Изобретение относится к металлообработке и может быть использовано для базирования деталей электрических машин по торцу и внутренней поверхности для их токарной обработки.
Известна оправка разжимная, содержащая цилиндрический хвостовик, переходящий в наружную конусную поверхность, и стержень с резьбой, на стержне с зазором установлена конусная подвижная втулка, жестко скрепленная с гайкой, гайка при вращении на резьбовой части стержня перемещается в осевом направлении совместно с конусной подвижной втулкой, при этом наружные конусные поверхности взаимодействуют с конусными поверхностями разжимной цанги состоящей из расположенных радиально пластин, которые скреплены между собой упругими элементами из резины или пластика (Патент US № 3050313, опубл. 21.08.1962).
Недостатком известной конструкции оправки разжимной является сложность ее изготовления, в связи с применением разжимной цанги состоящей из расположенных радиально пластин скрепленных между собой упругими элементами. Также, недостатком является невысокая прочность и эксплуатационная надежность конструкции, т.к. образуемая при токарной обработке стружка и частицы металла быстро выводят из строя упругие элементы из резины или пластика. Кроме того, невозможно базирование обрабатываемой детали по торцу, т.к. отсутствует конструктивный элемент с жесткой опорной торцевой базовой поверхностью. Имеющиеся торцевые поверхности разжимной цанги не пригодны для точного базирования обрабатываемой детали по ее торце, т.к., скользя по наружным конусным поверхностям, при разжиме могут занимать различное положение в линейном направлении, при этом вариабельность положения торца оправки может достигать десятых долей миллиметра, при разжиме заготовок из одной партии и колебании их по внутреннему диаметру, базовому для оправки, в сотые доли миллиметра. Кроме того, недостатком является возможность вращения конусной подвижной втулки при затяжке или ослаблении, т.е. зажиме-разжиме гайкой, т.к. она жестко скреплена с гайкой. Вращение конусной подвижной втулки отрицательно влияет на точность базирования детали на наружной поверхности цанги, т.к. может приводить к биению ее наружного диаметра в связи с тем, что расположенные радиально пластины цанги имеют конструктивные особенности, такие как допуска на геометрические параметры при ее изготовление, жесткость материала и т.д., в связи с чем наружная поверхность разжимной цанги для обеспечения минимального биения обязательно должна быть отшлифована при ее изготовлении в сборе, в строго определенном положении имитирующем разжим детали. Шлифовка наружного диаметра разжимной оправки в сборе при ее изготовлении позволяет обеспечить минимальное биение ее наружного диаметра в строго определенном взаимном положении ее деталей с конусными поверхностями и тем самым добиться минимального биения при базировании обрабатываемой детали на оправке.
Известна цанговая оправка, содержащая разжимную двустороннюю цангу, цилиндрический хвостовик, переходящий в наружную конусную поверхность, и полый стержень, в котором ходит шток, в полом стержне выполнены пазы, в штоке пазы выполнены конусными, в пазах расположены кулачки, которые перемещаясь радиально давят на внутреннюю поверхность конусной подвижной втулки, а ей в свою очередь, задает осевое перемещение гайка, выполненная с внутренней проточкой, предназначенной для размещения введенного в оправку штифта, закрепленного в отверстии штока, между штифтом штока и цилиндрической втулкой посаженной на него и закрепленной на полом стержне расположена пружина (SU № 1692757 А1, кл. В23В 31/20, опубл. 23.11.1991).
Недостатком известной конструкции является ее сложность, из-за необходимости выполнения точных конусных пазов в штоке, пазов в полом стержне, а также точных кулачков. Также недостатком является то, что конструкция оправки с полым стержнем ослабленным прорезями в нем несет основную нагрузку, а именно сопротивляется радиальным силам возникающим от зажима и обработки детали и обладает недостаточной прочностью, и жесткостью, поэтому не исключается упругая деформация полого стержня и тем самым деформация всей оправки при зажиме что ухудшает точность обработки детали. Кроме того, невозможно базирование зажимаемой детали по торцу, для соблюдения точности обработки ее длиновых геометрических параметров, т.к. отсутствует конструктивный элемент с жестким опорным торцом между цилиндрическим хвостовиком и наружной конусной поверхностью. Кроме того, недостатком является возможность вращения конусной подвижной втулки при зажиме-разжиме гайкой, т.к. при вращении гайки ее торец плотно соприкасается с торцом конусной подвижной втулки, а она не зафиксирована от вращения. Вращение конусной подвижной втулки отрицательно влияет на точность базирования детали на наружной поверхности двусторонней цанги, т.к. может приводить к биению ее наружного диаметра в связи с тем, что расположенные радиально лепестки разжимной двусторонней цанги имеют конструктивные особенности, связанные с допусками ее геометрических и прочностных параметров, в связи с чем наружная поверхность разжимной двусторонней цанги для обеспечения минимального биения обязательно должна быть отшлифована в сборе, в строго определенном положении равном разжимаемому диаметру. Кроме того, разжимная двусторонняя цанга не скреплена с перемещающейся в осевом направлении при зажиме-разжиме конусной подвижной втулкой, что при малых углах конусов на разжимной цанге и конусной подвижной втулке приводит к заклиниванию, т.е. при откручивании гайки с целью разжима конусная подвижная втулка не отводится и не высвобождает одну из сторон двусторонней разжимной цанги.
Наиболее близкой по технической сущности к предлагаемому изобретению является оправка разжимная, содержащая фланец с торцом и полую цилиндрическую часть с пазами, в пазах расположены кулачки, контактирующие с наружными конусными поверхностями пазов двух втулок, одна из втулок неподвижно зафиксирована во фланце, вторая подвижная втулка посажена между шайбами центрального штока с резьбовым стержнем с одной стороны и внутренним шестигранником с другой, кулачки наружной поверхностью соприкасаются с внутренней поверхностью разжимной двусторонней цанги выполненной с разрезами (Патент JPS 51134485 A, опубл. 20.11.1976).
Преимуществом изобретения является то, что подвижная втулка с наружными конусными поверхностями пазов посаженная между шайбами центрального штока с резьбовым стержнем с одной стороны и внутренним шестигранником с другой за счет кулачков входящих в ее пазы и проходящих через пазы неподвижной полой цилиндрической части - не вращаются. Кроме того, за счет того, подвижная втулка с наружными конусными поверхностями пазов посажена между шайбами центрального штока с резьбовым стержнем с одной стороны и внутренним шестигранником с другой, и тем самым скреплена со штоком, при зажиме и разжиме путем вращения шестигранника, цанга движется в осевом направлении совместно с со штоком, при этом заклинивание между конусными поверхностями в конструкции оправки разжимной исключено.
Недостатком известной конструкции является ее сложность из-за необходимости выполнения точных конусных пазов во втулках, точных кулачков и пазов полой цилиндрической части. Кроме того, отсутствие центральной части оправки на которой базируются втулки отрицательно влияет на ее прочность и жесткость и тем самым, снижает точность базирования детали по наружной поверхности двусторонней цанги, что может приводить к биению детали. Несмотря на то, что в конструкции имеется фланец с торцом для базирования зажимаемой детали по ее торцу, недостатком является то, что при массовом производстве возможен износ данного базового торца, что потребует ремонта всей оправки, кроме того при обработке партий идентичных деталей но различающихся по длине конструктива на несколько миллиметров, возникает необходимость смещения базы торца без снятия оправки разжимной с токарного оборудования, в данном случае необходимо снятие или переустановка оправки разжимной - это приводит к необходимости подналадки в виде выставления ее биения, что достаточно трудоемко. Кроме того, разжимная двусторонняя цанга не закреплена на оправке разжимной и может при снятии детали смещаться с деталью вплоть до саморазбора конструкции и снятия ее с оправки.
Задачей изобретения является создание простой и технологичной конструкции оправки разжимной обеспечивающей: прочность и жесткость всей конструкции; замену элемента конструкции отвечающего за базирование детали по торцу; отсутствие вращения подвижной конусной втулки при осевом перемещении и ее зажиме-разжиме гайкой; взаимное соединение частей подвижной конусной втулки, гайки осуществляющей зажим-разжим и двусторонней цанги для предотвращения как саморазбора конструкции, так и заклинивания при зажиме-разжиме.
Технический результат заключается в обеспечении закрепления и обработки по диаметру и торцу тонкостенных корпусов электрических машин с высокой точностью и минимальными потерями времени на переналадку по длине.
Данная задача решается, а технический результат достигается благодаря тому, что в предлагаемой конструкции оправки разжимной, содержащей двустороннюю разжимную цангу, хвостовик, переходящий в стержень, и резьбовую часть, конусные втулки и гайку, согласно изобретению конусную втулку расположенную неподвижно со стороны хвостовика выполняют с прямоугольной канавкой по диаметру наружной поверхности, одной стороной канавка примыкает к большей стороне усеченного конуса, в канавку вставляется съемная шайба с пазом, вторая конусная подвижная втулка посажена по скользящей посадке на стержень, скреплена от поворота шпонкой и выполнена с цилиндрической частью торец которой закреплен между фланцем гайки с внутренним шестигранником и шайбой, шайба надета на гайку и зафиксирована на ней штифтом, таким образом гайка связана с конусной подвижной втулкой, а она в свою очередь скреплена штифтом с двусторонней разжимной цангой.
Предлагаемая конструкция оправки разжимной благодаря наличию стержня выполненного без ослабляющих его конструкцию значительных полостей и канавок, успешно сопротивляется радиальным силам, возникающим от зажима и обработки детали, и обладает достаточной прочностью, а также жесткостью, что минимизирует упругую деформацию стержня в пределах нагрузок возникающих при зажиме-разжиме и обработке детали, и тем самым минимизирует деформацию всей оправки при работе, что улучшает точность обработки детали.
Преимуществом конструкции является возможность замены и удаления элемента конструкции - шайбы с пазом, отвечающего за базирование обрабатываемой детали по торцу, за счет того, что конусную втулку расположенную неподвижно, а именно запрессованную со стороны хвостовика на стержень, выполняют с прямоугольной канавкой по всему диаметру наружной поверхности при этом одной стороной канавка примыкает к большей стороне усеченного конуса и в канавку вставляется съемная шайба с пазом. При этом в процессе работы без снятия оправки разжимной с патрона токарного станка имеется возможность замены шайбы с пазом одной толщины на шайбу с пазом с другой толщиной, что минимизирует время н подналадки в виде выставления ее биения оправки по наружному диаметру и снижает трудоемкость изготовления партий идентичных деталей но различающихся по длине конструктива. Кроме того, выставив по шайбе с пазом торец детали и зажав деталь в оправке, имеется возможность ее снятия для обработки обоих торцов детали без переналадки.
Также, за счет того, что конусная подвижная втулка, посаженная по скользящей посадке на стержень, скреплена от поворота на нем шпонкой, а именно на внутреннем диаметре втулки под стержень, выполнен паз под шпоночное соединение шириной немногим большей, чем ширина шпонки, конусной втулке обеспечено осевое перемещение без ее поворота при ее зажиме-разжиме гайкой. Отсутствие вращения конусной подвижной втулки при осевом перемещении зажима-разжима гайкой, совместно с тем, что подвижная конусная втулка в свою очередь скреплена штифтом с двусторонней разжимной цангой, обеспечивает неизменность взаимного расположения данных конструктивных элементов оправки, что благоприятно влияет на точность базирования детали на наружной поверхности цанги. Это условие необходимо, т.к. наружная поверхность разжимной цанги для обеспечения минимального биения шлифуется при ее изготовлении в сборе, в строго определенном положении имитирующем разжим детали.
Помимо всего сказанного выше, преимуществом конструкции является как предотвращение саморазбора конструкции при съеме детали с двусторонней разжимной цанги, так и отсутствие возможности заклинивания конусной подвижной втулки в ней при зажиме-разжиме даже при малых углах конусности в конструкции конусных втулок и разжимной цанги. Это преимущество реализовано за счет того, что конусная подвижная втулка выполнена с цилиндрической частью торец которой закреплен между фланцем гайки с внутренним шестигранником и шайбой, таким образом, что гайка с фланцем вставляется в отверстие на оси конусной подвижной втулки выполненное ступенчатым, фланец гайки фиксируется за ступень, шайба в свою очередь надета на гайку и зафиксирована на ней штифтом, таким образом гайка с фланцем и внутренним шестигранником имеет возможность свободно вращаться, и придавать ей поступательное осевое движение, как при зажиме, так и при разжиме. Поступательное движение гайки при разжиме за счет ее сцепления фланцем с конусной подвижной втулкой дает возможность расклинить конусное соединение с двусторонней разжимной цангой. В свою очередь соединение двусторонней разжимной цанги с помощью штифта с конусной подвижной втулкой делает невозможным саморазбор конструкции при съеме детали с оправки.
Таким образом, преимуществом предлагаемой конструкции является обеспечении закрепления и обработки по диаметру и торцу тонкостенного корпуса электрической машины с высокой точностью и минимальными потерями времени на переналадку корпусов разной длины, а также обеспечение надежного и долговечного функционирования за счет обеспечения ее прочности и жесткости, при действующих на нее вибрационных нагрузках и моментах во время токарной обработки деталей.
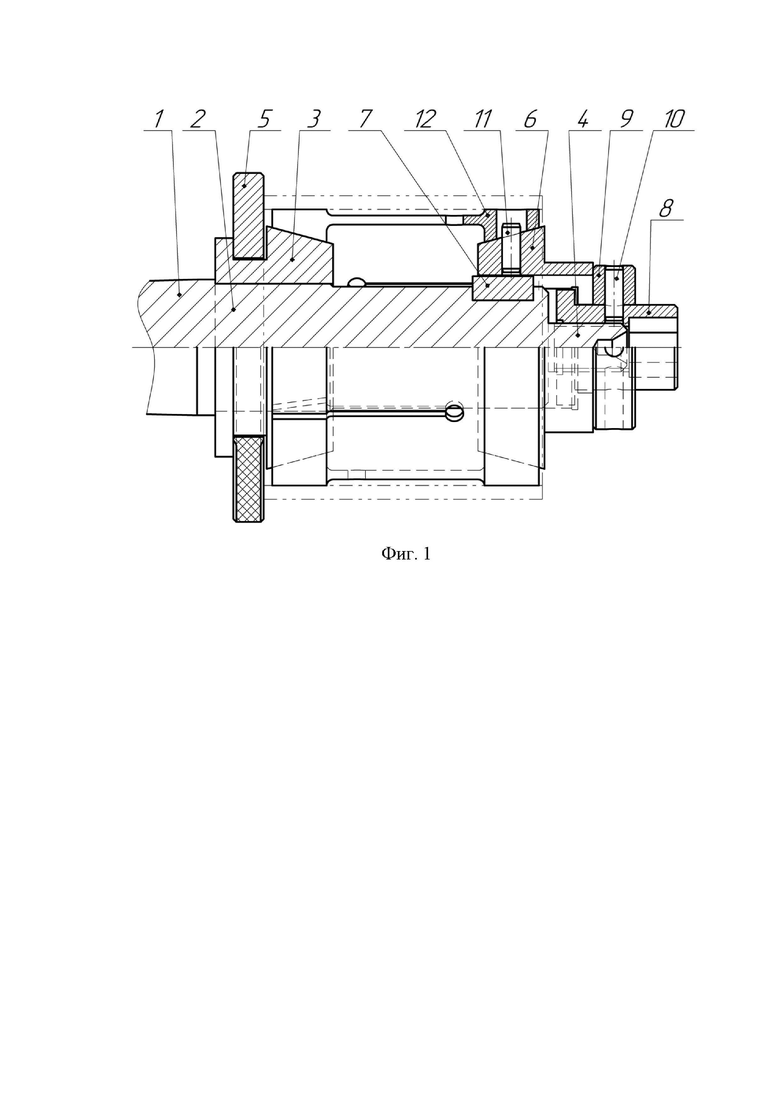
Сущность изобретения поясняется чертежами на фиг. 1.
Пример оправки разжимной изображен на фиг. 1, она содержит хвостовик 1 с конусом Морзе №5, переходящий в стержень 2 диаметром ∅42 мм и длиной 33 мм в месте прессовой посадки неподвижной конусной втулки 3 и диаметром ∅40 мм и длиной 71 мм остальной части стержня, в котором на расстоянии 5 мм от торца выполнен шпоночный паз длинной 20 мм, глубиной 4,5 мм и шириной 10 мм, на торце стержня выполнена резьбовая часть 4 длиной 26 мм с резьбой М16-6g. Деталь содержащая хвостовик, стержень и резьбовую часть выполнена из стали 9ХС твердостью 55…60HRC. Данные параметры обеспечивают опору и прочность, а также жесткость при работе всей конструкции. Неподвижная конусная втулка 3 имеет диаметр большего основания конуса ∅80 мм, общий угол конуса 30°, прямоугольную канавку шириной 11 мм, по диаметру наружной поверхности, при этом внутренний диаметр канавки равен ∅58 мм. В канавку вставлена съемная шайба с пазом 5, наружным ∅115 мм по которому выполнена сетчатая насечка для удобства съема, ширина набора шайб от 6мм до 10 мм, ширина паза в шайбе 58,5 мм. Конусная подвижная втулка 6 имеет диаметр большего основания конуса ∅80 мм, общий угол конуса 30°, общую высоту 38 мм и ступенчатое внутреннее отверстие большего диаметра ∅40 мм, глубиной 33 мм и меньшего диаметра ∅30 мм на торце, а также шпоночный паз шириной 10,05 мм. Шпонка 7 имеет ширину 10 мм длину 20 мм. В отверстие ∅30 мм конусной подвижной втулки 6 вставлена гайка с внутренним шестигранником 8, высота гайки 40 мм, диаметр фланца гайки ∅38 мм высотой 6 мм, наружный диаметр ∅28 мм, резьба отверстия М16-7Н, внутренний шестигранник S=17 мм. На ∅28 мм гайки 8 надета шайба 9 диаметром ∅54 мм и толщиной 14 мм и зафиксирована на ней штифтом 10 диаметром ∅6 мм. Таким образом, гайка 8 связана с конусной подвижной втулкой 6. В свою очередь, конусная подвижная втулка 6 скреплена штифтом 11 диаметром ∅6 мм с двусторонней разжимной цангой 12. Двусторонняя разжимная цанга 12 имеет наружный диаметр ∅89 мм и высоту 88 мм, с каждой из сторон гайки выполнены внутренние конуса, каждый из них имеет общий угол конуса 30°, также с обоих торцов выполнены разрезы шириной 2 мм и глубиной 60 мм.
Оправка разжимная может быть использована для обработки корпусов и тонкостенных осесимметричных элементов электродвигателей, электрогенераторов и др. электромашин, в т.ч. высокооборотных и предлагается к внедрению на АО «Уфимское агрегатное производственное объединение» Технодинамика.
Итак, предлагаемая оправка разжимная имеет улучшенные эксплуатационные свойства и обеспечивает закрепление и обработки по диаметру и торцу тонкостенных корпусов электрических машин с высокой точностью и минимальными потерями времени на переналадку.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШИН ЭЛЕКТРОТЕХНИЧЕСКИХ | 2023 |
|
RU2811023C1 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| ОПРАВКА ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2119409C1 |
| Цанговая оправка | 1989 |
|
SU1692757A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| Устройство для базирования и закрепления нежестких деталей на магнитной плите | 1982 |
|
SU1060396A1 |
Изобретение относится к металлообработке и может быть использовано для базирования деталей электрических машин по торцу и внутренней поверхности для их токарной обработки. Оправка разжимная содержит двустороннюю разжимную цангу, хвостовик, переходящий в стержень, и резьбовую часть, конусную втулку, расположенную неподвижно со стороны хвостовика, выполняют с прямоугольной канавкой по диаметру наружной поверхности, одной стороной канавка примыкает к большей стороне усеченного конуса. В канавку вставляется съемная шайба с пазом, вторая конусная подвижная втулка посажена по скользящей посадке на стержень, скреплена от поворота шпонкой и выполнена с цилиндрической частью, торец которой закреплен между фланцем гайки с внутренним шестигранником и шайбой, шайба надета на гайку и зафиксирована на ней штифтом, таким образом гайка связана с конусной подвижной втулкой, а она в свою очередь скреплена штифтом с двусторонней разжимной цангой. Достигается закрепление и обработка по диаметру и торцу тонкостенных корпусов электрических машин с высокой точностью и минимальными потерями времени на переналадку по длине. 1 ил.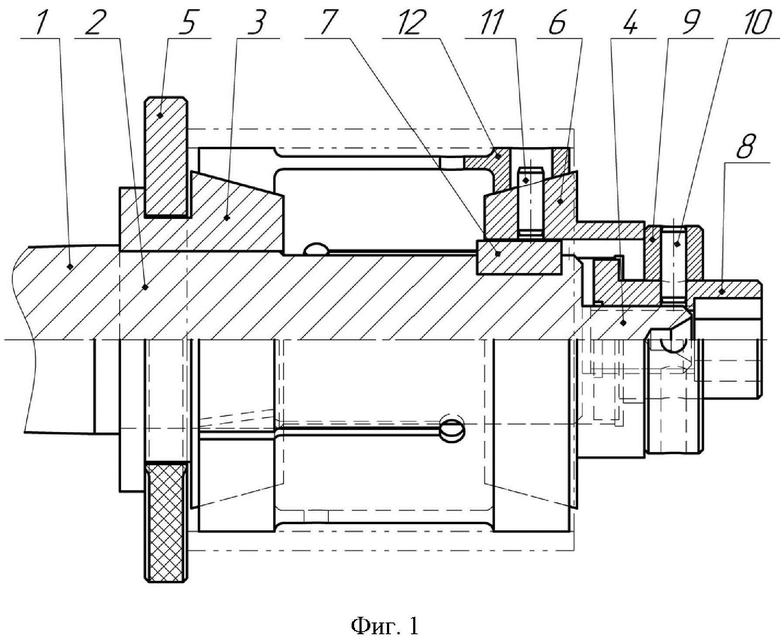
Оправка разжимная, содержащая двустороннюю разжимную цангу, хвостовик, переходящий в стержень, и резьбовую часть, конусные втулки и гайку, отличающаяся тем, что конусная втулка, расположенная со стороны хвостовика, выполнена неподвижной с прямоугольной канавкой по диаметру наружной поверхности, одна сторона которой примыкает к большей стороне усеченного конуса втулки, при этом в упомянутой канавке размещена съемная шайба с пазом, вторая конусная втулка выполнена подвижной, посажена по скользящей посадке на стержень, скреплена от поворота шпонкой и выполнена с цилиндрической частью, торец которой закреплен между фланцем гайки, выполненной с внутренним шестигранником, и шайбой, надетой на гайку и зафиксированной на ней штифтом для связи гайки с конусной подвижной втулкой, которая посредством штифта скреплена с двусторонней разжимной цангой.
| JP 51134485 A, 20.11.1976 | |||
| Цанговая оправка | 1989 |
|
SU1692757A1 |
| ОПРАВКА С РАЗРЕЗНОЙ ЦАНГОЙ | 2009 |
|
RU2412787C1 |
| СПОСОБ УПЛОТНЕНИЯ РЕЗЬБОВЫХ КОНУСНЫХ СОЕДИНЕНИЙ | 0 |
|
SU177809A1 |
| US 3050313 A1, 21.08.1962 | |||
| DE 102012102914 В2, 02.07.2015. | |||

