Изобретение относится к ремонтно-восстановительному производству машиностроительных и ремонтно-эксплуатационных предприятий, в частности для восстановления изношенной внутренней поверхности гильз цилиндров двигателей внутреннего сгорания.
Известен способ восстановления внутренней поверхности гильз цилиндров (патент РФ N 2025248, В 23 P 6/02, 1994), включающий выполнение на наружной поверхности гильзы цилиндра проточки, превышающей зону износа, вытачивание стальной ремонтной втулки и напрессование этой втулки с натягом на подготовленный участок гильзы цилиндра, для восстановления конфигурации и размеров гильзы. При охлаждении разогретой ремонтной втулки происходит обжим гильзы, за счет чего восстанавливают внутренний диаметр гильзы.
Недостатком данного способа является большое число подготовительных операций, в частности требуется изготовление новой детали, а также высокая чистота обработки сопрягаемых поверхностей.
Известен способ восстановления гильз цилиндров (патент РФ N 2028904, В 23 P 6/02, 1995), включающий выполнение на наружной поверхности гильзы со стороны ее нижнего торца кольцевой проточки, шириной не менее трех размеров опорного буртика гильзы, вытачивание ремонтной втулки с внутренним диаметром, соответствующим наружному диаметру проточки, и внешними размерами и конфигурацией, соответствующими размерам и конфигурации верхней части гильзы. Ремонтную втулку напрессовывают с натягом на участок гильзы с проточкой. Таким образом, в зону максимальных давлений вводят практически изношенную нижнюю часть внутренней рабочей поверхности гильзы.
Недостатком способа является то, что не достигается восстановление всей изношенной внутренней поверхности гильзы цилиндра, а только зоны максимальных давлений рабочего процесса.
Наиболее близким заявляемому является способ восстановления изношенных гильз цилиндров (авторское свидетельство SU 863292, В 23 P 6/02, 15.09.1981), включающий обжатие гильзы по введенной в нее оправке радиальными по отношению к гильзе усилиями до упора обжимаемой гильзы в поверхность оправки в несколько этапов с поворотом гильзы вокруг своей оси на каждом этапе, последующий отпуск и механическую обработку.
Однако этот способ неэффективен при восстановлении гильз из материалов с высоким содержанием углерода (чугун), так как при усилиях пресса, направленных вдоль центральной оси гильзы при ее перемещении, происходит изменение знаков напряжений от положительного к отрицательному (собственно обжатию). При этом граница смены знака тоже перемещается вдоль центральной оси. На участке перемещения границы смены знака напряжения в гильзе возникают условия для интенсивного образования трещин. Кроме того, способ требует сложного и мощного прессового оборудования для создания необходимого усилия обжатия, а за счет трения при прохождении через конусную часть устройства быстро изнашиваются упругие элементы.
Задачей изобретения является упрощение способа восстановления внутренней поверхности гильз цилиндров и расширение технологических возможностей за счет использования их для восстановления гильз цилиндров из любых материалов.
Поставленная задача решается тем, что в способе восстановления внутренней поверхности гильз цилиндров ДВС, включающем обжатие гильзы через упругие элементы с последующим отпуском и механической обработкой, перед обжатием гильзу цилиндра надевают на оправку, а обжим производят радиальным по отношению к гильзе усилием, превышающим предел текучести обжимаемого материала, до упора обжимаемой гильзы в поверхность оправки. Обжим осуществляют в несколько этапов и на каждом этапе обжатия гильзу поворачивают вокруг своей оси.
Известно устройство для восстановления изношенных по внутреннему диаметру втулок путем их обжатия с помощью гидравлического пресса (Берникер Е. И. Посадки с натягом в машиностроении М.-Л.: Машиностроение. 1966, с.155), состоящее из коаксиально расположенных корпуса и установленных в его центральном отверстии двух разъемных элементов. Центральное отверстие корпуса выполнено конусным. Меньшее основание конуса опирается на стол пресса. Наружный разрезной элемент выполнен в виде клиньев и в сборе образует усеченный конус с центральным отверстием, в котором расположен внутренний разрезной элемент. Разрезные элементы установлены на пружинном основании пресса, а их верхние торцы - выше торца корпуса. Под воздействием пресса, направленного вдоль центральной оси устройства, осуществляется обжатие обрабатываемой детали путем проталкивания ее в конусном отверстии корпуса.
Недостатком этого устройства является сложность его конструкции из-за большого количества деталей, составляющих разъемные элементы, и наличия мощного прессового оборудования. Кроме того, это устройство может быть использовано преимущественно для восстановления стальных "сухих" гильз цилиндров и неэффективно для "хрупких" чугунных, т.к. оно не обеспечивает равномерное обжатие одновременно по всей длине гильзы.
Наиболее близким по технической сущности заявляемому является устройство для восстановления изношенных гильз цилиндров, известное из описания способа восстановления (авторское свидетельство SU 863292, В 23 P 6/02, 15.09.1981). Устройство содержит корпус с пуансоном и цилиндрическую оправку.
Недостатком этого устройства является невозможность использования его для восстановления гильз из чугуна, так как под воздействием усилий пресса вдоль центральной оси восстанавливаемой гильзы при ее перемещении происходит изменение знаков напряжений от положительного к отрицательному (собственно обжатию). При этом граница смены знака тоже перемещается вдоль центральной оси. На участке перемещения границы смены знака создаются условия для интенсивного образования трещин в гильзе. Кроме того, недостатком является быстрый износ упругих элементов за счет трения при прохождении через корпус и наличие мощного прессового оборудования.
Задачей изобретения является упрощение устройства для восстановления внутренней поверхности гильз цилиндров и расширение технологических возможностей за счет восстановления гильз цилиндров из любых материалов.
Устройство содержит корпус, упругие элементы, цилиндрическую оправку, в средней части наружной поверхности которой выполнена проточка, плавно сопрягающаяся с верхней и нижней частями, соответствующими по размерам опорным пояскам гильзы цилиндра, а корпус содержит пуансон.
Устройство может быть выполнено в виде корпуса и упругой мембраны, соединенных между собой с образованием между ними герметичной полости, заполненной рабочей жидкостью и подключенной к гидросистеме, а упругие элементы - в виде набора жестких пластин, соединенных между собой гибкими связями.
Устройство может быть выполнено в виде корпуса с гидроцилиндрами, в которых расположены плунжеры, подключенные к гидросистеме и установленные с возможностью возвратно-поступательного движения в радиальном направлении относительно корпуса, а упругие элементы - в виде набора нажимных планок, закрепленных на плунжерах.
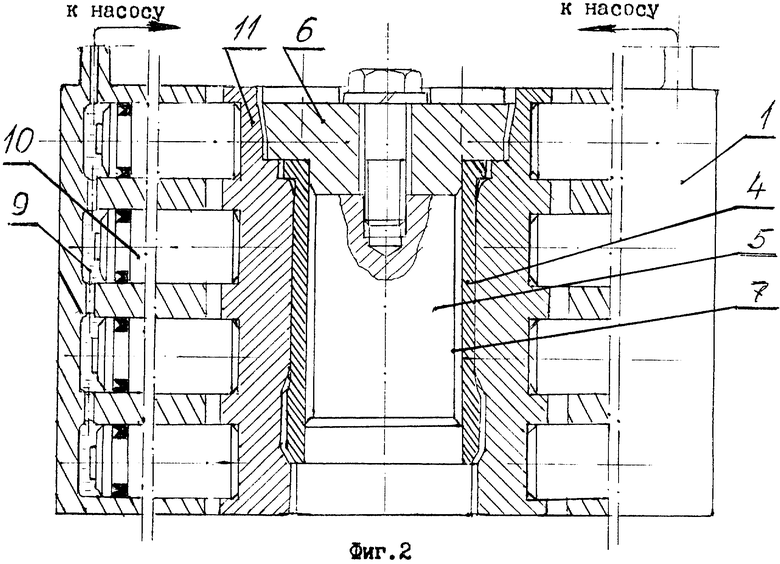
На фиг. 1 - устройство с герметичной полостью.
На фиг. 2 - устройство с нажимными планками.
Способ осуществляют следующим образом.
Предварительно восстанавливаемую гильзу 4 надевают на оправку 5 со снятой крышкой 6 и вместе с жесткими планками 8 устанавливают в центральное отверстие корпуса 1 с мембраной 2 (фиг. 1). При использовании варианта устройства с нажимными планками 11 жесткие планки не требуются (фиг. 2). Закрепляют крышку 6. Далее устройство подключают к гидросистеме и повышают давление в полости 3 или гидроцилиндрах 9. Под воздействием давления мембраны 2 или нажимных планок 11, перемещающихся в радиальном направлении, гильза обжимается с равным усилием по всей ее длине, превышающим предел текучести материала гильзы. Обжим осуществляют в несколько этапов. Для более равномерного обжатия на каждом этапе гильзу поворачивают вокруг своей оси. Обжим осуществляют до упора гильзы в поверхность оправки 5. Обжатую гильзу извлекают, подвергают отпуску и механической обработке ее внутреннюю поверхность до требуемых размеров.
Устройство содержит корпус 1 и упругую мембрану 2, жестко соединенные между собой с образованием между ними герметичной полости 3, заполненной рабочей жидкостью и соединенной с гидросистемой (на фиг 1. не показана) (фиг. 1). Мембрана может быть выполнена, например, из стали. В центральном отверстии корпуса 1 с мембраной 2 расположена обрабатываемая гильза 4 с установленной внутри нее оправкой 5. Оправка 5 имеет съемную крышку 6. В средней части наружной поверхности оправки 5 выполнена проточка 7, плавно сопрягающаяся с верхней и нижней частями оправки. Между гильзой 4 и мембраной 2 расположен набор жестких планок 8, соединенных между собой гибкими связями, например пружиной, для лучшего контакта мембраны с гильзой. Корпус 1 с мембраной 2 и полостью 3, подключенной к гидросистеме, функционально являются пуансоном.
Корпус 1 устройства может быть выполнен (фиг. 2) с гидроцилиндрами 9, в которых расположены плунжеры 10, соединенные с гидросистемой. Нажимные планки 11 жестко соединены с плунжерами 10, обеспечивающими планкам 11 возможность радиального перемещения относительно корпуса. Плунжеры 10 вместе с набором нажимных планок 11 функционально являются пуансоном. Центральное отверстие корпуса 1 может быть выполнено цилиндрическим или конусным для удобства установки гильзы и выемки ее после обжатия. На распределение напряжений при обжатии это влияния не оказывает.
Использование предлагаемого способа, реализуемого предлагаемым устройством, обеспечивает получение усилий обжима гильзы только в радиальном направлении равномерно по всей ее длине, что исключает возникновение трещин в материале гильзы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННЕГО ДИАМЕТРА ГИЛЬЗ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544223C2 |
| Способ восстановления внутренней поверхности гильз цилиндров двигателей внутреннего сгорания | 2016 |
|
RU2633864C2 |
| Способ Дагиса и Кошика восстановления деталей типа втулок | 1991 |
|
SU1782201A3 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ СБОРКИ ПОРШНЯ С АРМИРУЮЩЕЙ ВСТАВКОЙ | 1999 |
|
RU2179104C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 1991 |
|
RU2006358C1 |
| Устройство для восстановления гильзы охотничьего патрона | 2020 |
|
RU2748436C1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА, СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ ОПРАВКИ И ШТАМПОВАЯ ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2816967C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОКАЛЬНО ИЗНОШЕННОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2002 |
|
RU2228247C1 |
| Способ восстановления гильзы охотничьего патрона и устройство для его осуществления | 2023 |
|
RU2818220C1 |
Назначение: для восстановления изношенной внутренней поверхности гильз цилиндров. Сущность изобретения: восстанавливаемую гильзу коаксиально устанавливают в корпус, снабженный пуансоном, и обжимают усилием, радиальным относительно гильзы, равномерно по всей ее длине. Для осуществления способа устройство выполнено в виде корпуса и упругой мембраны, жестко соединенных между собой с образованием между ними герметичной полости, заполненной рабочей жидкостью и соединенной с гидросистемой. Упругие элементы выполнены в виде набора жестких планок, соединенных гибкими элементами. Устройство может быть выполнено в виде корпуса с гидроцилиндрами, содержащими плунжеры, установленные с возможностью возвратно-поступательного движения, радиального относительно корпуса, а упругие элементы выполнены в виде набора нажимных планок, закрепленных на плунжерах. При использовании устройства для осуществления способа повышается качество за счет исключения возникновения трещин в материале гильзы, а также расширяются технологические возможности за счет обеспечения возможности восстановления гильз из любых материалов. 2 с. и 2 з.п. ф-лы, 2 ил.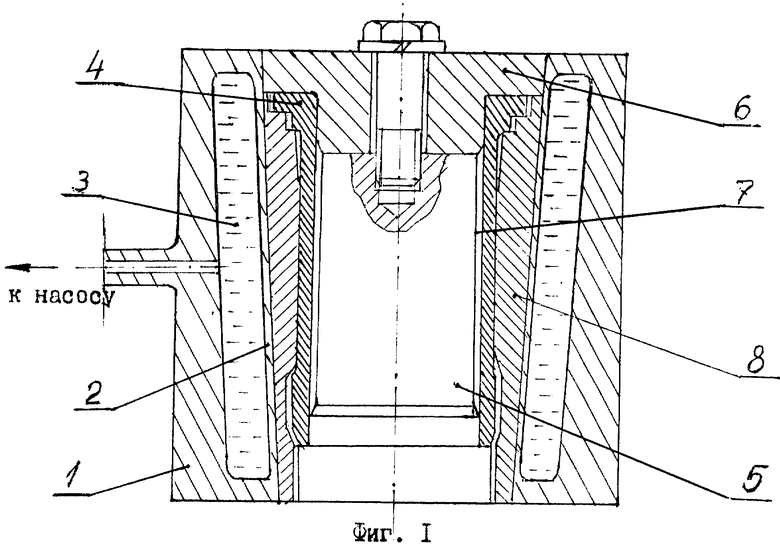
| Способ восстановления полой цилиндрической детали | 1978 |
|
SU863292A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 1991 |
|
RU2006358C1 |
| Способ восстановления гильз | 1982 |
|
SU1092030A1 |
| ГИДРОМЕХАНИЧЕСКИЙ ДВИГАТЕЛЬ | 1991 |
|
RU2025574C1 |
| US 3808667, 07.05.1974. | |||

