Изобретение относится к технологии машиностроения, а именно к обработке материалов иглорезанием и шлифованием с регулируемыми диаметром инструмента и углом наклона режущего слоя относительно оси вращения, и может быть использовано на машиностроительных предприятиях для эффективной чистовой обработки заготовок из различных металлов, предрасположенных к дефектообразованию.
Известен способ и устройство для его реализации для очистки поверхностей от продуктов коррозии, окалины и т.д., содержащее приводной диск с поочередно размещенными по его окружности пучками ворса и установленными в сквозных отверстиях диска абразивными цилиндрами [1].
Недостатками известного способа и устройства являются узкая специализация, которая ограничивает применения его для обработки тел вращения, при этом свободное вращение абразивных цилиндров только за счет сил трения не позволяет интенсифицировать процесс обработки, кроме того, по мере износа абразива цилиндры будут с меньшим усилием прижиматься к обрабатываемой поверхности из-за свойств прижимных пружин, причем устройство не позволяет полностью использовать режущие свойства абразива, который требует очень большой скорости вращения (порядка нескольких тысяч оборотов при таких малых диаметрах цилиндров) диска, что трудно осуществить по динамическим соображениям, тем самым будет снижаться производительность и качество обработки.
Задача изобретения - повышение производительности, качества обработки и долговечности инструмента за счет быстрого восстановления наружного диаметра шлифовального круга и аксиально-смещенного режущего слоя.
Поставленная задача решается предлагаемым комбинированным способом иглошлифования, при котором заготовке и сборному инструменту, содержащему шлифовальный круг с устройством его крепления на оправке, диски, имеющие размещенные по периферии отверстия для крепления U-образных пучков проволочного ворса, и фланцы для фиксации дисков на оправке, сообщают вращательные движения и движения подачи вдоль обрабатываемой поверхности, причем восстановление изношенного наружного диаметра круга осуществляют на ходу, без остановки процесса, за счет подачи сжатого воздуха в упругую оболочку до диаметра меньше диаметра дисков с проволочным ворсом на удвоенную величину натяга, с которым инструмент прижимается к заготовке, при этом шлифовальный круг состоит из отдельных алмазно-абразивных брусков, закрепленных на наружной поверхности торообразной упругой оболочки.
При этом для интенсификации процесса и придания большей жесткости торообразной упругой оболочки внутренняя поверхность ее разделена перегородками на отсеки, сообщающиеся между собой, а с торцов оболочки установлены ограничительные шайбы.
Кроме того, с целью увеличения длины дуги контакта инструмента с заготовкой круг и диски установлены на оправке под острым углом α к плоскости, перпендикулярной оси вращения, с помощью косых шайб, расположенных с торцов инструмента, при этом угол α назначается по формуле:
α<arctg(Аш/D),
где Аш - амплитуда осциллирующего режущего слоя круга, которая принимается не более
Aш<Вш;
D и Вш - соответственно наружный диаметр и высота шлифовального круга.
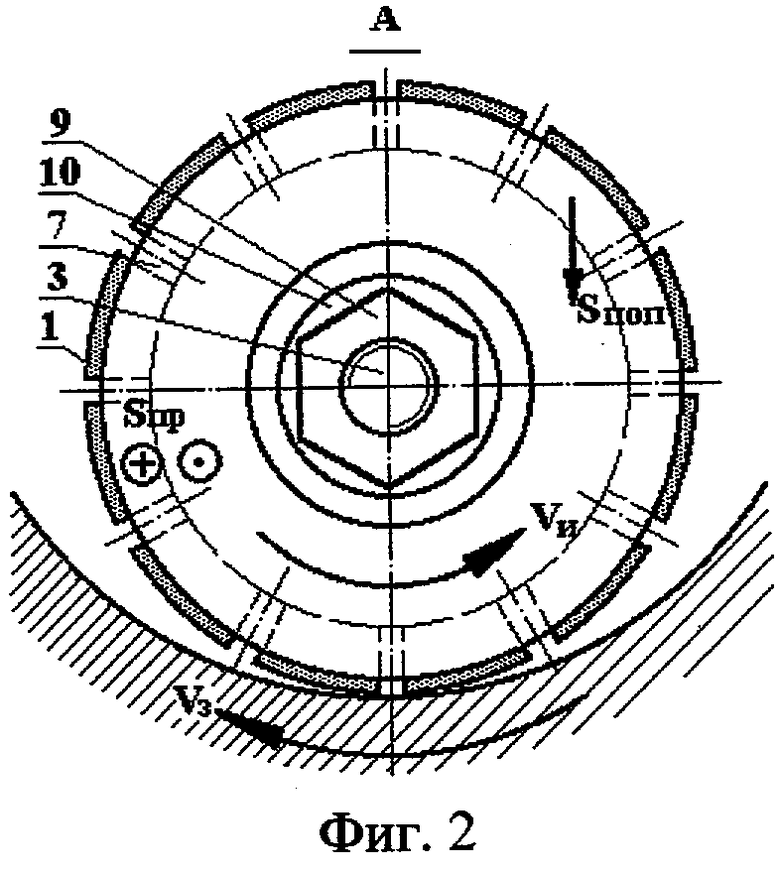
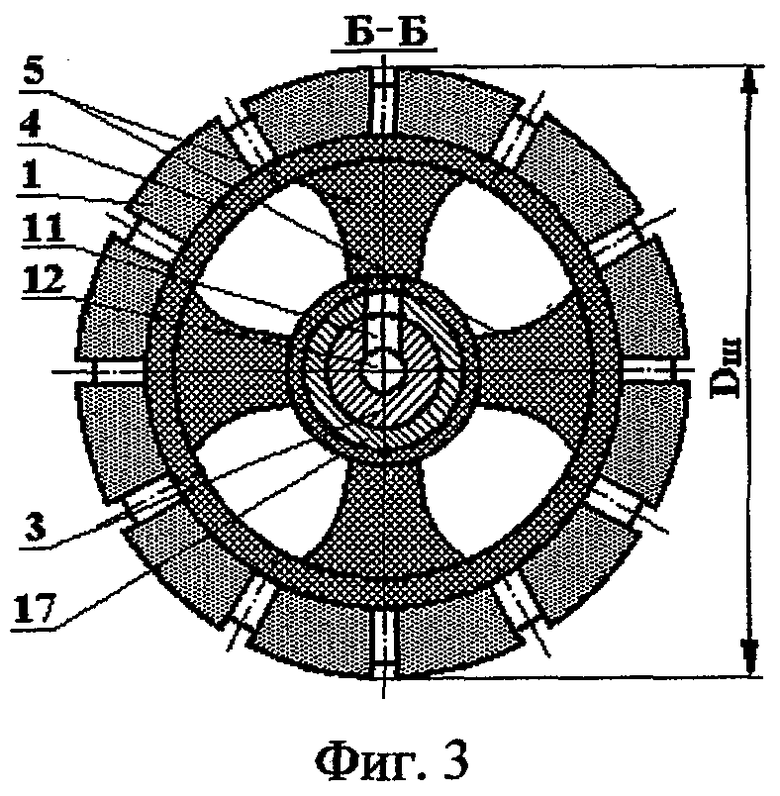
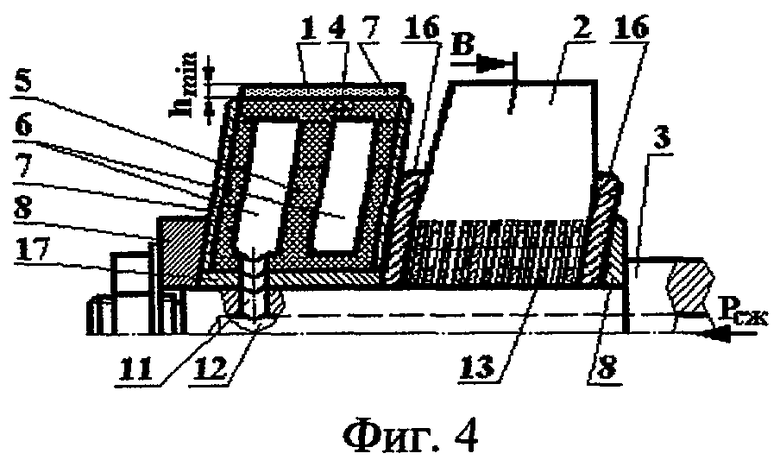
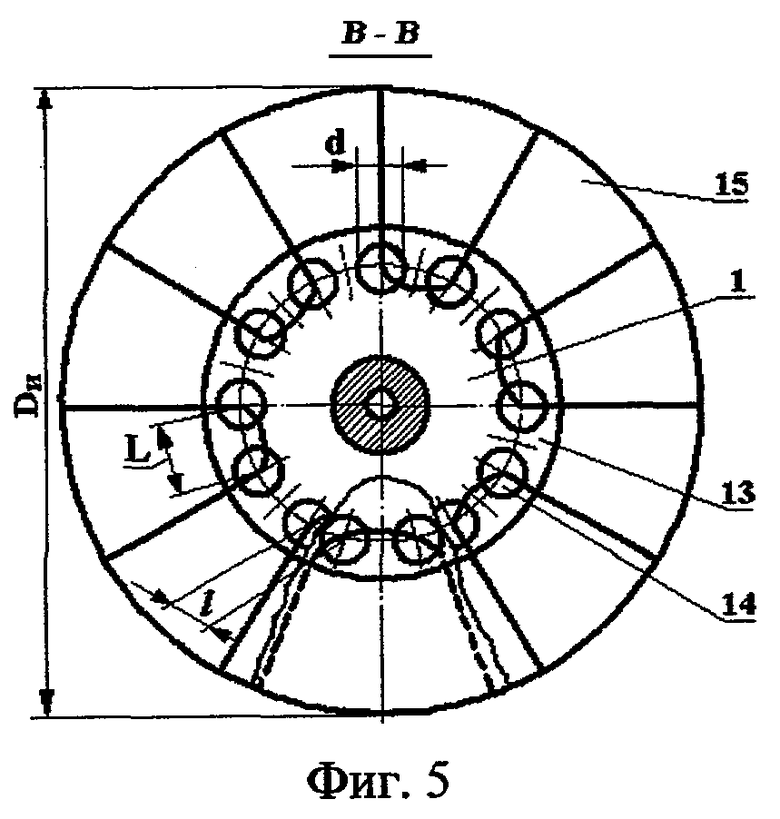
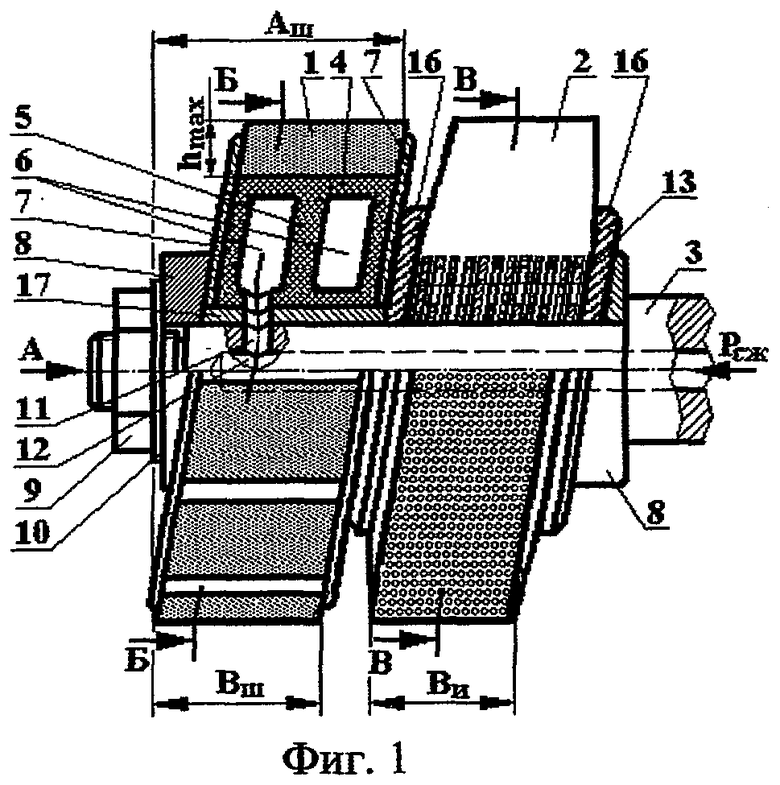
На фиг.1 изображена конструкция сборного инструмента для реализации предлагаемого способа, частичный продольный разрез; на фиг.2 схематично изображен предлагаемый способ комбинированного иглошлифования, вид А на фиг.1; на фиг.3 - сечение Б-Б на фиг.1; на фиг.4 - частичный продольный разрез инструмента с максимально изношенным кругом; фиг.5 - сечение В-В на фиг.1; на фиг.6 - схема сборки иглофрезы; на фиг.7 - развертка следа комбинированного инструмента на обработанной поверхности; на фиг.8 - схема взаимодействия иглофрезы с обрабатываемой заготовкой.
Предлагаемый комбинированный способ иглошлифования используется при совместной и последовательной обработки иглофрезерованием и шлифованием, которое производится периферийным аксиально-смещенным режущим слоем сборного иглошлифовального инструмента.
Комбинированный иглошлифовальный инструментом содержит шлифовальный круг 1 и иглофрезу 2, закрепленные на одой оправке 3 (фиг.1-4).
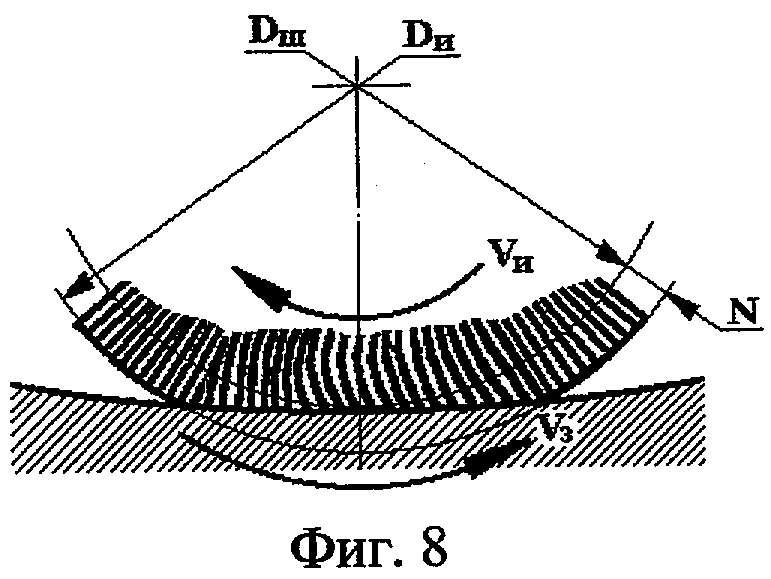
Шлифовальный круг 1, который является сборным, состоит из отдельных алмазно-абразивных брусков, закрепленных на наружной поверхности торообразной упругой оболочки 4. Для придания большей жесткости торообразной упругой оболочке 4 внутренняя поверхность ее разделена перегородками 5 на отсеки 6, сообщающиеся между собой [2]. Такое устройство крепления сборного шлифовального круга 1 позволяет быстро, на ходу восстанавливать изношенный наружный диаметр крута путем подачи сжатого воздуха Рсж в упругую оболочку 4 из условия увеличения диаметра Dш до размеров меньше диаметра Dи иглофрезы 2 на удвоенную величину натяга N, с которым инструмент прижимается к детали (фиг.8).
Алмазно-абразивные бруски круга 1 берут на гибкой, например, каучуковой основе, а крепление их к торообразной упругой оболочке 4 выполняют одним из известных способов, например приклеиванием путем вулканизации и др.
Торообразная упругая оболочка 4 установлена на оправке 3 с помощью ограничительных шайб 7, косых шайб 8 и закреплена гайкой 9 с шайбой 10.
Приведение в рабочее состояние торообразной упругой оболочки 4 осуществляется путем подачи в оболочку через боковое 11 и центральное 12 отверстия, расположенные в оправке 3, штуцера и ниппеля (не показаны) под давлением Рсж сжатого воздуха.
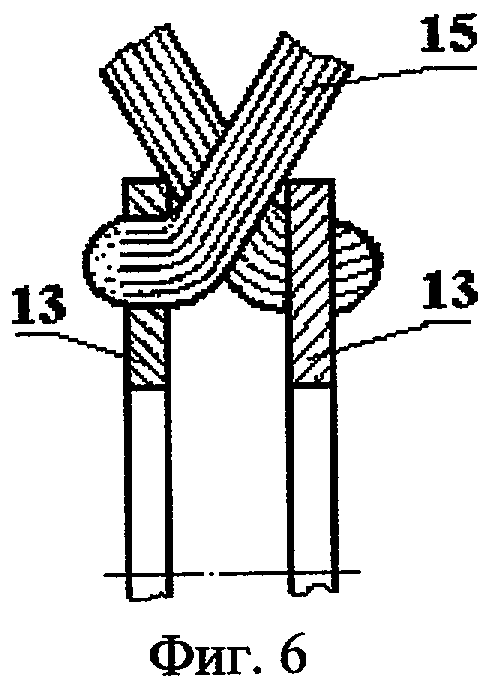
Иглофреза 2 состоит из дисков 13, которые имеют размещенные по периферии отверстия 14 для крепления U-образных пучков проволочного ворса 15, и фланцы 16 для фиксации дисков 13 на оправке 3 (фиг.1, 4, 5-6).
Каждый U-образный пучок 15 проволочного ворса закреплен на диске 13 так, что участок его сгиба размещен между парой отверстий 14, а его свободные концы проходят через эти отверстия и расположены радиально по отношению к оси оправки 3. Расстояние между осями каждой пары отверстий диска 13 не превышает удвоенного диаметра d отверстия [3].
Диски 13 установлены со смещением один относительно другого так, что U-образные пучки ворса 15 одного из них расположены между пучками другого. Расстояние l между осями отверстий 14 двух рядом расположенных по длине оправки 3 дисков 13 равно половине расстояния L между осями пары отверстий 14 в диске.
Диски 13 установлены под острым углом α к плоскости, перпендикулярной оси вращения, благодаря косым шайбам 8, расположенным с торцов инструмента, при этом угол α назначается по формуле:
α<arctg(Аш/D),
где Аш - амплитуда осциллирующего режущего слоя круга, которая принимается не более
Aш<Вш;
D и Вш - соответственно наружный диаметр и высота шлифовального круга.
Сборка инструмента, реализующего предлагаемый способ, осуществляется следующим образом.
Нарезается проволока из бухты и набираются пучки диаметром, близким к диаметру отверстия 14. Затем пучки перегибаются и концами продеваются в соседние отверстия 14 диска 13, после чего они вторично перегибаются уже в радиальном направлении диска. Затем диски 13 надеваются на оправку 3 до упора во фланец 16 и косую шайбу 8, предварительно установленные на оправке 3, и фиксируются с противоположной стороны через втулку 17 другой косой шайбой 8 с последующей затяжкой гайкой 9. Диски 13 устанавливаются на оправке 3 таким образом, что пучки ворса на одном диске располагаются между пучками ворса на рядом стоящем диске. Косые шайбы 8 располагаются максимальной толщиной в диаметрально противоположных местах с каждого торца инструмента.
Работа по предлагаемому способу осуществляется следующим образом.
Инструмент устанавливается на оправке, которой сообщается вращение, и подводится к обрабатываемой поверхности. Концы проволочного ворса, взаимодействуя с обрабатываемой поверхностью, осуществляют микрорезание. При небольшом вылете ворса (15...20 мм) инструмент работает как иглофреза.
Вслед за обработкой поверхности иглофрезерованием ведется абразивная чистовая обработка. Инструмент вращается с окружной скоростью не менее Vи=60...70 м/с и прижимается с постоянным усилием 600...1000 Н к обрабатываемой детали, например (применительно к круглому иглошлифованию) вращающейся с окружной скоростью Vз=0,02...0,08 м/с. Продольная подача инструмента относительно детали составляет Sпр=0,6...1,5 мм/об.
При износе круга 1 и уменьшении его наружного диаметра Dш с высотой алмазно-абразивных брусков hmax (для нового круга) вплоть до hmin (для максимально изношенного) осуществляют восстановление круга на ходу, без остановки процесса, за счет подачи сжатого воздуха в упругую оболочку до диаметра меньше диаметра дисков с проволочным ворсом на удвоенную величину натяга N, с которым инструмент прижимается к заготовке.
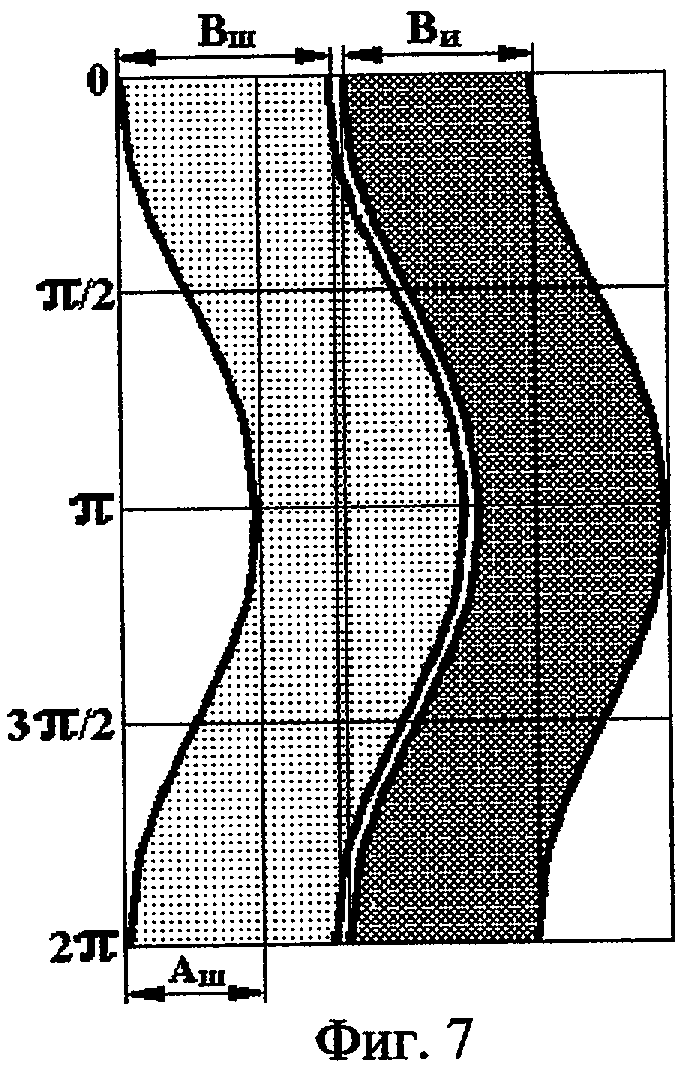
Исследования показали, что предложенный способ при сочетании большой скорости вращения и синусоидального осциллирования в продольном направлении теплового поля интенсифицирует процесс обработки вследствие прироста длины дуги контакта инструмента и заготовки, наличия угла пересечения траектории движения шлифовального круга и иглофрезы с направлением исходной шероховатости, обуславливая сетку следов и характер микрогеометрии как при хонинговании, шлифохонинговании с наложением вибраций (фиг.7). Улучшаются условия самозатачиваемости шлифовального круга.
Использование предлагаемого технического решения позволяет высокопроизводительно и качественно удалять значительные припуски, т.е. работать в тяжелых условиях, повысить эффективность использования инструмента в целом, а также части его - иглофрезы с надежным креплением проволочного ворса за счет повышения набивки ворса и жесткости иглофрезы.
Комбинированный способ иглошлифования прост в реализации, а инструмент надежен в эксплуатации, несложен по конструкции и расширяет технологические возможности обработки благодаря совмещению иглофрезерования и шлифования, сокращает вспомогательное время, повышает в 2...2,5 раза производительность обработки, улучшает качество и шероховатость обрабатываемой поверхности.
Источники информации
1. А.с. СССР 1493248, МКИ А 46 В 7/08 // В 24 В 45/00. Устройство для обработки поверхностей. Перепичка Е.В. и Скалько Н.С. Заявка №3984461/31-12, заяв. 04.12.85, опубл. 15.07.89, Бюл. №26 - прототип.
2. Патент Франции 2 654 027, МКИ В 24 В 9/14. Инструмент для обработки поверхности, автоматически принимающий соответствующую форму. Заяв. 06.11.1989, опубл. 05.10.1991, ВИНИПИ №19.
3. А.с. 1 431 726, МКИ А 46 В 7/10. Цилиндрическая щетка. Абугов Л.Г. и др. Заявка №4109194, заяв. 17.06.86, опубл. 23.10.88, Бюл. №36.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239547C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2004 |
|
RU2252123C1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2252133C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
| СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2005 |
|
RU2303509C1 |
| ИГЛОПЛОСКОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2303518C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2239537C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239545C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ИГЛОШЛИФОВАЛЬНЫМ ИНСТРУМЕНТОМ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228128C1 |
Изобретение относится к области машиностроения и может быть использовано для чистовой иглоабразивной обработки заготовок из различных материалов, предрасположенных к дефектообразованию. Для осуществления способа используют инструмент, содержащий шлифовальный круг с устройством его крепления на оправке, диски, имеющие размещенные по периферии отверстия для крепления U-образных пучков проволочного ворса, и фланцы для фиксации дисков на оправке. Шлифовальный круг берут из отдельных алмазно-абразивных брусков, закрепленных на наружной поверхности торообразной упругой оболочки. За счет подачи сжатого воздуха в упругую оболочку осуществляют восстановление изношенного наружного диаметра круга до диаметра, меньше диаметра дисков с проволочным ворсом на удвоенную величину натяга, с которым инструмент прижимают к детали. В результате повышается производительность и качество обработки с увеличением длительности работы инструмента без переналадок и восстановлением наружного диаметра шлифовального круга без остановки процесса. 2 з.п. ф-лы, 8 ил.
α<аrctg(Aш/D),
где Аш - амплитуда осциллирующего режущего слоя круга, которую выбирают не более Аш<Вш;
D и Вш - соответственно наружный диаметр и высота шлифовального круга.
| Устройство для обработки поверхности | 1985 |
|
SU1493248A1 |
| Прерывистый абразивный круг | 1973 |
|
SU446408A1 |
| АЛМАЗНЫЙ КРУГ | 0 |
|
SU274680A1 |
| US 2982940 А, 06.05.1961. | |||

