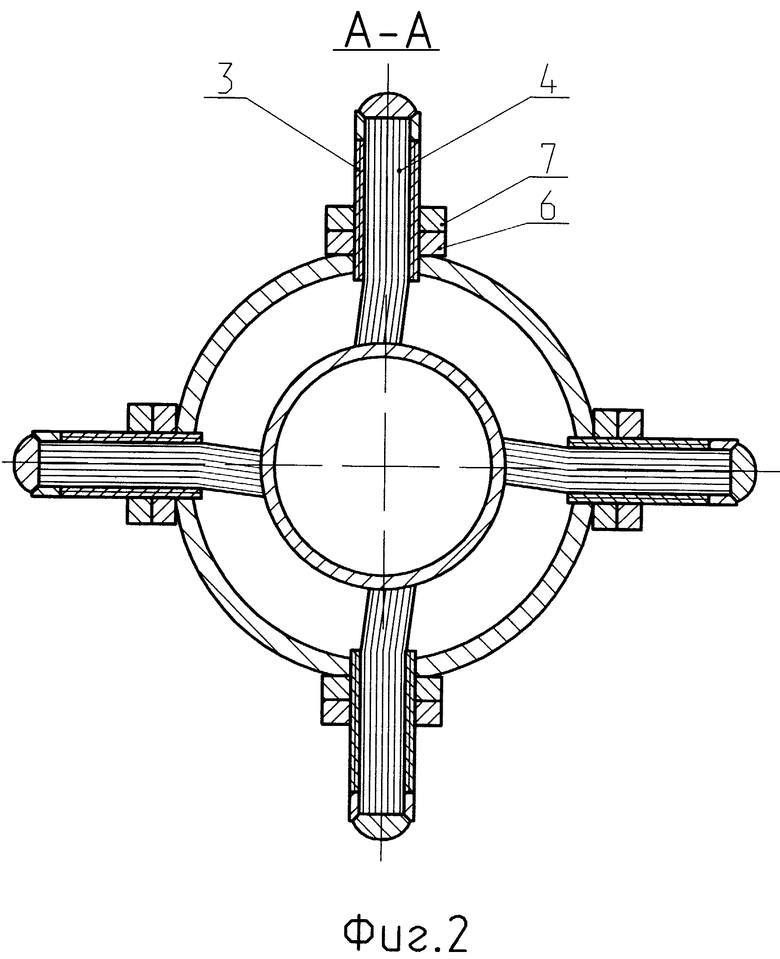
На фиг. 1 показан вид щетки в плане; на фиг. 2 - разрез вида в плане по А-А.
Проволочная щетка содержит оправку 1, имеющую резьбовые отверстия 2, в которых закреплены съемные гильзы 3, по наружной поверхности которых выполнена резьба. Съемные гильзы 3 содержат проволочные режущие элементы 4, направленные режущими поверхностями внутрь оправки 1 и расположенные диаметрально противоположно относительно друг друга для получения плотного контакта с обрабатываемой деталью 5. С целью повышения жесткости оправки 1 и для более жесткой фиксации гильз 3 в оправке 1 к ней жестко прикреплена планка 6. Фиксация съемных гильз 3 относительно оправки 1 происходит с помощью контргайки 7. Режущие элементы 4 жестко закреплены в гильзах 3 с той стороны, которая обращена наружу оправки 1. Оправка 1 имеет фланец 8 с отверстием 9, которое базирует проволочную щетку относительно обрабатываемой детали 5. Оправка 1 с другой стороны имеет фланец 10 с отверстием 11 для фиксации на шпинделе 12 привода (привод на чертеже не показан). Фланец 10 содержит цилиндрическую поверхность 13, на которой гайкой 14 через шайбу 15 зафиксирован торцевой абразивный элемент 16 для снятия заусенцев с торца обрабатываемой детали 5.
На жестко закрепленную деталь 5 базирующим отверстием 9 одевается проволочная щетка. Затем щетке придается вращательное движение приводом и осуществляются многократные возвратно-поступательные движения проволочной щеткой относительно обрабатываемой детали 5 до касания торцевого абразивного элемента 16 обрабатываемой детали 5. При этом режущие поверхности проволочных режущих элементов 4 очищает наружную поверхность обрабатываемой детали 5 от коррозии, масла, краски, и пр., а торцевой абразивный элемент 16 снимает заусенцы с обрабатываемой детали 5. Усилие резания достигается за счет упругости проволочных режущих элементов 4, которые отклоняются на величину натяга. Настройка проволочной щетки на обработку деталей любого диаметра и компенсация износа проволочных режущих элементов 4 производится путем перемещения съемных гильз 3 в резьбовых отверстиях 2 оправки 1. Проволочные режущие элементы 4 имеют постоянный контакт с обрабатываемой деталью 5 с одинаковой нагрузкой, что значительно увеличивает производительность проволочной щетки, качество обрабатываемой поверхности, в то же время за счет отсутствия знакопеременной нагрузки увеличивается долговечность проволочных режущих элементов 4.
Проволочная щетка может быть использована на машиностроительных предприятиях для очистки наружных поверхностей цилиндрических деталей от коррозии, масла, краски, зачистки наружных поверхностей цилиндрических деталей под сварку и вальцовку, а также для снятия заусенцев с торцов цилиндрических деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОДОСЛИВНОЕ УСТРОЙСТВО | 2023 |
|
RU2814897C1 |
| ГИБКИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2012 |
|
RU2524455C2 |
| ИНСТРУМЕНТ ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ | 2014 |
|
RU2553958C1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239547C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОШЛИФОВАНИЯ | 2003 |
|
RU2239538C1 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| ИНСТРУМЕНТАЛЬНЫЙ БЛОК ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК НА ЗУБЧАТОЙ ДЕТАЛИ | 1994 |
|
RU2078653C1 |
| СЕКЦИОННЫЙ РАДИАТОР | 2008 |
|
RU2391609C2 |
| РУПОРНЫЙ ИЗЛУЧАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2503101C2 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
Изобретение относится к устройствам для очистки наружных поверхностей цилиндрических деталей от коррозии, масла, краски и снятия заусенцев с торцов цилиндрических деталей. Проволочная щетка содержит набор проволочных режущих элементов с режущей поверхностью, установленных в сквозных отверстиях оправки, причем режущие поверхности проволочных режущих элементов направлены внутрь оправки, торцовые поверхности которой выполнены в виде фланцев, один из которых имеет отверстие для базирования оправки относительно обрабатываемой детали во время работы. Режущие проволочные элементы жестко установлены в съемных гильзах, а другой фланец содержит цилиндрическую поверхность, на которой жестко закреплен торцевой абразивный элемент, что обеспечивает повышение эксплуатационных возможностей щетки за счет совмещения обработки наружной цилиндрической поверхности обрабатываемой детали с обработкой торцевой поверхности. 3 з.п. ф-лы, 2 ил.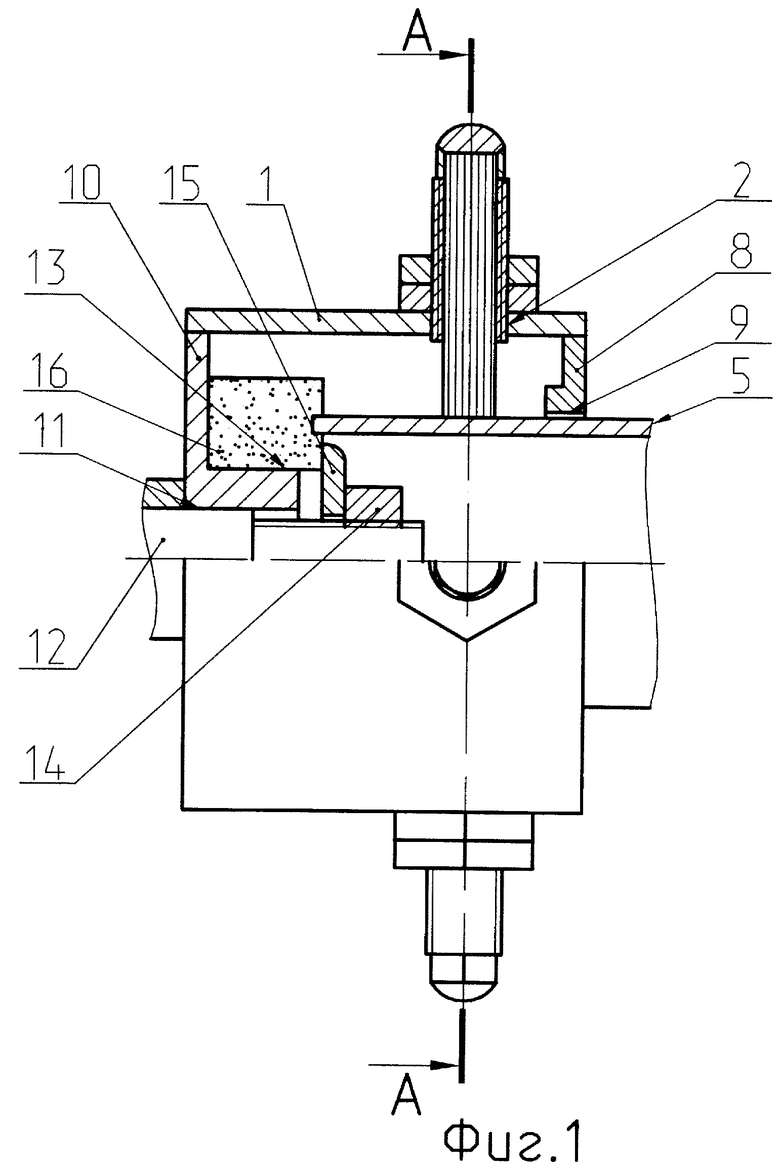
| Щетка | 1983 |
|
SU1134172A1 |
| RU 2001707 С1, 30.10.1993 | |||
| РАБОЧИЙ МЕХАНИЗМ МАШИНЫ ДЛЯ ОЧИСТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1997 |
|
RU2118576C1 |
| Инструмент для обработки поверхностей | 1990 |
|
SU1797842A1 |
| US 4771499 А, 20.09.1988 | |||
| US 5575327 А, 19.11.1996. | |||
