Изобретение относится к инструментам, предназначенным для очистки углового проката, труб и т. д. от ржавчины, окалины краски.
Известна щетка, содержащая уставовленный в гнезде корпуса пучок металлических очистных элементов и средства для осевого перемещения и фиксации пучка 1.
Однако данное устройство не обеспечивает качественной очистки поверхностей особенно криволинейных, поскольку очистные элементы не имеют возможности копировать очищаемую поверхность.
Цель изобретения - повыщение качества очистки.
Поставленная цель достигается тем, что в щетке, содержащей установленный в гнезде корпуса пучок металлических очистных элементов и средства для осевого перемещения и фиксации пучка, очистные элементы выполнены в виде стержней, а средство для осевого перемещения пучка содержит установленный в гнезде корпуса вкладыщ с элементом его фиксации, причем поверхность вкладыща, контактирующая с нерабочими концами стержней, соответствует форме обрабатываемой поверхности.
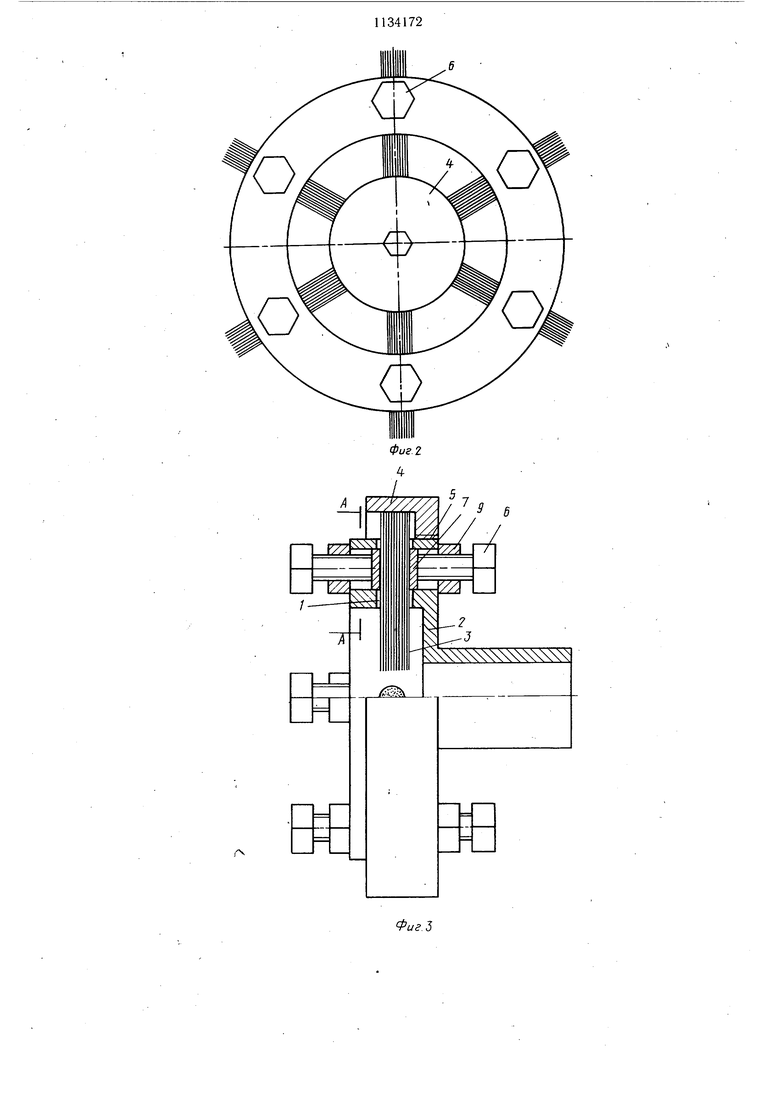
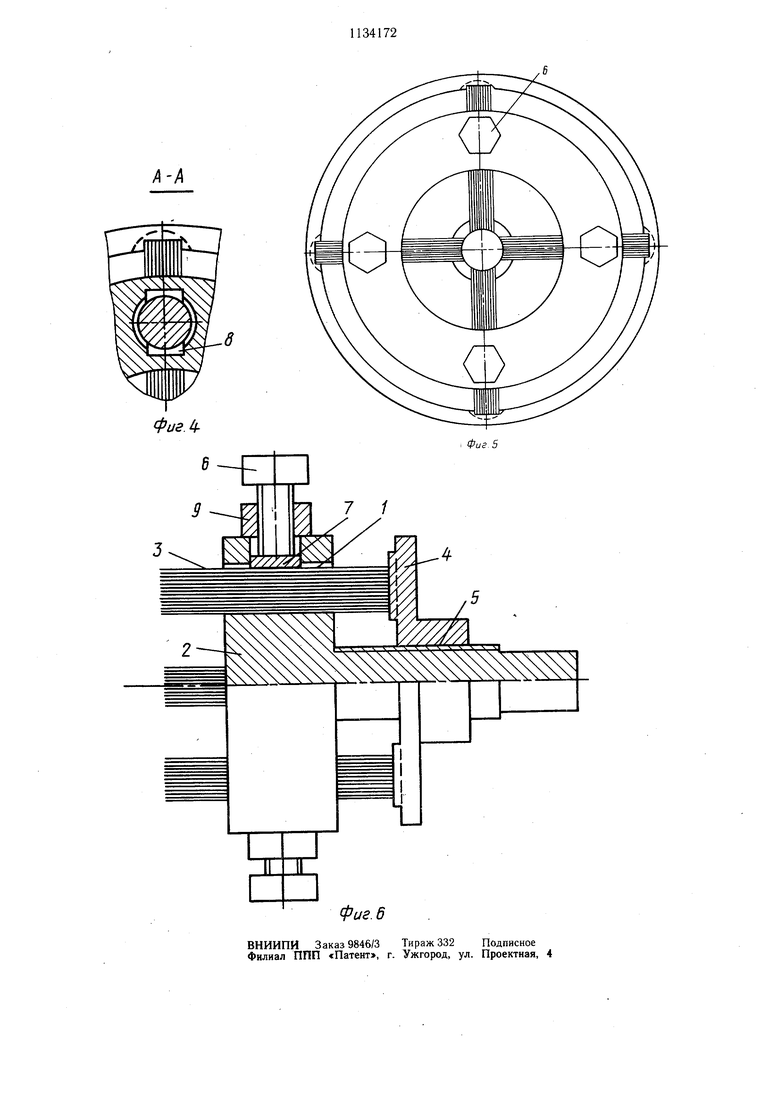
На фиг. 1 изображена цилиндрическая щетка, вид сбоку с частичным разрезом; на фиг. 2 - то же, вид спереди; на фиг. 3 - другой вариант цилиндрической щетки, вид сбоку с частичным разрезом; на фиг. 4 разрез А-А на фиг. 3; на фиг. 5 - цилиндрическая щетка по фиг. 3, вид спереди; на фиг. 6 - торцовая щетка, вид сбоку с частичным разрезом.
Щетка содержит установленный в гнезде 1 корпуса 2 пучок металлических очистных элементов Э и средства для осевого перемещения и фиксации пучка. Очистные элементы 3 выполнены в виде стержней, а средство для осевого перемещения пучка содержит установленный в гнезде 1 вкладыш 4 с элементом его фиксации, выполненным, например, в виде резьбового соединения 5.
Поверхность вкладыща 4, контактирующая с нерабочими концами стержней, соответствует форме обрабатываемой поверхНОСТИ:
Средство фиксации пучка очистных элементов 3 содержит болты 6 и пластины 7, например, прямоугольной формы, которые установлены в прямоугольном пазу 8, выполненном в корпусе 2. Пластины 7 исключают деформацию стержней торцовой поверхностью болтов 6, которые зафиксированы на корпусе 2 контргайкой 9. Выполнение очистных элементов 3 в виде стержней обеспечивает быструю настройку щетки на нужную форму, соответствующую форме обрабатываемой поверхности, и исключает их перепутывание в процессе настройки.
Щетка работает следующим образом.
В зависимости от профиля очищаемого изделия (труба, уголок) подбирают вкладыщ 4, поверхность которого, контактирующая с нерабочими концами стержней,.соответствует профилю очищаемого изделия, и устанавливают в корпусе 2.
Далее в каждое гнездо 1 последовательно вставляют пучки очистных элементов 3, стержни подбивают так, чтобы они своими нерабочими концами касались поверхности вкладыща 4. Затем в каждый паз 8 вставляется пластина 7 и вворачивается болт 6, которым обеспечивается крепление пучка на корпусе 2. Далее щетка (фиг. 1 и 2) устанавливается на щпиндель фрезерного станка, и осуществляется очистка, например, внутреч,них поверхностей полок уголка. Для очистки наружных поверхностей полок уголка щетку снимают со станка, ослабляют последовательно болты 6 настолько, чтобы стержни в каждом пучке имели подвижность, т. е. стержни должны свободно перемещаться в гнездах 1 на корпусе 2. Каждый пучок вынимают из гнезда 1 настолько, чтобы можно было снять вкладыщ
4и установить новый с поверхностями) соответствующими профилю наружных поверхностей уголка. Последовательно ослабляют болты 6 и подбивают стержни в каждом пучке, чтобы все стержни своими нерабочими концами касались поверхностей вкладыща 4. Затем затягивают болты 6. Щетку устанавливают на шпиндель фрезерного станка и производят очистку наружных поверхностей полок уголка.
Для очистки наружной поверхности труб может быть использована щетка (фиг. 3
5и 6). На корпусе 2 устанавливают вкладыщ 4 с поверхностями, соответствующими профилю очищаемой трубы. Далее- в каждое гнездо I последовательно вставляют пучки очистных элементов. Стержни подбивают, чтобы все они своими нерабочими концами касались поверхностей вкладыща 4, и затягивают болты 6. Щетка готова к работе. Ее устанавливают, например, в патрон токарного станка и осуществляют очистку наружной поверхности трубы.
Таким образом, при очистке проката различного профиля отпадает необходимость в наличии пучков с различным профилем рабочей поверхности, а механическое крепление пучков очистных элементов в корпусе 2 упрощает подготовку щетки к работе.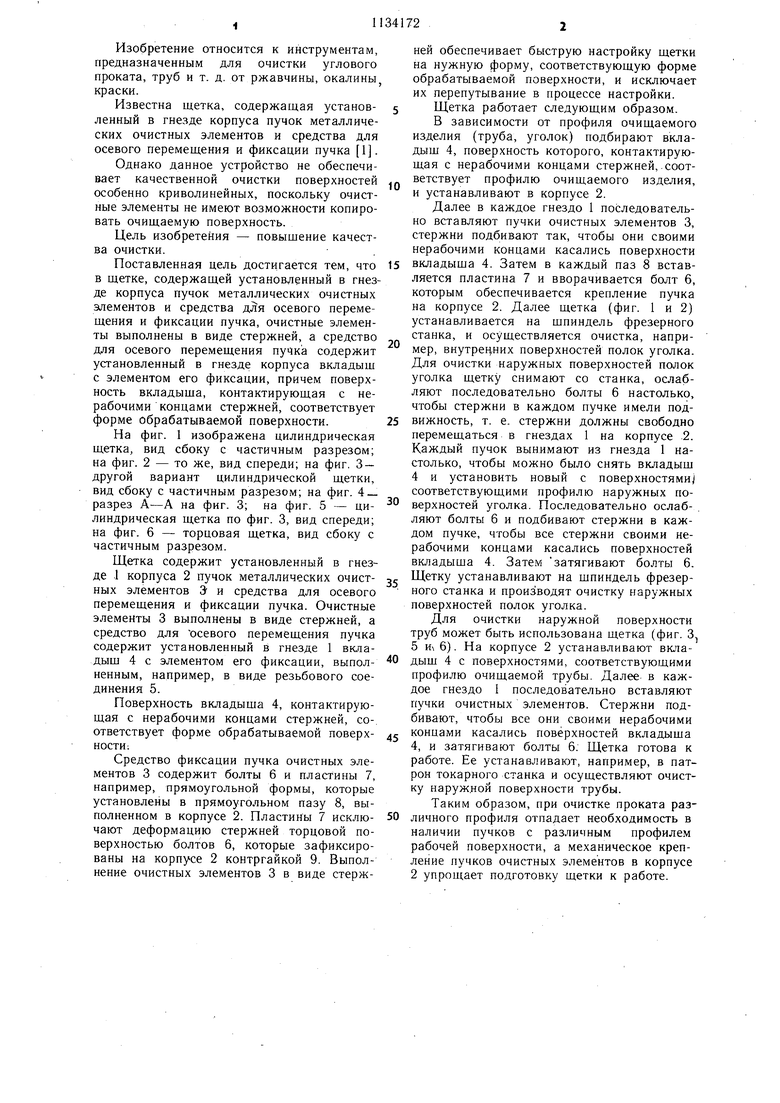
| название | год | авторы | номер документа |
|---|---|---|---|
| ЩЕТКА ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2030164C1 |
| УСТАНОВКА ДЛЯ Очистки ДРОБЬЮ Анодных штыйЕй | 1972 |
|
SU345234A1 |
| Устройство для очистки внутренней поверхности трубопровода | 1989 |
|
SU1724395A1 |
| Цилиндрическая щетка | 1981 |
|
SU1087129A1 |
| Устройство для очистки внутренней поверхности цилиндрических изделий | 1980 |
|
SU937061A1 |
| Устройство для внутритрубной роботизированной механической очистки поверхности трубопроводов | 2024 |
|
RU2837919C1 |
| МЕТЛА ДВОРНИЦКАЯ | 1999 |
|
RU2151536C1 |
| Щетка | 1986 |
|
SU1391594A1 |
| Торцовая щетка | 1984 |
|
SU1214077A1 |
| ИНСТРУМЕНТ ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ | 2014 |
|
RU2553958C1 |
ЩЕТКА, содержащая установленный в гнезде корпуса пучок металлических очистных элементов и средства для осевого перемещения и фиксации пучка, отличающаяся тем, что,-с целью повыщения качества очистки, очистные элементы выполнены в виде стержней, а средство для осевого перемещения пучка содержит установленный в гнезде корпуса вкладыш с элементом его фиксации, причем поверхность вкладыша, контактирующая с нерабочими концами стержней, соответствует форме обрабатываемой поверхности. L/ СП оо NU to
| Читающее устройство | 1959 |
|
SU124972A1 |
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
