Изобретение относится к механосборочным работам по сборке поршней двигателей внутреннего сгорания, в частности может быть использовано при ремонте и восстановлении поршней.
Известен способ сборки поршня с кольцевой армирующей вставкой, заключающийся в том, что в кольцевую канавку поршня устанавливают армирующую вставку и деформируют ее, прилагая усилия поочередно по четным и нечетным участкам периметра вставки, с последующим приложением этого усилия одновременно ко всем участкам вставки до полного заполнения канавки поршня в осевом и радиальном направлениях материалом вставки (US 749013, 20.09.1999, B 23 P 19/02).
Недостатком данного способа является то, что достичь полного заполнения канавки поршня вставкой практически невозможно, так как при установке "твердой" вставки возникают повышенные напряжения, образующие микротрещины и, как следствие, разрушение поршня. Это особенно характерно для литых поршней из алюминиевого сплава (АЛ-16, АЛ-26 и пр.). Положительные результаты получены только для штампованных поршней из деформируемых алюминиевых сплавов (АК-2, АК-4).
Известен способ сборки поршня с армирующей вставкой, включающий установку вставки в виде неразрезного кольца в канавку, выполненную в теле поршня, и запрессовку вставки в указанную канавку в несколько этапов (RU 2001729 С1, 30.10.1993, В 23 P 15/10).
Внутреннюю поверхность вставки выполняют со скошенными кромками или по меньшей мере с одним выступом со скошенными заходными кромками. Канавку поршня выполняют с дном торообразной формы. На последнем этапе запрессовки к вставке прикладывают изменяющееся по ее окружности усилие, максимальная величина которого превышает предел текучести материала поршня.
Недостатком способа является необходимость создания неравномерных усилий, что усложняет и удорожает способ и оснастку для его осуществления. Кроме того, данный способ может применяться только для поршней из деформируемых алюминиевых сплавов. Задача изобретения - получение простым и дешевым способом надежного соединения поршня с армирующей вставкой как для поршней из деформируемого алюминиевого сплава, так и для литых поршней из алюминиевого сплава.
Для решения поставленной задачи в известном способе сборки поршня с армирующей вставкой, включающем установку вставки в виде неразрезного кольца в канавку, выполненную в теле поршня, и запрессовку вставки в указанную канавку в несколько этапов, канавку выполняют с поперечным сечением в форме трапеции, меньшее основание которой является дном канавки, имеющим плавные переходы к ее торцевым сторонам, которые являются боковыми сторонами трапеции, при этом меньшее основание трапеции выполняют в форме прямой или по меньшей мере с одним выступом в средней части, вставку выполняют с поперечным сечением в форме трапеции, установку вставки в канавку поршня осуществляют с помощью платформы, на которой вставку предварительно размещают и прижимают к ней, в процессе установки вставки ее вдвигают в канавку поршня с помощью кулачкового пресса, после чего платформу убирают, а запрессовку вставки ведут с приложением на всех этапах равномерного по окружности вставки усилия.
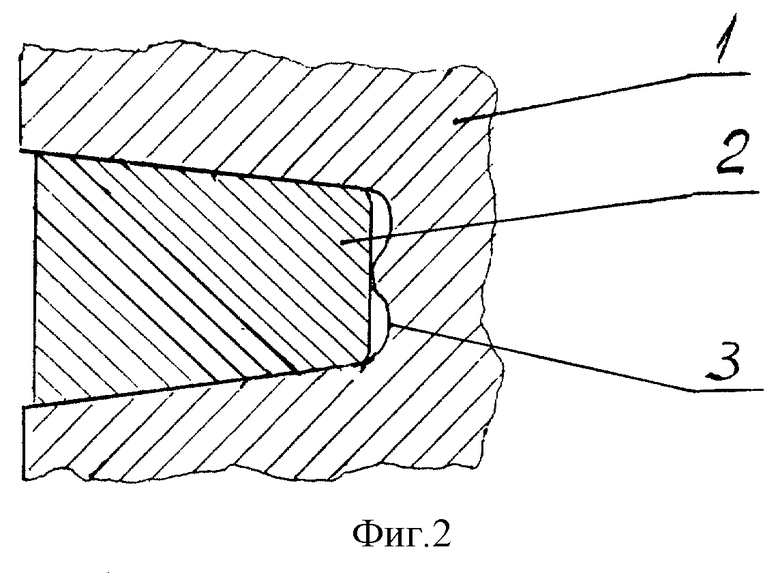
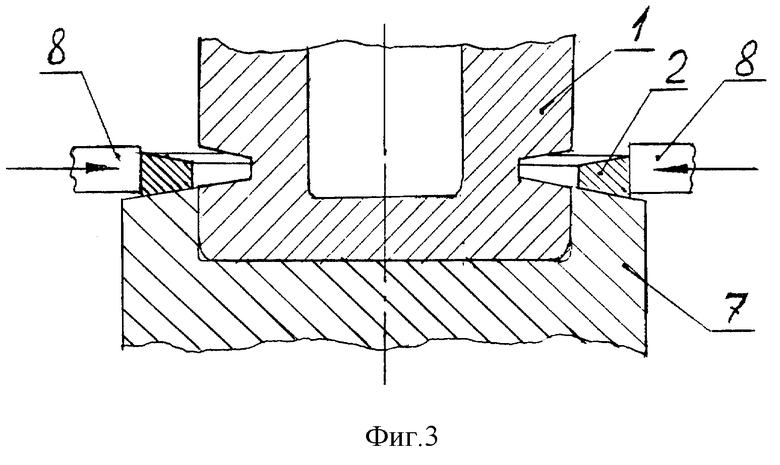
На фиг.1 представлено поперечное сечение канавки, на фиг. 2 - поперечное сечение вставки в сборе с поршнем, на фиг.3 - начало сборки поршня с армирующей вставкой.
Сборку поршня с армирующей вставкой осуществляют следующим образом.
На поршне 1 (фиг.1 и 2) в месте установки вставки 2 выполняют канавку, дно 3 которой имеет плавные переходы к ее торцевым сторонам 4 и 5. Канавку в поперечном сечении выполняют в форме трапеции, меньшее основание которой является дном 3 канавки. Торцевые стороны 4 и 5 являются боковыми сторонами трапеции. Меньшее основание трапеции выполняют в форме прямой для поршней из деформируемых алюминиевых сплавов или по меньшей мере с одним выступом 6 в средней части - для литых поршней из алюминиевых сплавов (фиг. 1).
Вставку 2 выполняют в виде неразрезного кольца, имеющего в поперечном сечении форму трапеции.
Вставку 2 устанавливают на платформе 7 и прижимают ее к платформе 7 с помощью, например, нажимных кулачков 8 кулачкового пресса (фиг.3). Затем с помощью кулачков 8 вставку 2 вдвигают в канавку не менее чем на 1/3. Далее убирают платформу 7 и запрессовывают вставку 2 в канавку поршня 1 в несколько этапов. На каждом последующем этапе запрессовки поршень 1 со вставкой 2 поворачивают вокруг оси поршня относительно кулачков 8 пресса. При этом на всех этапах запрессовки к вставке прикладывают равномерное по окружности вставки усилие. В случае сборки литых поршней (фиг.2) выступ 6 способствует снижению напряжений в углах канавки за счет образования зазоров.
Заявленный способ позволяет применять вставки из недорогой стали, т.к. различия в коэффициентах линейного расширения стали и алюминиевого сплава поршня компенсируются трапецеидальной формой выполнения вставки и канавки, а также зазорами.
Надежность фиксации вставки и поршня в радиальном и окружном направлениях обеспечивается трапецеидальной формой соединяемых деталей, что позволяет производить запрессовку равномерными усилиями на всех этапах. Это не только упрощает процесс запрессовки, но и позволяет не допускать напряжений в местах контакта предела текучести материала поршня.
Изобретение относится к работам по сборке поршней двигателей внутреннего сгорания и может быть использовано при ремонте и восстановлении поршней. В теле поршня выполняют канавку с поперечным сечением в форме трапеции, меньшее основание которой является дном канавки, имеющим плавные переходы к ее торцевым сторонам, которые являются боковыми сторонами трапеции. Меньшее основание трапеции выполняют в форме прямой или по меньшей мере с одним выступом в средней части. Вставку в виде неразрезного кольца размещают на платформе и прижимают к ней. С помощью кулачкового пресса вставку на платформе вдвигают в канавку поршня. Затем платформу убирают и запрессовывают вставку в канавку поршня в несколько этапов. При этом на всех этапах запрессовки к вставке прикладывают равномерное по ее окружности усилие. В результате обеспечивается получение надежного соединения поршня с армирующей вставкой как для поршней из деформируемых алюминиевых сплавов, так и для литых поршней из алюминиевых сплавов. 3 ил.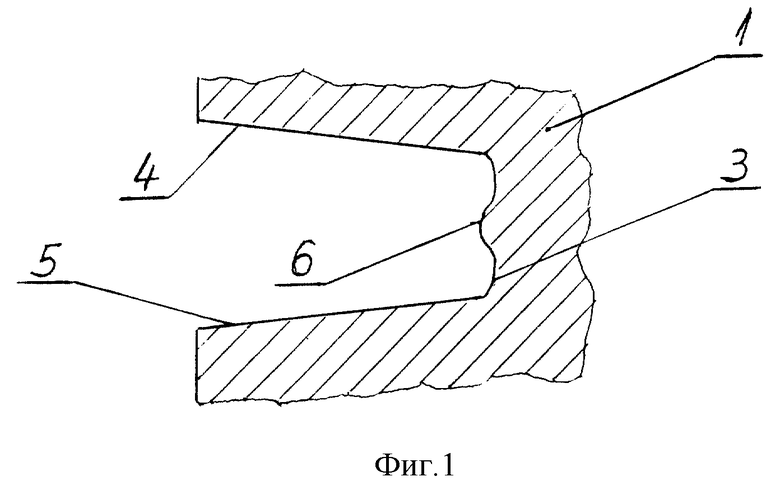
Способ сборки поршня с армирующей вставкой, включающий установку вставки в виде неразрезного кольца в канавку, выполненную в теле поршня, и запрессовку вставки в указанную канавку в несколько этапов, отличающийся тем, что канавку выполняют с поперечным сечением в форме трапеции, меньшее основание которой является дном канавки, имеющим плавные переходы к ее торцевым сторонам, которые являются боковыми сторонами трапеции, при этом меньшее основание трапеции выполняют в форме прямой или по меньшей мере с одним выступом в средней части, вставку выполняют с поперечным сечением в форме трапеции, установку вставки в канавку поршня осуществляют с помощью платформы, на которой вставку предварительно размещают и прижимают к ней, в процессе установки вставки ее вдвигают в канавку поршня с помощью кулачкового пресса, после чего платформу убирают, а запрессовку вставки ведут с приложением на всех этапах равномерного по окружности вставки усилия.
| RU 2001729 C1, 30.10.1993 | |||
| Способ сборки поршня со вставкой | 1972 |
|
SU543491A1 |
| US 4364159, 21.12.1982 | |||
| US 3518741, 07.07.1970 | |||
| GB 1540388, 14.02.1979. | |||

