Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении широкой номенклатуры поршней двигателей внутреннего сгорания для автомобильного и гусеничного транспорта, авиационной техники, морских и речных судов.
Поршень является одной из самых нагруженных деталей двигателя. Во время работы двигателя на купол поршня воздействует высокая температура, канавки под компрессионные кольца подвергаются большим ударным нагрузкам, а отверстие под палец - циклическим нагрузкам, поэтому к различным частям поршня предъявляются различные требования. Уровень механических свойств поршневых материалов определяется легированием и структурой, в том числе размером и формой частиц кремния. Когда требуемый уровень механических свойств основной материал поршня обеспечить не может, применяют упрочнение высоконагруженных зон армирующими элементами из сплавов на основе железа или керамики. Для уменьшения износа канавок под компрессионные кольца в области их расположения заливают кольцедержатель из более прочных материалов или эту область упрочняют местным переплавом плазменной дугой с введением в расплав легирующих элементов, таких как никель, железо и др. Купол поршня защищают от высоких температур накладкой из жаропрочных материалов. В зависимости от технических и экономических требований, предъявляемых к поршню, выбирается конструкция и способ его изготовления.
Подавляющее большинство поршней двигателей внутреннего сгорания изготавливают из алюминиевых сплавов. В основном используются сложнолегированные силумины с содержанием кремния 11-35%, а также композиционные материалы на их основе с применением в качестве наполнителя введенных упрочняющих частиц SiC, Al2O3 и др. Наличие в сплаве частиц кремния и интерметаллидов, образовавшихся при кристаллизации сплава, а также указанных частиц увеличивает жаропрочность материала, повышает сопротивление износу, но уменьшает его сопротивление усталостному разрушению и пластичность.
Известен способ изготовления поршней литьем [Ю.Я.Зильберг, К.М.Хрущева, Г.Б.Гершман. Алюминиевые сплавы в тракторостроении. М. Машиностроение, 1971, 174 с. ]. Данный способ имеет высокую производительность и низкую себестоимость, позволяет получать поршни сложной формы, а также поршни с армирующими элементами в виде кольцедержателей и накладок. Однако из-за низкого уровня механических свойств сплавов с литой структурой такие поршни применяют в двигателях с невысокими динамическими нагрузками.
Известен способ изготовления поршня, заключающийся в формообразовании штамповкой заготовки из алюминиевого сплава в режиме обычной горячей деформации [Ю.Г.Калпин, Г.В.Гершман, В.А.Кобяков. Изотермическая штамповка поршней из сплава АЛ25. Кузнечно-штамповочное производство. 1979, N 2, с. 12-14.] . Этот способ более дорогой, но позволяет повысить механические свойства силуминов, а поршни использовать в мощных, форсированных двигателях. Из-за низкой пластичности силуминов при горячей деформации штамповкой получают поршни небольших размеров и относительно простой формы, а армирующие элементы применяются только в виде накладок, которые крепят болтами к корпусу поршня, что дополнительно усложняет конструкцию и удорожает процесс изготовления. Температурно-скоростные режимы штамповки не оптимизированы в зависимости от количества и размеров частиц кремния и других упрочняющих частиц, как с точки зрения обеспечения необходимой пластичности материала для получения требуемой формы поршня без разрушения, так и с точки зрения достижения в сплаве максимального уровня механических свойств.
Задачей изобретения является создание способа, позволяющего изготавливать поршни из силуминов штамповкой, обладающих широким спектром механических свойств в зависимости от исходной структуры и структуры, получаемой в результате деформационной обработки. Задачей изобретения является также изготовление штамповкой поршня сложной формы с армирующими элементами в виде кольцедержателя и накладки, а также крупногабаритного поршня. Кроме того, задачей изобретения является повышение экономичности способа за счет подбора требуемой структуры исходной заготовки для обеспечения заданного уровня механических свойств.
Поставленная задача решается первым вариантом способа изготовления поршня двигателя внутреннего сгорания, включающего формообразование штамповкой заготовки из алюминиевого сплава со структурой, содержащей упрочняющие частицы, и последующую термообработку. Причем осуществляют штамповку заготовки из алюминиевых сплавов с объемным содержанием частиц 25- 60% и их среднем размере менее 15 мкм2 при температуре 0,80-0,98 Тпл со скоростями 5•10-2 - 5•10-5 с-1 в обычном режиме или режиме сверхпластичности, по крайней мере, за один переход.
Поставленная задача решается также, если в данном варианте:
- осуществляют штамповку заготовки крупногабаритного поршня;
- осуществляют штамповку заготовки корпуса поршня с армирующими элементами в сборе;
- осуществляют штамповку заготовки по крайней мере одной части поршня с оформлением профиля соединения этой части с другими частями поршня;
- в качестве упрочняющих частиц алюминиевый сплав содержит частицы кремния и/или интерметаллидов;
- штамповку заготовок производят при температуре нагрева под закалку, а закалочное охлаждение проводят сразу после окончания штамповки;
- штамповку заготовки со структурой, имеющей средний размер упрочняющих частиц менее 6 мкм2, осуществляют в обычном режиме при температуре в интервале 0,90-0,98 Тпл и скорости деформации в интервале 5•10-2 - 10-3 с-1;
- перед штамповкой заготовку предварительно деформируют при температуре в интервале 0,79 - 0,96 Тпл и скорости деформации в интервале 5•10-4 - 5•10-3 с-1;
- штамповку заготовок со структурой, имеющей средний размер упрочняющих частиц 6-15 мкм2, осуществляют в обычном режиме при температуре в интервале 0,84-0,96 Тпл и скорости деформации в интервале 103 - 5• 10-4 с-1;
- штамповку осуществляют в режиме сверхпластичности со скоростью в интервале 5•10-5 - 1•10-3 с-1 и при температуре в интервале 0,88-0,98 Тпл;
- в качестве армирующего элемента используют кольцедержатель, заготовку с кольцедержателем устанавливают в сборе в матрицу с натягом по боковой поверхности и упором по торцу, выполненным на боковой поверхности матрицы, и осуществляют штамповку, при этом сначала формируют купол поршня, а затем внутреннюю часть;
- кольцедержатель выполняют из сплава со структурой, содержащей 20-45% упрочняющих частиц с размером не менее 20 мкм;
- кольцедержатель выполняют из чугуна или стали;
- вышеуказанный кольцедержатель предварительно покрывают слоем алюминиевого сплава;
- для покрытия используют алюминиевый сплав того же состава, что и корпус поршня;
- сопрягаемые поверхности кольцедержателя и заготовки выполняют коническими с конусностью 1-10o, а заготовку корпуса поршня выполняют с кольцевым заплечиком с отрицательным углом 1-3o , установку кольцедержателя до упора в заплечики производят при комнатной температуре и выше с натягом 0,1-0,2 мм по диаметру;
- штамповку производят за два перехода;
- установку кольцедержателя в матрицу производят с натягом между наружной поверхностью кольцедержателя и внутренней поверхностью матрицы, при этом отношение наружного диаметра кольцедержателя к внутреннему диаметру матрицы при температуре штамповки более или равно 1,0017, но менее или равно 1,0035, а штамповку производят, перемещая матрицу в направлении штамповки совместно с неподвижным относительно нее кольцедержателем в процессе формирования головки поршня;
- осуществляют штамповку составной заготовки из внутренней и внешней части корпуса поршня, при этом внешнюю часть корпуса поршня выполняют из сплава с объемным содержанием упрочняющих частиц 45-69%, а внутреннюю часть - из сплава с объемным содержанием упрочняющих частиц 25-40% и осуществляют штамповку заготовки поршня из двух частей в режиме сверхпластичности, причем пуансон нагревают до температуры, оптимальной для штамповки внутреннего корпуса, а матрицу нагревают до температуры, оптимальной для штамповки наружного корпуса;
- обе части заготовки поршня формируют из заготовок в виде шайб;
- обе части заготовки поршня формируют из заготовок в виде стаканов, причем наружный стакан имеет утолщение от торца юбки к днищу;
- сборку составной заготовки осуществляют запрессовкой внутреннего стакана в наружный;
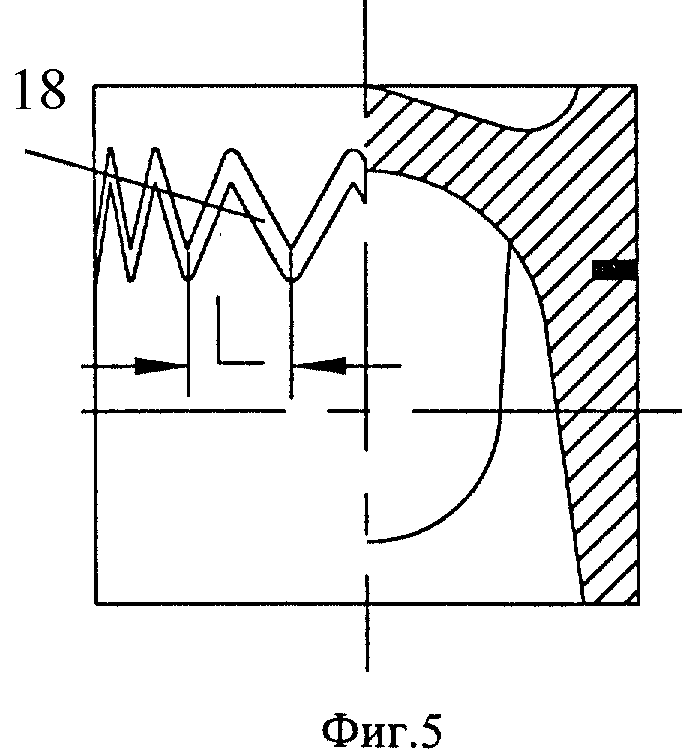
- проводят формообразование заготовки поршня с выступом, причем торцевую поверхность, окружающую выступ, выполняют волнообразной с периодом волны L, тем большим, чем больше размер упрочняющих частиц, на нее укладывают шайбу из стали с толщиной 1, удовлетворяющей соотношению L/1=4-42, а соотношение высоты заготовки и выступа выбирают таким образом, что после штамповки волнообразная шайба расположена на уровне канавки под компрессионное кольцо;
- поршень после формообразования подвергают дополнительной деформации со скоростью в интервале 10-5 - 10-4 с-1 в течение 0,5 - 5 минут в закрытом штампе;
- перед штамповкой заготовку устанавливают в матрицу на накладку, выполненную из пористой керамики, инфильтрованной алюминиевым сплавом, с открытой пористостью керамического каркаса, составляющей 35-50%, а штамповку осуществляют в режиме сверхпластичности;
- для инфильтрации керамического каркаса используют тот же сплав, что и для изготовления корпуса поршня;
- перед штамповкой на заготовку наплавляют в отдельных местах ее поверхности упрочняющий слой, а штамповку осуществляют в обычном режиме при температуре в интервале 0,90-0,96 Тпл и скорости деформации в интервале 5•10-2 - 10-3 с-1.
Поставленная задача решается вторым вариантом способа изготовления поршня двигателя внутреннего сгорания, включающего его формообразование штамповкой заготовки из алюминиевого сплава со структурой, содержащей упрочняющие частицы и последующую термообработку. Причем осуществляют штамповку заготовки из алюминиевого сплава с объемным содержанием упрочняющих частиц, отличным от 25-60%, и их среднем размере 15 мкм2 и более при температуре 0,8-0,98 Тпл со скоростями 5•10-2 - 5•10-5 с-1 по крайней мере за один переход.
Поставленная задача решается также, если во втором варианте:
- осуществляют штамповку заготовки крупногабаритного поршня,
- осуществляют штамповку заготовки корпуса поршня с армирующими элементами,
- осуществляют штамповку заготовки по крайней мере одной части поршня с оформлением профиля соединения этой части с другими частями поршня,
- в качестве упрочняющих частиц алюминиевый сплав содержит частицы кремния и/или интерметаллидов,
- штамповку осуществляют при температуре 0,83-0,89 Тпл со скоростями 10-3 - 5•10-5 с-1.
Поставленная задача решается третьим вариантом способа изготовления поршня двигателя внутреннего сгорания, включающего его формообразование штамповкой заготовки из алюминиевого сплава со структурой, содержащей упрочняющие частицы и последующую термообработку. Причем осуществляют штамповку заготовки из алюминиевого сплава с содержанием упрочняющих частиц более 20% по весу и их среднем размере 15 мкм2 и более при температуре 0,8-0,98 Тпл со скоростями 5•10-2 - 5•10-5 с-1 по крайней мере за один переход, при этом выбирают форму исходной заготовки, обеспечивающую снижение растягивающих деформаций при штамповке.
Поставленная задача решается также, если в третьем варианте:
- осуществляют штамповку заготовки крупногабаритного поршня,
- осуществляют штамповку заготовки корпуса поршня с армирующими элементами,
- осуществляют штамповку заготовки по крайней мере одной части поршня с оформлением профиля соединения этой части с другими частями поршня,
- в качестве упрочняющих частиц алюминиевый сплав содержит частицы кремния и/или интерметаллидов,
- штамповку осуществляют при температуре 0,83-0,89 Тпл со скоростями 10-3 - 5•10-5 с-1,
- заготовку выполняют в виде усеченного конуса и устанавливают в матрицу таким образом, что контакт заготовки и матрицы происходит только по боковой поверхности более 30% ее площади,
- расстояние от нижнего торца заготовки до дна матрицы выбирают в зависимости от содержания и размера упрочняющих частиц как
где d - внутренний диаметр дна матрицы (в мм), С - содержание упрочняющих частиц (в % по весу), F - средняя площадь упрочняющих частиц (в мкм2), К - коэффициент, учитывающий форму и размер пуансона, равный 0,5 - 10.
Предлагаемый способ позволяет решить поставленную задачу за счет оптимизации режимов штамповки с учетом исходной структуры заготовок и химического состава материала заготовок. Экспериментальным путем установлены температурно-скоростные интервалы штамповки, при использовании которых могут быть получены наиболее высокие механические свойства.
Если исходная заготовка имеет объемное содержание частиц 25-60% и их средний размер менее 15 мкм2, ее штамповку необходимо осуществлять при температуре 0,8- 0,98 Тпл со скоростями 5•10-2 - 5•10-5 с-1 в обычном режиме или режиме сверхпластичности по крайней мере за один переход.
В указанных температурно-скоростных интервалах возможно осуществление штамповки заготовок сложной формы, больших размеров, в том числе штамповки заготовки корпуса поршня в сборе с армирующими элементами.
Возможно также осуществление штамповки одной части поршня с оформлением профиля соединения этой части с другими частями поршня.
В указанных температурно-скоростных условиях штамповка возможна, если в качестве упрочняющих частиц алюминиевый сплав содержит частицы кремния и/или интерметаллидов.
Штамповка поршней при температурах нагрева под закалку позволяет производить закалочное охлаждение сразу после окончания деформирования. Это исключает операцию нагрева под закалку и сокращает технологический процесс. Кроме того, отсутствие отдельной операции нагрева под закалку исключает рост зерен твердого раствора на основе алюминия в результате собирательной рекристаллизации и позволяет получить более мелкозернистую структуру в изделии.
Сплавы с исходной мелкозернистой структурой приобретают наибольший уровень механических свойств после деформации при высокой температуре в интервале 0,90-0,98 Тпл и скорости деформации в интервале 5•10-2 - 1•10-3 с-1. Это связано с тем, что при высокой температуре деформации возле частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц образуются микропоры, имеющие диффузионную природу. Размер пор увеличивается с уменьшением скорости деформации. Поэтому наибольший уровень механических свойств достигается при высоких скоростях деформации.
Мелкозернистую структуру со средним размером частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц менее 6 мкм2 в заготовках под штамповку получают предварительным горячим деформированием литых заготовок с крупнокристаллической пластинчатой структурой. Оптимальными режимами деформации, при которых получают наименьший размер частиц кремния и интерметаллидов являются температура в интервале 0,79-0,96 Тпл и скорость деформации в интервале 5•10-4 - 5•10-3 с-1.
Оптимальными режимами деформации сплавов со структурой, имеющей средний размер частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц 6-15 мкм2, являются температура в интервале 0,84-0,96 Тпл и скорость в интервале 10-3 - 5•10-4 с-1.
При штамповке поршней из хрупких материалов, например заэвтектических и эвтектических силуминов, армированных упрочняющими частицами, а также поршней сложной формы для обеспечения заполнения узких полостей вокруг или внутри армирующих элементов с низкими напряжениями течения материала, предохраняющими от разрушения хрупкие армирующие элементы, уменьшающими деформацию кольцедержателя и его смещение относительно корпуса поршня, или при изготовлении крупногабаритных поршней с использованием прессового оборудования малой мощности, деформацию проводят в режиме сверхпластичности. Условиями, необходимыми для выполнения режима сверхпластической деформации, являются: скорость деформации в интервале 5•10-5 - 1•10-3с-1, температура деформации в интервале 0,88-0,98 Тпл.
Для уменьшения величины разбития канавок кольцами во время работы двигателя в местах расположения канавок устанавливают кольцедержатель, имеющий более высокую прочность при рабочих температурах по сравнению с материалом корпуса поршня.
В случае использования кольцедержателя в качестве армирующего элемента для получения требуемой формы поршня, предотвращения смещения кольцедержателя из зоны расположения канавок, его деформации или поломки кольцедержатель устанавливают в матрицу с натягом по боковой поверхности с упором по торцу, а при штамповке сначала формируют купол поршня, а затем его внутреннюю часть.
При этом кольцедержатель выполняют из сплава со структурой, содержащей 20-45% упрочняющих частиц с размером не менее 20 мкм2, или из чугуна, или стали.
При диффузионном покрытии кольцедержателя из чугуна или стали алюминиевым сплавом последний при высокой температуре диффундирует в кольцедержатель. При вдавливании кольцедержателя в заготовку поршня происходит удаление окисной пленки с контактирующих поверхностей заготовки поршня и алюминиевого сплава, покрывающего кольцедержатель. Последующая штамповка обеспечивает диффузионное соединение корпуса поршня с алюминиевым сплавом на кольцедержателе и, следовательно, с самим кольцедержателем.
Для повышения надежности соединения корпуса поршня с кольцедержателем для покрытия кольцедержателя используют сплавы, имеющие одинаковые коэффициенты линейного расширения, т.е. одинакового состава.
При изготовлении поршня с кольцедержателем важным условием является обеспечение надежного соединения кольцедержателя с корпусом поршня. Такое соединение происходит при формообразовании поршня в момент, когда материал заготовки заполняет пространство вокруг кольцедержателя и происходит их совместная деформация. При этом необходимо отсутствие окисной пленки как на поверхности кольцедержателя, так и на поверхности заготовки поршня в месте их контакта. Съем окисной пленки происходит при установке кольцедержателя на заготовку поршня в случае, если кольцедержатель выполнен с плоским торцем, сопрягаемые поверхности кольцедержателя и заготовки поршня выполнены коническими с конусностью 1-10o, кольцевой заплечик заготовки поршня изготовлен с отрицательным углом 1-3o, а установка кольцедержателя производится при температуре 15-540oC с натягом 0,1-0,2 мм на диаметр напрессовкой. При последующей штамповке обеспечивается надежное диффузионное соединение кольцедержателя с поршнем. Отрицательный угол на кольцевом заплечике заготовки корпуса поршня позволяет защитить нижний торец кольцедержателя и сопрягаемую с ним поверхность заготовки корпуса поршня от окисления при нагреве до температуры штамповки. При напрессовке кольцедержателя на заготовку корпуса поршня за счет разницы в профилях нижнего торца кольцедержателя и профиля кольцевого заплечика между ними образуется замкнутая полость. При этом исключается контакт этих поверхностей с атмосферой печи, что снижает интенсивность их окисления при нагреве заготовки корпуса поршня с напрессованным кольцедержателем под штамповку. Кроме того, в процессе штамповки из-за различия в профилях происходит деформация нижнего торца кольцедержателя и заплечика. что приводит к разрушению имеющейся окисной пленки и способствует получению диффузионного соединения нижнего торца кольцедержателя с поверхностью заплечика. Изготовление заплечика с отрицательным углом менее 1 градуса нецелесообразно, так как при этом не происходит достаточной для получения диффузионного соединения деформации заплечика. Увеличение отрицательного угла на заплечике более 3 градусов приводит к появлению зажима. Применение конических сопрягаемых поверхностей кольцедержателя и корпуса поршня позволяет предотвратить появление задиров при напрессовке кольцедержателя на головку заготовки корпуса поршня.
Штамповка поршня с кольцедержателем производится за два перехода. Первоначально заготовка устанавливается в штамп торцем с проточкой под кольцедержатель вверх. Пуансоном формируют купол поршня и заштамповывают кольцедержатель. Затем заготовку переворачивают куполом вниз и на втором переходе формируют внутреннюю часть поршня.
Установка заготовки с кольцедержателем в матрицу с натягом между наружной поверхностью кольцедержателя и внутренней поверхностью матрицы устраняет растрескивание кольцедержателя при деформировании заготовки, а также изгиб кольцедержателя из-за неравномерности течения металла при формировании внутренней полости поршня. При этом отношение наружного диаметра кольцедержателя к внутреннему диаметру матрицы при температуре штамповки более или равно 1,0017, но менее или равно 1,0035. При меньшем натяге не устраняются трещинообразование в кольцедержателе и изгиб его во время формообразования заготовки, при большем натяге затрудняется установка заготовки с кольцедержателем в матрицу. Установка кольцедержателя на цилиндрическую заготовку без зазора относительно матрицы штампа обеспечивает стабильное положение кольцедержателя на заготовке во время всего процесса штамповки и устраняет неточное распределение объемов металла над кольцедержателем и под ним, что вместе с неподвижным положением кольцедержателя относительно матрицы во время всего процесса штамповки обеспечивает стабильное положение кольцедержателя на деформируемой заготовке.
Рекомендуется осуществлять штамповку составной заготовки из внутренней и внешней частей корпуса поршня. Двухслойная конструкция позволяет обеспечить надежную работу поршня в период пуска двигателя, после прогрева двигателя и на форсированных режимах. Сплав со структурой с высоким содержанием частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц имеет более высокие прочностные характеристики при рабочих температурах поршня. Однако при низких температурах, в период пуска двигателя, такие сплавы имеют низкую пластичность. Преимуществом сплава со структурой, имеющей низкое содержание частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц, является более высокая пластичность и большее сопротивление усталостному разрушению. В двухслойном поршне при пуске и прогреве двигателя нагрузку с поршневого пальца воспринимает сплав со структурой с малым содержанием частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц внутреннего корпуса, что предотвращает образование трещин в бобышках. В процессе работы температура поршня в зоне канавок под поршневые кольца поднимается до 250-350oC, а на форсированных режимах и до более высоких температур. Наружный корпус из сплава со структурой с высоким содержанием частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц предохраняет канавки от разбития поршневыми кольцами, а днище поршня от прогара при работе поршня при высоких температурах.
Оптимальная температура сверхпластичности зависит от химического состава и структуры сплава. Учитывая, что при штамповке пуансон соприкасается с внутренней заготовкой, а матрица - с внешней, придание пуансону температуры, оптимальной для деформирования внутренней заготовки в условиях сверхпластичности, а матрице - температуры, оптимальной для деформирования наружной заготовки в условиях сверхпластичности, позволит получить поршень при минимальных усилиях пресса.
Заготовки обеих частей корпуса поршня берут в виде шайб, если пластичности сплавов заготовок достаточно для формообразования поршня. Такая форма заготовок является наиболее технологичной.
Заготовки обеих частей корпуса поршня берут в виде стаканов, если для штамповки из заготовок в виде шайб не хватает пластичности материалов или усилия прессового оборудования.
Сборка составной заготовки перед штамповкой путем запрессовывания внутреннего слоя в наружный позволяет снять в месте контакта двух корпусов окисную пленку и при последующей штамповке получить диффузионное соединение.
При необходимости изготовления поршня с армирующим элементом с облегченным кольцедержателем торцевую поверхность заготовки поршня выполняют волнообразной. Заготовку под кольцедержатель выполняют в виде тонкой, толщиной 1, стальной шайбы, которую укладывают на волнообразную, с периодом волны L, торцевую поверхность заготовки. После предварительной штамповки шайба принимает волнообразный вид. В процессе формообразования купола поршня материал заготовки затекает между гофрами шайбы. Штамповка заготовки со структурой со средним размером частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц менее 15 мкм2 позволяет получить беззазорное соединение с кольцедержателем в интервале
Канавка под компрессионное кольцо прорезается через шайбу. Во время работы двигателя кольцо, двигаясь, контактирует с кольцедержателем и уменьшает износ канавки по материалу корпуса поршня. Меняя период волны шайбы и ее толщину, можно оптимизировать соотношение между весом кольцедержателя и величиной износа канавки.
Дополнительная деформация в закрытом штампе, т.е. в условиях, близких к всестороннему сжатию, со скоростью в интервале 10-5 - 10-4 с-1 в течение 0,5-5 минут приводит к устранению микропор, что позволяет дополнительно повысить механические свойства поршней.
Применение накладок из жаропрочных материалов обычно сопряжено с использованием болтов, которыми накладка крепится к корпусу поршня. Такая технология трудоемка и дорога. Изготовление накладок с выступами позволяет обеспечить крепление накладки к корпусу поршня без использования болтового соединения. Площадь выступов, их ориентация относительно силы, действующей на поршень в результате инерционных нагрузок накладки, возникающих при работе двигателя, должна быть достаточной, чтобы удержать накладку на поршне за счет механического сцепления. Полное затекание материала поршня в полости накладки на конечной стадии формообразования обеспечивает деформирование в условиях сверхпластичности.
Изготовление накладки из пористой керамики, инфильтрованной алюминиевым сплавом, снижает ее вес. Величина открытой пористости в пределах 35-50% обеспечивает достаточную прочность каркаса. Инфильтрация керамического каркаса алюминиевым сплавом, создание на поверхности, прилегающей к корпусу поршня, слоя из алюминиевого сплава позволяет получить после деформации диффузионное соединение между накладкой и корпусом поршня.
Применение для инфильтрации того же сплава, что и корпус поршня позволяет увеличить надежность соединения за счет устранения разницы в коэффициентах линейного расширения материалов при нагреве.
Износ канавки связан в основном со снижением прочностных свойств поршневых сплавов в результате длительного воздействия высоких температур. Повысить прочность материала в зоне канавки позволяет применение плазменной наплавки. Данный способ заключается в переплавлении плазменной дугой металла в зоне канавки и введении в расплав легирующих элементов. Он хорошо исследован на литых поршнях. Технология переплава и свойства полученной наплавки на поршне, уже изготовленном горячем деформированием, и литьем мало чем отличаются. Однако различия появляются, если наплавка производится не на поршне, а на заготовке под последующую штамповку. Наплавленный слой характеризуется наличием большого числа крупных пластин интерметаллидов на основе железа, никеля и т. д. , а также усадочных раковин. При формообразовании поршня в процессе горячей штамповки происходит деформирование наплавки. Деформированный материал наплавки по сравнению с литым имеет более высокие твердость и временное сопротивление, которые сохраняются и после последующего нагрева до 250oC. Повышенный уровень свойств связан с более дисперсной структурой из-за частичного дробления интерметаллидов при горячей деформации и отсутствием концентраторов напряжений в виде усадочных раковин. Последнее играет, по-видимому, главную роль в увеличении временного сопротивления за счет роста ресурса пластичности деформированного материала.
Если исходная заготовка имеет объемное содержание упрочняющих частиц, отличное от 25-60%, и их средний размер 15 мкм2 и более ее штамповку необходимо осуществлять при температуре 0,8-0,98 Тпл со скоростями 5•10-2 - 5•10-5с-1 по крайней мере за один переход.
В указанных температурно-скоростных интервалах возможно осуществление штамповки заготовок больших размеров, в том числе штамповки заготовки корпуса поршня в сборе с армирующими элементами.
Возможно также осуществление штамповки одной части поршня с оформлением профиля соединения этой части с другими частями поршня.
В указанных температурно-скоростных условиях штамповка возможна, если в качестве упрочняющих частиц алюминиевый сплав содержит частицы кремния и/или интерметаллидов.
Наиболее оптимальными условиями для штамповки таких исходных заготовок являются: температура 0,83-0,89 Тпл и скорости 10-3 - 5•10-5 с-1.
Если исходная заготовка содержит упрочняющие частицы более 20% по весу при их среднем размере 15 мкм2 и более, ее штамповку необходимо осуществлять при температуре 0,8-0,98 Тпл со скоростями 5•10-2 - 5•10-5 с-1 по крайней мере за один переход, при этом выбирают форму исходной заготовки, обеспечивающую снижение растягивающих деформаций при штамповке.
В указанных температурно-скоростных интервалах возможно осуществление штамповки заготовок больших размеров, в том числе штамповки заготовки корпуса поршня в сборе с армирующими элементами.
Возможно также осуществление штамповки одной части поршня с оформлением профиля соединения этой части с другими частями поршня.
В указанных температурно-скоростных условиях штамповка возможна, если в качестве упрочняющих частиц алюминиевый сплав содержит частицы кремния и/или интерметаллидов.
Наиболее оптимальными условиями для штамповки таких исходных заготовок являются: температура 0,83-0,89 Тпл и скорости 10-3 - 5•10-5 с-1.
Заготовки под штамповку со структурой, содержащей более 15% по весу частиц кремния, и/или интерметаллидов, и/или внесенных упрочняющих частиц со средним размером более 15 мкм2, обладают низкой пластичностью. Соблюдение условий контакта заготовки с матрицей только по боковой поверхности в пределах 30-100% площади боковой поверхности заготовки до момента касания пуансона, обращенного к нему торца исходной заготовки, предотвращает раскалывание заготовки и возникновение трещин по краю юбки в начальный момент внедрения пуансона в заготовку. Если площадь контакта заготовки с матрицей менее 30% ее боковой поверхности, возможно появление трещин по краю юбки из-за деформаций растяжения, возникающих при вдавливании пуансона в заготовку. При этом заготовку выполняют в виде усеченного конуса.
Максимальное расстояние от нижнего торца заготовки до дна матрицы зависит от пластичности материала, т.е. от количества и размера частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц, диаметра заготовки, от размера и формы пуансона. Чем более хрупкий материал заготовки, тем меньше допускается расстояние от торца заготовки до дна матрицы, чтобы предотвратить ее разрушение при внедрении пуансона. Величина коэффициента K подобрана экспериментально.
Штамповка поршней при температурах нагрева под закалку позволяет производить закалочное охлаждение сразу после окончания формообразования. Это исключает операцию нагрева под закалку и сокращает технологический процесс. Кроме того, отсутствие отдельной операции нагрева под закалку исключает рост зерен твердого раствора на основе алюминия в результате собирательной рекристаллизации и позволяет получить более мелкозернистую структуру в изделии.
Для уменьшения величины разбития канавок кольцами во время работы двигателя в местах расположения канавок устанавливают кольцедержатель, имеющий более высокую прочность при рабочих температурах, по сравнению с материалом корпуса поршня. При литейной технологии изготовления поршня кольцедержатель, выполненный обычно из чугуна, заливают жидким металлом. При изготовлении поршня штамповкой становится возможным изготовление кольцедержателя из силумина, с крупнокристаллической структурой и большим содержанием частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц и имеющего более высокие прочностные характеристики. Силумины с мелкокристаллической или промежуточной структурами со средним размером частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц менее 15 мкм2, с содержанием частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц менее 15%, имеют пластичность при горячей деформации, достаточную для формообразования поршня с кольцедержателем из высококремнистого силумина со структурой, содержащей кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц 20-45%, и со средним размером частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц не менее 20 мкм2. Кольцедержатель предварительно устанавливают на заготовку, затем вместе с заготовкой устанавливают в матрицу с натягом по боковой поверхности с упором по торцу, выполненным на боковой поверхности матрицы, чтобы предотвратить его растрескивание при последующей штамповке. Сначала формируют купол поршня. Это позволяет зафиксировать кольцедержатель на заготовке поршня в заданном месте и предотвратить его деформацию. Меньшие напряжения течения материала заготовки поршня при горячей деформации по сравнению с напряжениями течения материала кольцедержателя позволяют материалу заготовки заполнять пространство вокруг кольцедержателя, деформируя при этом кольцедержатель в минимальной степени (до 20%). Заготовку поршня, имеющую структуру, близкую к микродуплекс, т.е. при объемном содержании частиц 25-60%, целесообразно деформировать в условия сверхпластичности. Штамповка корпуса поршня в режиме сверхпластичности осуществляется при меньших усилиях пресса и, следовательно, в меньшей степени деформирует кольцедержатель. В случае использования кольцедержателя из чугуна и стали, также для получения требуемой формы поршня, предотвращения смещения кольцедержателя из зоны расположения канавок, его деформации или поломки кольцедержатель устанавливают в матрицу с натягом по боковой поверхности с упором по торцу, заготовку берут с размером частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц менее 15 мкм2, а при штамповке сначала формируют купол поршня, а затем его внутреннюю часть.
В случае использования кольцедержателя из чугуна или стали деформация заготовки в условиях сверхпластичности позволяет дополнительно облегчить формообразование части поршня в зоне кольцедержателя.
При изготовлении поршня с кольцедержателем важным условием является обеспечение надежного соединения кольцедержателя с корпусом поршня. Такое соединение происходит при формообразовании поршня в момент, когда материал заготовки заполняет пространство вокруг кольцедержателя и происходит их совместная деформация. При этом необходимо отсутствие окисной пленки как на поверхности кольцедержателя, так и на поверхности заготовки поршня в месте их контакта. Съем окисной пленки происходит при установке кольцедержателя на заготовку поршня в случае, если кольцедержатель выполнен с плоским торцем, сопрягаемые поверхности кольцедержателя и заготовки поршня выполнены коническими с конусностью 1-103, кольцевой заплечик заготовки поршня изготовлен с отрицательным углом 1-3o, а установка кольцедержателя производится при температуре 15-540oC с натягом 0,1-0,2 мм на диаметр напрессовкой. При последующей штамповке обеспечивается надежное диффузионное соединение кольцедержателя с поршнем. Отрицательный угол на кольцевом заплечике заготовки корпуса поршня позволяет защитить нижний торец кольцедержателя и сопрягаемую с ним поверхность заготовки корпуса поршня от окисления при нагреве до температуры штамповки. При напрессовке кольцедержателя на заготовку корпуса поршня за счет разницы в профилях нижнего торца кольцедержателя и профиля кольцевого заплечика между ними образуется замкнутая полость. При этом исключается контакт этих поверхностей с атмосферой печи, что снижает интенсивность их окисления при нагреве заготовки корпуса поршня с напрессованным кольцедержателем под штамповку. Кроме того, в процессе штамповки из-за различия в профилях происходит деформация нижнего торца кольцедержателя и заплечика, что приводит к разрушению имеющейся окисной пленки и способствует получению диффузионного соединения нижнего торца кольцедержателя с поверхностью заплечика. Изготовление заплечика с отрицательным углом менее 1 градуса нецелесообразно, так как при этом не происходит достаточной для получения диффузионного соединения деформации заплечика. Увеличение отрицательного угла на заплечике более 3 градусов приводит к появлению зажима. Применение конических сопрягаемых поверхностей кольцедержателя и корпуса поршня позволяет предотвратить появление задиров при напрессовке кольцедержателя на головку заготовки корпуса поршня.
Штамповка поршня с кольцедержателем производится за два перехода. Первоначально заготовка устанавливается в штамп торцем с проточкой под кольцедержатель вверх. Пуансоном формируют купол поршня и заштамповывают кольцедержатель. Затем заготовку переворачивают куполом вниз и на втором переходе формируют внутреннюю часть поршня. Установка заготовки с кольцедержателем в матрицу с натягом между наружной поверхностью кольцедержателя и внутренней поверхностью матрицы устраняет растрескивание кольцедержателя при деформировании заготовки, а также изгиб кольцедержателя из-за неравномерности течения металла при формировании внутренней полости поршня. Натяг выбирают из соотношения
где d - наружный диаметр кольцедержателя при температуре штамповки;
D - внутренний диаметр матрицы при температуре штамповки.
При меньшем натяге не устраняются трещинообразование в кольцедержателе и изгиб его во время формообразования заготовки, при большем натяге затрудняется установка заготовки с кольцедержателем в матрицу. Установка кольцедержателя на цилиндрическую заготовку без зазора относительно матрицы штампа обеспечивает стабильное положение кольцедержателя на заготовке во время всего процесса штамповки и устраняет неточное распределение объемов металла над кольцедержателем и под ним, что вместе с неподвижным положением кольцедержателя относительно матрицы во время всего процесса штамповки обеспечивает стабильное положение кольцедержателя на деформируемой заготовке.
При диффузионном покрытии кольцедержателя алюминиевым сплавом последний при высокой температуре диффундирует в стальной кольцедержатель. При вдавливании кольцедержателя в заготовку поршня происходит удаление окисной пленки с контактирующих поверхностей заготовки поршня и алюминиевого сплава, покрывающего кольцедержатель. Последующая штамповка обеспечивает диффузионное соединение корпуса поршня с алюминиевым сплавом на кольцедержателе и, следовательно, с самим кольцедержателем.
Для повышения надежности соединения корпуса поршня с кольцедержателем для покрытия кольцедержателя используют сплавы, имеющие одинаковые коэффициенты линейного расширения, т.е. одинакового состава.
Двухслойная конструкция поршня позволяет обеспечить надежную работу поршня в период пуска двигателя, после прогрева двигателя и на форсированных режимах. Сплав со структурой с высоким содержанием частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц имеет более высокие прочностные характеристики при рабочих температурах поршня. Однако при низких температурах, в период пуска двигателя, такие сплавы имеют низкую пластичность. Преимуществом сплава со структурой, имеющей низкое содержание частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц является более высокая пластичность и большее сопротивление усталостному разрушению. В двухслойном поршне при пуске и прогреве двигателя нагрузку с поршневого пальца воспринимает сплав со структурой с малым содержанием частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц внутреннего корпуса, что предотвращает образование трещин в бобышках. В процессе работы температура поршня в зоне канавок под поршневые кольца поднимается до 250-350oC, а на форсированных режимах и до более высоких температур. Наружный корпус из сплава со структурой с высоким содержанием частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц предохраняет канавки от разбития поршневыми кольцами, а днище поршня от прогара при работе поршня при высоких температурах.
Оптимальная температура сверхпластичности зависит от химического состава и структуры сплава. Учитывая, что при штамповке пуансон соприкасается с внутренней заготовкой, а матрица - с внешней, придание пуансону температуры, оптимальной для деформирования внутренней заготовки в условиях сверхпластичности, а матрице - температуры, оптимальной для деформирования наружной заготовки в условиях сверхпластичности, позволит получить поршень при минимальных усилиях пресса.
Изменение толщины наружного корпуса выбрано из соображения оптимального сочетания износостойкости и пластичности поршня. В зоне нижнего края юбки поршень имеет минимальную рабочую температуру, но в то же время подвергается интенсивному износу в процессе работы двигателя. При этом нижний край юбки испытывает значительные ударные нагрузки при переходе поршня через верхнюю и нижнюю мертвые точки при пуске холодного двигателя. Поэтому нижний край юбки должен иметь высокую пластичность и достаточную износостойкость, что обеспечивается минимальной толщиной наружного корпуса. Для предотвращения разбития канавок поршневыми кольцами и прогорания днища поршня толщину наружного корпуса при приближении к днищу поршня увеличивают и выбирают в зависимости от типа поршня, температуры днища поршня, степени форсирования двигателя. Заготовки обеих частей корпуса поршня берут в виде шайб, если пластичности сплавов заготовок достаточно для формообразования поршня. Такая форма заготовок является наиболее технологичной.
Заготовки обеих частей корпуса поршня берут в виде стаканов, если для штамповки из заготовок в виде шайб не хватает пластичности материалов или усилия прессового оборудования.
Сборка составной заготовки перед штамповкой путем запрессовывания внутреннего слоя в наружный позволяет снять в месте контакта двух корпусов окисную пленку и при последующей штамповке получить диффузионное соединение.
При необходимости изготовления поршня с армирующим элементом с облегченным кольцедержателем торцевую поверхность заготовки поршня выполняют волнообразной. Заготовку под кольцедержатель выполняют в виде тонкой шайбы, которую укладывают на волнообразную торцевую поверхность заготовки. После предварительной штамповки шайба принимает волнообразный вид. В процессе формообразования купола поршня материал заготовки затекает между гофрами шайбы. Способность материала заготовки полностью заполнить пространство между гофрами зависит от структуры заготовки. Штамповка заготовки со структурой со средним размером частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц менее 15 мкм2 позволяет получить беззазорное соединение с кольцедержателем в интервале
Штамповка заготовки со структурой со средним размером частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц более 15 мкм2 позволяет получить беззазорное соединение с кольцедержателем только в интервале
Канавка под компрессионное кольцо прорезается через шайбу. Во время работы двигателя кольцо, двигаясь, контактирует с кольцедержателем и уменьшает износ канавки по материалу корпуса поршня. Меняя период волны шайбы и ее толщину, можно оптимизировать соотношение между весом кольцедержателя и величиной износа канавки.
Применение накладок из жаропрочных материалов обычно сопряжено с использованием болтов, которыми накладка крепится к корпусу поршня. Такая технология трудоемка и дорога. Изготовление накладок с выступами позволяет обеспечить крепление накладки к корпусу поршня без использования болтового соединения. Площадь выступов, их ориентация относительно силы, действующей на поршень в результате инерционных нагрузок накладки, возникающих при работе двигателя, должна быть достаточной, чтобы удержать накладку на поршне за счет механического сцепления. Полное затекание материала поршня в полости накладки на конечной стадии формообразования обеспечивает деформирование в условиях сверхпластичности.
Изготовление накладки из пористой керамики, инфильтрованной алюминиевым сплавом, снижает ее вес. Величина открытой пористости в пределах 35-50% обеспечивает достаточную прочность каркаса. Инфильтрация керамического каркаса алюминиевым сплавом, создание на поверхности, прилегающей к корпусу поршня, слоя из алюминиевого сплава позволяет получить после деформации диффузионное соединение между накладкой и корпусом поршня. Применение для инфильтрации того же сплава, что и корпус поршня позволяет увеличить надежность соединения за счет устранения разницы в коэффициентах линейного расширения материалов при нагреве.
Дополнительная деформация в закрытом штампе, т.е. в условиях, близких к всестороннему сжатию, со скоростью в интервале 10-5 - 10-4 с-1 в течение 0,5-5 минут приводит к устранению микропор, что позволяет дополнительно повысить механические свойства.
Износ канавки связан в основном со снижением прочностных свойств поршневых сплавов в результате длительного воздействия высоких температур. Повысить прочность материала в зоне канавки позволяет применение плазменной наплавки. Данный способ заключается в переплавлении плазменной дугой металла в зоне канавки и введении в расплав легирующих элементов. Он хорошо исследован на литых поршнях. Технология переплава и свойства полученной наплавки на поршне, уже изготовленном горячем деформированием и литьем, мало чем отличаются. Однако различия появляются, если наплавка производится не на поршне, а на заготовке под последующую штамповку. Наплавленный слой характеризуется наличием большого числа крупных пластин интерметаллидов на основе железа, никеля и т. д. , а также усадочных раковин. При формообразовании поршня в процессе горячей штамповки происходит деформирование наплавки. Деформированный материал наплавки по сравнению с литым имеет более высокие твердость и временное сопротивление, которые сохраняются и после последующего нагрева до 250oC. Повышенный уровень свойств связан с более дисперсной структурой из-за частичного дробления интерметаллидов при горячей деформации и отсутствием концентраторов напряжений в виде усадочных раковин Последнее играет, по-видимому, главную роль в увеличении временного сопротивления за счет роста ресурса пластичности деформированного материала.
Графические материалы иллюстрируют:
фиг. 1 схему осуществления способа изготовления поршня (слева от осевой линии до деформации, справа - после деформации);
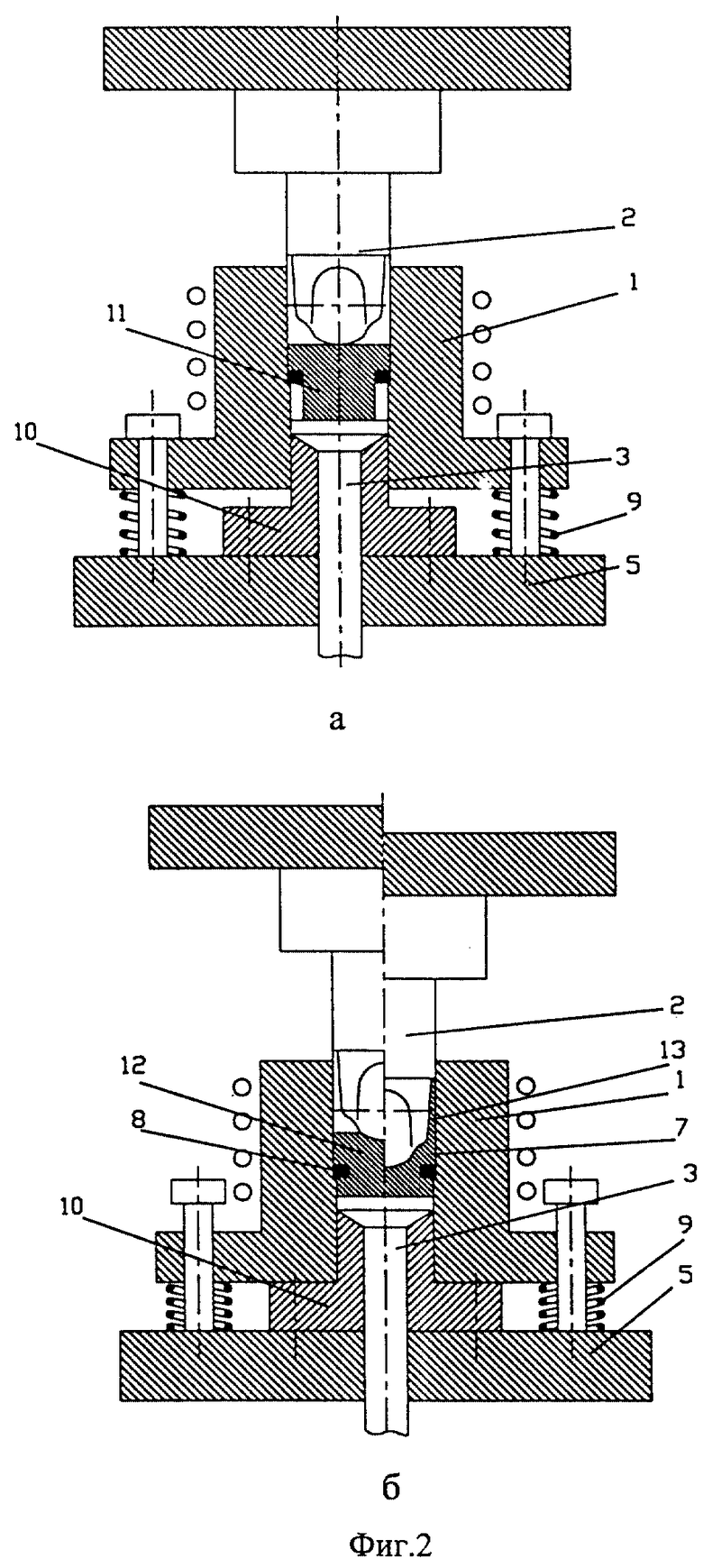
на фиг. 2 схему осуществления способа изготовления поршня с кольцедержателем, а - установка заготовки с кольцедержателем в штамп, б - формирование купола поршня (слева от осевой линии) и формирование внутренней части поршня (справа от осевой линии);
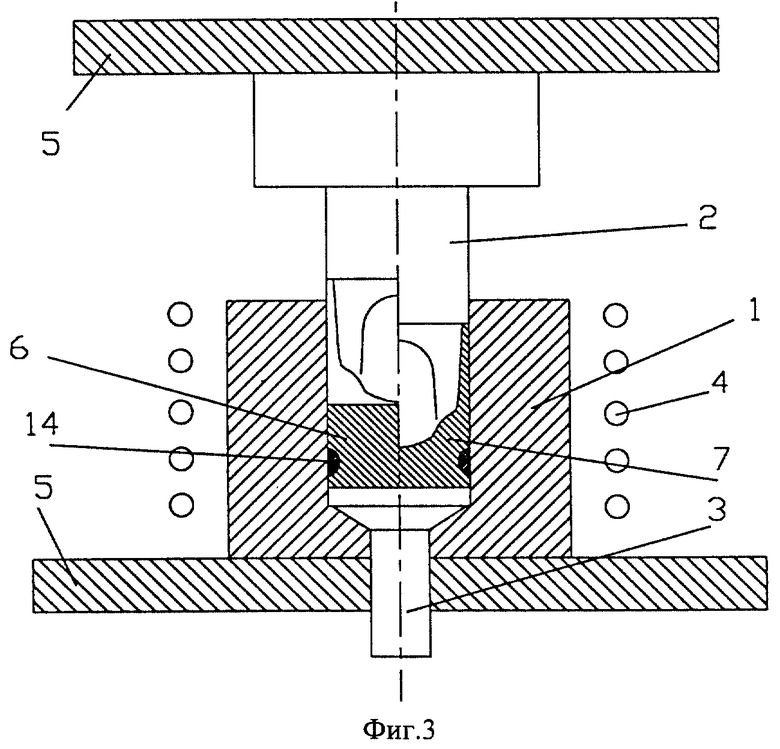
фиг. 3 схему осуществления изготовления поршня с наплавкой (справа от осевой линии до деформации, справа - после деформации),
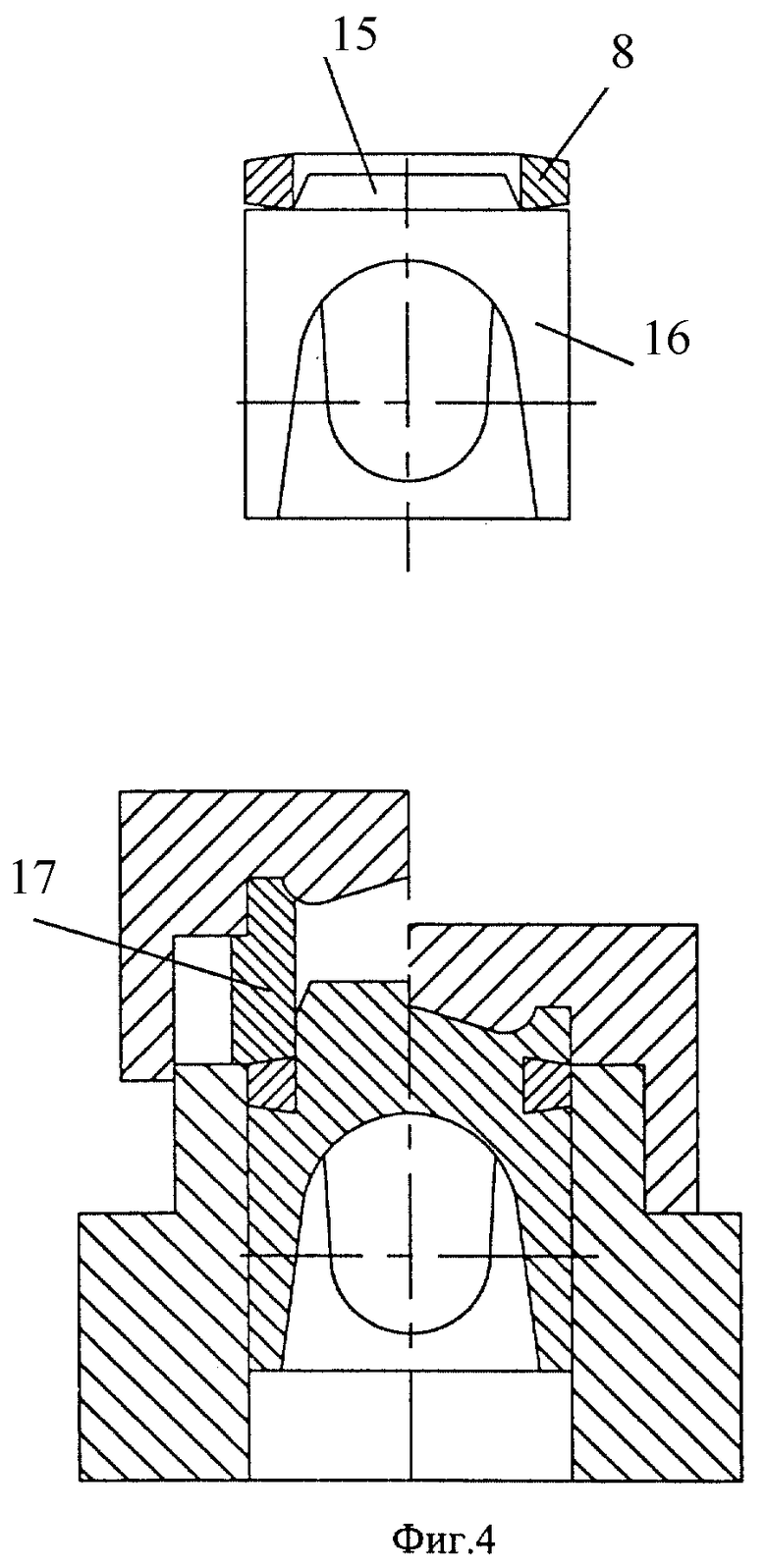
фиг. 4 схему осуществления запрессовки кольцедержателя;
фиг. 5 вид поршня с кольцедержателем в виде стальной ленты;
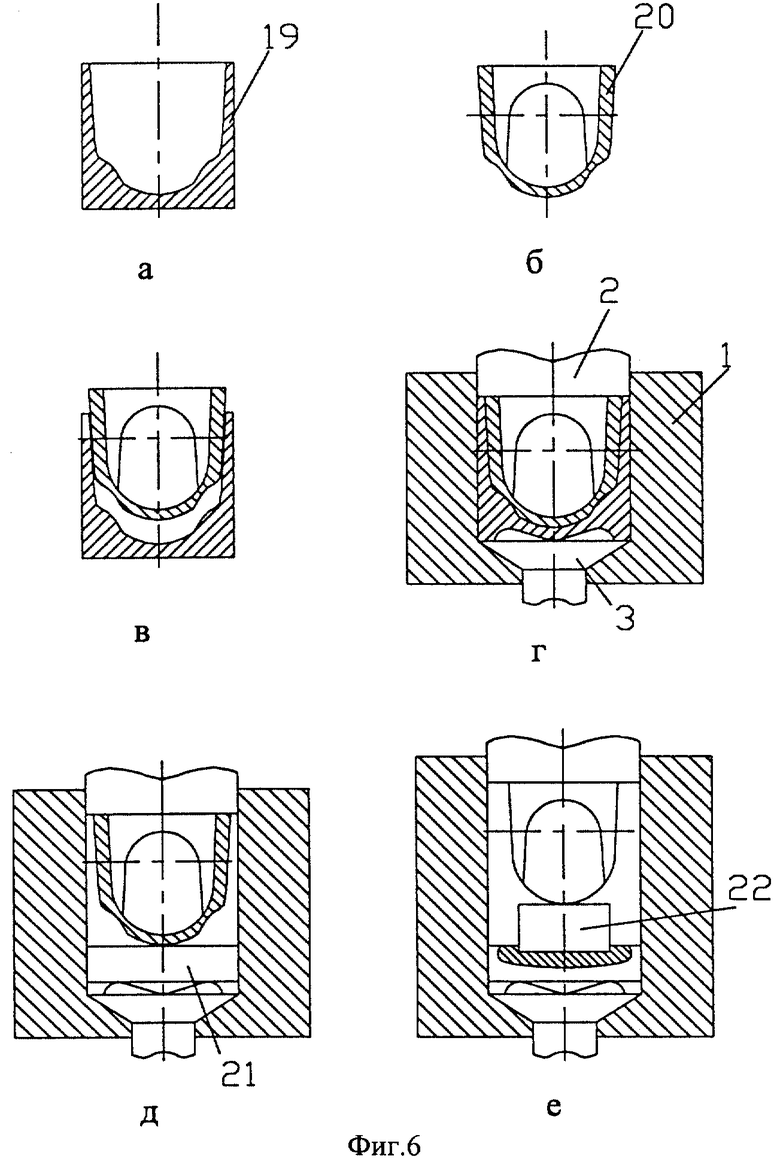
фиг. 6 схему штамповки составного поршня, а, б - наружный и внутренний корпуса в виде стаканов, в - установка внутреннего корпуса в наружный, г - вид составного поршня после штамповки, д - наружный корпус в виде шайбы, а внутренний в виде стакана, е - наружный и внутренний корпуса в виде шайбы.
Штамп для осуществления способа, представленный на фиг. 1, включает: матрицу 1, пуансон 2, выталкиватель 3, нагревательный элемент 4, подкладные плиты 5, позицией 6 обозначена заготовка, позицией 7 обозначен поршень, полученный штамповкой.
На фиг. 2 дополнительно показаны; кольцедержатель 8, пружины 9, направляющая матрицы 10, заготовка поршня с выточкой под кольцедержатель 11, заготовка поршня с кольцедержателем и куполом 12, поршень с кольцедержателем 13.
На фиг. 3 дополнительно показана наплавка 34.
На фиг. 4 дополнительно показан центрирующий буртик 15, заготовка с оформленной внутренней частью 16, кольцо 17.
На фиг. 5 дополнительно показан кольцедержатель в виде ленты 18.
На фиг. 6 дополнительно показан наружный корпус заготовки в виде стакана 19, внутренний корпус заготовки в виде стакана 20, наружный корпус заготовки в виде шайбы 21, внутренний корпус заготовки в виде шайбы 22.
Способ осуществляется следующим образом.
Заготовку поршня предварительно нагревают и устанавливают в нагретый штамп. Деформацию осуществляют в изотермических условиях. Температурно-скоростные режимы штамповки выбирают в зависимости от исходной структуры. Форму заготовки выбирают в зависимости от содержания и размеров частиц кремния, и/или интерметаллидов, и/или введенных упрочняющих частиц. Последующая термообработка включает закалку и искусственное старение.
Пример 1. Заготовку поршня 6 из сплава состава (12% Si, 2,2% Cu, 1,1% Mg, 0,1% Ti, 1,1% Ni, 0,4% Mn, 0,8% Fe, остальное A1) цилиндрической формы изготавливали из прутка, полученного горячим прессованием слитка при температуре 440oC или 0,86 Тпл со степенью деформации 90%. Тпл для данного сплава, равная 552oC, была выбрана согласно диаграмме состояния (Диаграммы состояния систем на основе алюминия и магния. Справочник под ред. М.Е. Дриц. М., Наука, 1977, 256 с.). В заготовке была получена структура со средним размером частиц кремния и интерметаллидов 5 мкм2 глобулярной формы. Заготовки деформировали в штампе (фиг. 1) при температуре 520oC (0,96 Тпл) и скорости деформации 1•10-2 с-1. Закалочное охлаждение в воду с температурой 20oC проводили со штампа сразу после окончания деформирования. Старили поршень при 210oC в течение 10 часов. Микроструктурный анализ показал отсутствие дефектов в виде микротрещин и микропор.
Проведенные испытания показали, что материал имеет следующие механические свойства:
σв = 390 МПа.
Пример 2. Заготовку поршня из сплава состава (21% Si, 1,6%Cu, 1,1 Mg, 0,1% Ti, 1,1% Ni, 0,5% Mn, 0,7% Fe, остальное - Al), полученную литьем в кокиль, со структурой, имеющей средний размер частиц кремния и интерметаллидов 120 мкм2 разнообразной формы, включая пластинчатую, выполняли в виде усеченного конуса, имеющего угол 4o и с размерами, обеспечивающими при установке ее в матрицу с внутренним диаметром 150 мм, имеющую конус с углом 4o, 80% контакта по боковой поверхности заготовки. Расстояние от нижнего торца заготовки до дна матрицы определяли как
где d=150, К=5, С=21, P=120.
Получили 3,2 мм. Заготовку деформировали в штампе (фиг. 1) при температуре 480oC (0,91 Тпл) и средней скорости деформации 1•10-4c-1. Термообработка включала закалку с температуры 510oC и старение при температуре 210oC в течение 10 часов. Получили поршень без дефектов. Проведенные испытания показали, что материал имеет σв = 390 МПа.
Пример 3. Из цилиндрической заготовки 1 (фиг. 1), вырезанной из прессованного при температуре в интервале 440-450oC (0,86-0,88 Тпл) со степенью деформации 90% слитка сплава состава (12% Si, 2,2% Cu, 1,1% Mg, 0,1% Ti, 1,1% Ni, 0,4% Mn, 0,8% Fe, остальное A1) со структурой, имеющей средний размер частиц кремния и интерметаллидов 6 мкм2 глобулярной формы, штамповкой при температуре 520oC (0,96 Тпл) и скорости деформации 1•10-2с-1, получали заготовку 16 с оформленной внутренней частью. На головке заготовки механической обработкой получали конусную боковую поверхность с кольцевым заплечиком (фиг. 4). Конусность при этом составила 6o, а отрицательный угол на заплечике 3o. Кольцедержатель 8 с плоским нижним торцем изготавливали из алюминиевого сплава с содержанием кремния 18%. Кольцедержатель напрессовывали на головку заготовки 16 кольцом 17 до упора в заплечик при 20oC, при этом между нижним плоским торцем кольцедержателя и кольцевым заплечиком заготовки 16 образовывалась замкнутая полость. Заготовку с напрессованным кольцедержателем нагревали в печи до 510oC, затем заготовку устанавливали в штамп и проводили заштамповку кольцедержателя с одновременным формообразованием огневой камеры поршня. Заштамповку проводили в изотермических условиях при 510oC (0,95 Тпл) на гидравлическом прессе со скоростями деформации 10-3 с-1. После заштамповки кольцедержателя поршень закаливали со штампа в воду и старили при 210oC в течение 10 часов. Испытания показали, что прочность соединения корпуса поршня с кольцедержателем составила 140 МПа.
Пример 4. Заготовку поршня 11 (фиг.2) изготавливали из алюминиевого сплава состава (12% Si, 2,2% Cu, 1,1% Mg, 0,1% Ti, 1,1% Ni, 0,4% Mn, 0,8% Fe, остальное Al) со структурой, имеющей средний размер частиц кремния и интерметаллидов 5 мкм2 глобулярной формы, делали на ней центрирующий буртик, на котором вдавливанием устанавливали чугунный кольцедержатель 8. Перед установкой на заготовку кольцедержатель 8 покрывали слоем расплава алюминиевого сплава того же состава, что и заготовка. Заготовку с кольцедержателем устанавливали в матрицу 1 с натягом по боковой поверхности с упором по торцу, выполненным на боковой поверхности матрицы. Штамповку осуществляли в режиме горячей деформации при температуре 490oC (0,93 Тпл) и средней скорости деформации 10-3 с-1. Сначала формировали купол поршня (фиг.2а, левая сторона от осевой линии), а затем его внутреннюю часть (фиг.2б, правая сторона от осевой линии), После штамповки проводили закалку поршня и искусственное старение. При покрытии кольцедержателя слоем расплава алюминиевого сплава последний диффундировал в сталь кольцедержателя. После остывания на поверхности кольцедержателя остался слой алюминиевого сплава, который был диффузионно соединен с материалом кольцедержателя. При вдавливании кольцедержателя в заготовку поршня произошло удаление окисной пленки с контактирующих поверхностей заготовки поршня и кольцедержателя, покрытого алюминиевым расплавом. Деформация и высокая температура при последующей штамповке обеспечили получение неразъемного диффузионного соединения корпуса поршня с кольцедержателем, прочность которого достаточна для предотвращения появления зазора между корпусом поршня и кольцедержателем при последующей термообработке и эксплуатации.
Пример 5. Заготовку из алюминиевого сплава (12% Si, 2,2% Cr, 1,1% Mg, 0,1% Ti, 1,1% Ni, 0,4% Mn, 0,8% Fe, остальное A1) со структурой, имеющей средний размер частиц кремния и интерметаллидов 12 мкм2, изготавливали с выступом, а торцевую поверхность, окружающую выступ, выполнили волнообразной. Кольцедержатель изготавливали из листовой стали 40Г1803Ф толщиной 3 мм также волнообразной формы. Период волн L на заготовке и на кольцедержателе рассчитывали по формуле
L=L(4-14)
где l - толщина листа, из которого был изготовлен кольцедержатель, равная 3 мм.
Из приведенного уравнения получили L, равный 12-42 мм. Выбрали L=30 мм. Кольцедержатель установили на заготовку, поместили в матрицу и последующей штамповкой изготовили поршень (фиг. 5). Последующая термообработка включала закалку и искусственное старение. Канавку под поршневое кольцо проточили с пересечением гофр.
Пример 6. Поршень изготавливали из двух корпусов - наружного и внутреннего. Заготовку наружного корпуса изготавливали из алюминиевого сплава (21% Si, 1,6% Cu, 1,1% Mg, 0,1% Ti, 1,1% Ni, 0,5% Mn, 0,7% Fe, остальное A1) со структурой, имеющей средний размер частиц кремния и интерметаллидов 30 мкм2. Заготовку внутреннего корпуса изготавливали из сплава (12% Si, 2,2% Cu, 1,1% Mg, 0,1% Ti, 1,1% Ni, 0,4% Mn, 0,8% Fe, остальное A1) со структурой, имеющей средний размер частиц кремния и интерметаллидов 5 мкм2 преимущественно глобулярной формы. Заготовки наружного и внутреннего корпуса изготавливали в виде шайб (фиг.6е). Формообразование поршня производили совместным деформированием заготовок при температуре 490oC (0,93 Тпл) со скоростью деформации 10-3 с-1. Термообработка включала закалку и искусственное старение.
Пример 7. Заготовку корпуса поршня изготавливали из алюминиевого сплава (12% Si, 2,2% Cu, 1,1% Mg, 0,1% Ti, 1,1% Ni, 0,4% Mn, 0,8% Fe) со структурой, имеющей средний размер частиц кремния и интерметаллидов 120 мкм2. Накладку изготавливали из муллитокремнезема с пористостью 40%, инфильтрованного алюминиевым сплавом того же состава, что и заготовка поршня. На внутренней поверхности накладки поверх каркаса после инфильтрации оставили слой алюминиевого сплава толщиной 2 мм. Заготовку вместе с накладкой нагревали до 480oC (0,91 Тпл) и ставили в матрицу штампа, нагретого до температуры 480oC (0,91 Тпл). Деформацию проводили со скоростью 1•10-4 с-1. После штамповки закалочное охлаждение поршня проводили на воздухе. Старили поршень при 350oC в течение 8 часов. Получили надежное беззазорное соединение поршня с накладкой.
Пример 8. На отрезанную от горячепрессованного прутка заготовку из алюминиевого сплава состава (12% Si, 2,2% Cu, 1,1% Mg, 0,1% Ti, 1,1% Ni, 0,4% Mn, 0,8% Fe, остальное A1) со структурой, имеющей средний размер частиц кремния и интерметаллидов 6 мкм2 преимущественно глобулярной формы, на расстоянии 20 мм от торца проводили наплавление кольцевого участка с введением никеля и хрома путем подачи в зону переплава нихромовой проволоки Х20Н80. Наплавление осуществляли неплавящимся электродом в среде аргона за 3 прохода (3 оборота заготовки), причем введение никеля и хрома осуществляли при первом проходе со скоростью подачи проволоки 65 м/ч и скоростью сварки 41 м/ч. При втором и третьем проходах переплав производили без введения легирующих элементов со скоростью сварки 25 м/ч. Сила тока при всех проходах составляла 680-700 А, напряжение - 220 B. Глубина переплава при этом составляла 7 мм. Заготовку 1 с наплавленным слоем 2 с содержанием никеля 7% и хрома 2% нагревали в печи до 470oC (0,90 Тпл). Затем заготовку устанавливали в матрицу 3 штампа, установленного на гидравлическом прессе, и пуансоном 4 проводили совместное деформирование заготовки и наплавленного слоя со скоростью 10-3 -100 с-1 до полного формообразования поршня 5 с наплавленным кольцевым участком 6. Штамповку проводили в изотермических условиях при температуре заготовки и штампа 470oC (0,90 Тпл) со средней скоростью деформации 1•10-3 с-1. Извлекали поковку из штампа проводили посредством выталкивателя 7. Закалку осуществляли охлаждением в воду с температуры 510±10oC. Старили при 210oC в течение 10 часов. При окончательной механической обработке поршня по кольцевой поверхности наплавленного участка выполняли канавку под поршневое кольцо. Трещин и пор в наплавленном материале не обнаружено.
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении широкой номенклатуры поршней двигателей внутреннего сгорания для автомобильного и гусеничного транспорта, авиационной техники, морских и речных судов. Способ изготовления поршня двигателя внутреннего сгорания включает его формообразование штамповкой заготовки из алюминиевого сплава со структурой, содержащей упрочняющие частицы, и последующую термообработку, при этом осуществляют штамповку заготовки из алюминиевых сплавов с объемным содержанием упрочняющих частиц 25-60% и их среднем размером менее 15 мкм2 при температуре 0,8-0,98 Тпл со скоростями 5•10-2-5•10-5 с-1 в обычном режиме или режиме сверхпластичности, по крайней мере, за один переход. Техническим результатом является изготовление поршней из силуминов штамповкой, обладающих широким спектром механических свойств в зависимости от исходной структуры и структуры, получаемой в результате деформационной обработки. 3 с. и 38 з.п.ф-лы, 6 ил.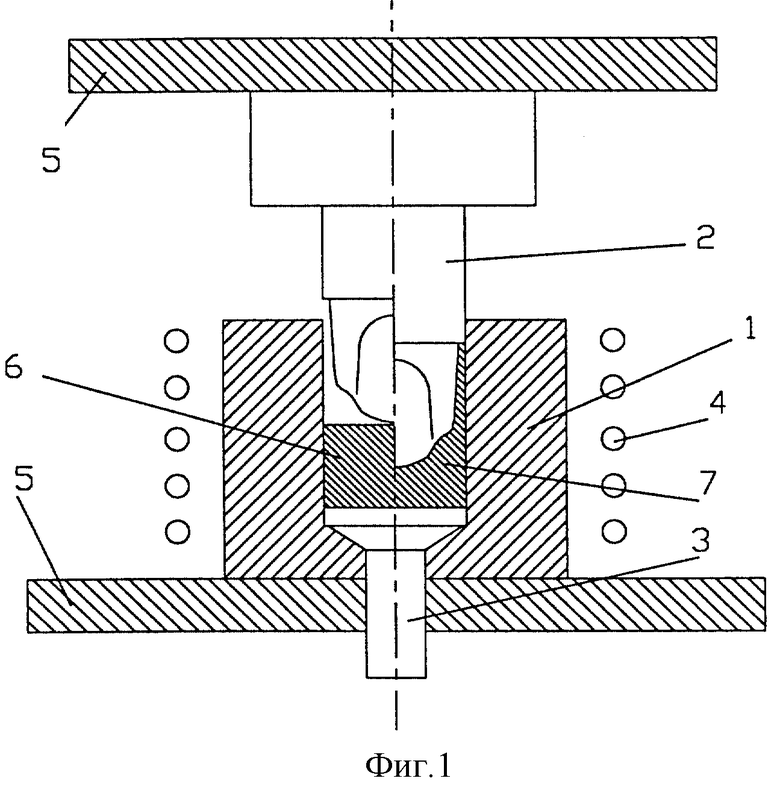
 а соотношение высоты заготовки и выступа выбирают таким образом, что после штамповки волнообразная шайба расположена на уровне канавки под компрессионное кольцо.
а соотношение высоты заготовки и выступа выбирают таким образом, что после штамповки волнообразная шайба расположена на уровне канавки под компрессионное кольцо. , где d - внутренний диаметр дна матрицы, мм; С - содержание упрочняющих частиц, % по весу; F - средняя площадь упрочняющих частиц, мкм2; К - коэффициент, учитывающий форму и размер пуансона, равный 0,5-10.
, где d - внутренний диаметр дна матрицы, мм; С - содержание упрочняющих частиц, % по весу; F - средняя площадь упрочняющих частиц, мкм2; К - коэффициент, учитывающий форму и размер пуансона, равный 0,5-10.
| RU 94027088 Al, 07.10.1996 | |||
| US 4582544 А, 15.04.1986 | |||
| Железобетонная предварительно напряженная шпала | 1955 |
|
SU104774A1 |
| JP 59006351 А, 13.01.1984 | |||
| US 5342459 А, 30.08.1994. | |||

