Изобретение относится к области производства промышленных взрывчатых веществ (ПВВ) на основе порошкообразных, гранулированных и жидких компонентов и может найти применение в горнодобывающей промышленности для изготовления ПВВ как на местах ведения взрывных работ, так и в условиях изготовления ПВВ на заводах-изготовителях взрывчатых веществ (ВВ).
Технология приготовления гранулированных ПВВ весьма проста - она сводится к механическому перемешиванию твердой и жидкой фаз. Технологическая схема изготовления таких ПВВ определяется видом оборудования, применяемого для подготовки, дозирования, смешения компонентов и упаковки готового продукта.
Известно производство гранулированных двухкомпонентных ВВ таких, как игданит на основе гранулированной аммиачной селитры и жидкого нефтепродукта на установках УИ-1(2), ИСИ-11 циклического и непрерывного действия, в смесительно-зарядных машинах, например, МЗС-1М, где смешение аммиачной селитры с дизельным топливом осуществляется в шнеко-смесительной камере. Недостатками названных установок является невозможность изготовления многокомпонентных систем. Кроме того, такие смесители не могут обеспечить безопасность изготовления промышленных ВВ, содержащих в своем составе вещества, обладающие повышенной чувствительностью к механическим воздействиям (пороха, ВВ).
Известен способ получения взрывчатых смесей и устройство для его осуществления (пат. России N 2111941), которое включает емкости для твердых и жидких компонентов, смеситель с рассеивающей поверхностью и устройство подачи жидкой фазы. В поток твердых частиц на верхнем уровне вводится только дизельное топливо, а на нижнем - только водомасляная эмульсия. Известен способ диффузионно-поточного изготовления простейших взрывчатых смесей (пат. России N 2105951), заключающийся в непрерывной подаче исходных компонентов из бункера через калибровочные выпускные отверстия на поверхность движущегося ленточного транспортера в форме слоевого потока. При этом происходит диффузионное проникновение частиц верхнего слоя в нижний и образуется первичная смесь заданного состава. При свободном падении слоевого потока с транспортера в поток вводится жидкая фаза, превращая его в простейшую взрывчатую смесь с заданным стехиометрическим соотношением компонентов.
Недостатками данных установок является низкая степень перемешивания, особенно при изготовлении трех и более компонентных взрывчатых смесей, содержащих в качестве твердой фазы ингредиенты разной плотности и степени измельчения. Кроме того, нельзя изменить порядок ввода жидкой и твердой фаз: жидкая фаза вводится или одновременно с твердой фазой или после предварительного смешения ингредиентов твердой фазы.
Известны установки для изготовления гранулированных ВВ таких, как игданит, в которых смешение компонентов осуществляется в смесителях барабанного типа - установка "Миксэнол" фирмы "Нитро Нобель" (Швеция) ("Механизация взрывных работ"/ Под редакцией А.М.Бейсабаева и др. М., Недра, 1992). Конический барабан смесителя названной установки выполнен из нержавеющей стали и имеет три радиальных ряда лопаток, смонтированных на корпусе барабана. Барабан смонтирован на станине, оснащенной специальным устройством для регулирования частоты вращения, и может быть закреплен под определенным углом для обеспечения загрузки и выгрузки. Смеситель приводится в действие пневмодвигателем, или гидравлическим, или электрическим двигателем. Названная установка принята за прототип. Недостатком установки "Миксэнол" является сложность и неудобство чистки и ремонта его из-за конструктивных особенностей смесителя.
Технической задачей изобретения является создание установки для изготовления многокомпонентных ПВВ с улучшенными технико-экономическими показателями за счет интенсификации процесса смешения, оптимизации конструкции перемешивающего органа, улучшения санитарно-гигиенических условий работы обслуживающего персонала, расширения технологических схем производства ПВВ.
Необходимо учитывать, что в настоящее время для производства ПВВ используются порошкообразные, гранулированные, чешуйчатые и кристаллические компоненты, значительно отличающиеся по удельному весу (1,5-7,5 г/см3), например торф и металлическое горючее; размеру частиц (0,004-4 мм), например микросферы перлитового песка, алюминиевая пудра и гранулотол, а массовое соотношение компонентов в составе ПВВ весьма различно.
Поставленная задача решена созданием установки для изготовления ПВВ, в которой дополнительно установлены емкости-дозаторы для ввода трех и более сыпучих и жидких компонентов; барабан-смеситель циклического действия выполнен в виде двух усеченных конусов, соединенных цилиндром, и снабжен по внутренней поверхности верхнего конуса и цилиндра тремя пластинами, установленными под углом 30-45o к оси барабана-смесителя, равноотстоящими друг от друга (через 120o) с зазором 8-15 мм от его корпуса, пластины верхнего конуса и цилиндра смещены относительно друг друга на 60o, а узел разгрузки выполнен в виде приемного разгрузочного бункера, соединенных с ним мерных емкостей и сменных калибровочных вставок, оснащенных шиберами, что обеспечивает возможность формировать навеску массы ВВ единичной транспортной упаковки с высокой точностью с учетом насыпной плотности ВВ.
На фиг. 1 изображена установка для изготовления промышленных взрывчатых веществ, включающая узел дозирования компонентов А, узел смешения Б, узел разгрузки продукта В. Узел дозирования А включает емкости-дозаторы для твердых и жидких компонентов ПВВ. Узел смешения Б включает: 2 - барабан-смеситель, 3 - траверсу, 4 - редуктор, 5 - электродвигатель, 6 - раму, 7 - механизм опрокидывания, 8 - выносной пульт управления, 9 - кнопочный пульт управления. Для фиксации барабана-смесителя предусмотрено запорное устройство. Аппаратура управления электродвигателем барабана-смесителя размещена в выносном электрошкафу с настенным креплением. Предусмотрено также дублирование управления барабана-смесителя непосредственно с рабочего места с помощью кнопочного поста типа КУ-92 во взрывозащищенном исполнении. Узел разгрузки продукта В включает: 10 - приемный разгрузочный бункер, 11 - мерную емкость, 12 - сменную калибровочную вставку, 13 - шибер (верхний ии нижний), 14 - оправку для закрепления упаковки, 15 - единичную транспортную упаковку.
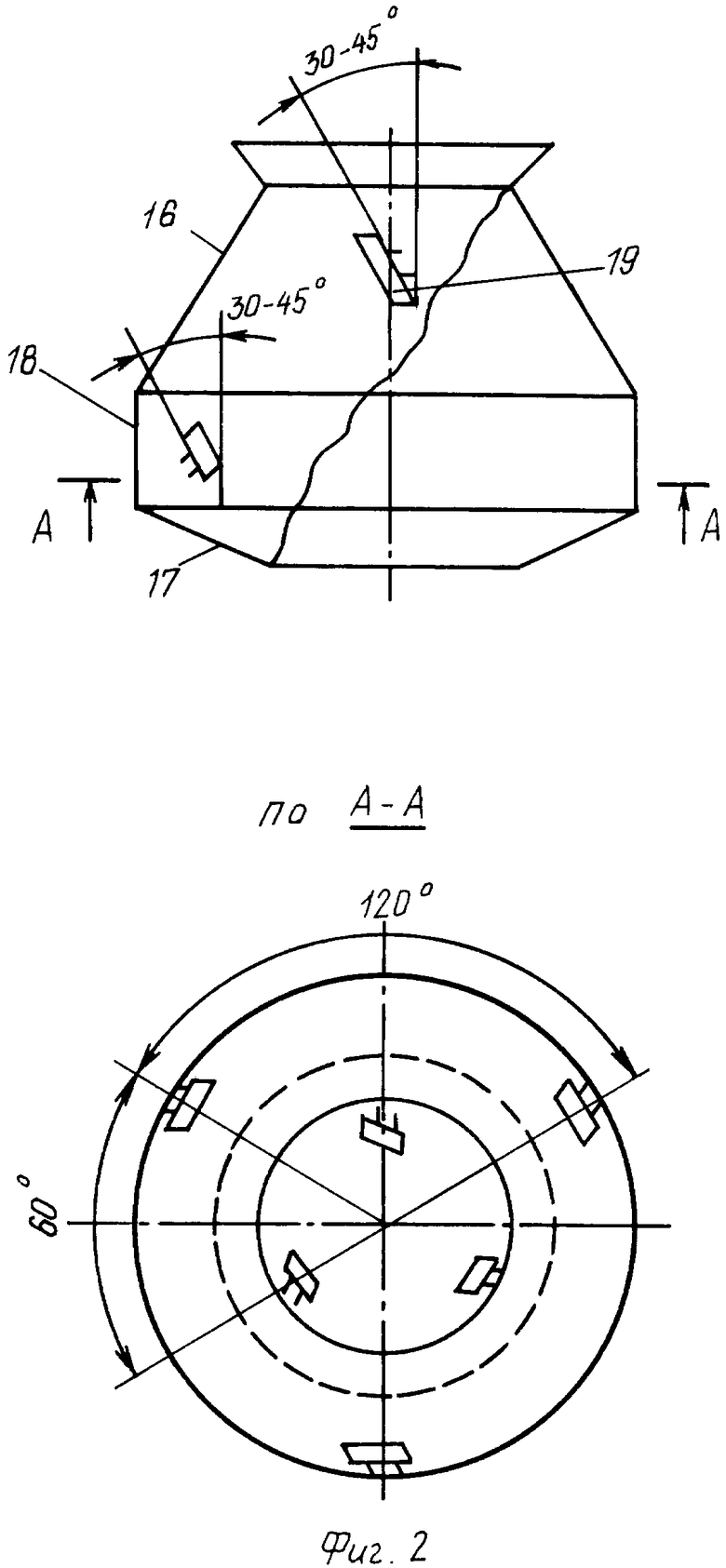
На фиг. 2 представлена предлагаемая конструкция барабана-смесителя.
Барабан-смеситель выполнен в виде верхнего 16 и нижнего 17 усеченных конусов, соединенных между собой цилиндром 18. На внутренней поверхности верхнего конуса и цилиндра установлены по три пластины 19 с зазором 8-15 мм от их корпусов, равноотстоящие друг от друга (через 120o) под углом 30-45o к оси барабана-смесителя. Пластины верхнего конуса и цилиндра смещены относительно друг друга на 60o. Пластины крепятся к поверхности барабана-смесителя болтами или сваркой. Размер пластин, установленных в верхнем конусе, 80х400х2 мм, в цилиндре - 80х150х2 мм. Барабан-смеситель и его внутренние детали выполнены из нержавеющей стали, например, хромоникелевой.
Оптимальное расположение пластин авторами установлено экспериментально. Угол наклона пластин, равный 30-45o к оси барабана-смесителя, обеспечивает максимальную интенсивность перемешивания компонентов. При этом наибольшая равномерность распределения компонентов в готовом ВВ получена при условии смещения пластин 19 верхнего конуса 16 и цилиндра 18 относительно друг друга на 60o (см. фиг. 2). Установка пластин от корпуса с зазором 8-15 мм позволяет осуществить равномерность смешения компонентов по всему объему барабана смесителя и исключает налипание компонентов на стенки корпуса и пластин.
Установка работает следующим образом (фиг. 1). С помощью механизма опрокидывания 7 барабан-смеситель 2 устанавливают на требуемый угол, например 30o, и в соответствии с рецептурой ПВВ и регламентом техпроцесса осуществляют загрузку компонентов из емкостей-дозаторов 1, после чего с выносного пульта 8 или кнопочного поста управления 9 включают привод вращения барабана-смесителя 5 через редуктор 4. Частота вращения барабана-смесителя 20-40 мин-1. Время смешения 5-15 мин в зависимости от компонентного состава и порядка ввода компонентов. Угол наклона барабана-смесителя изменяется от 0 до 125o. Выгрузку готовой продукции осуществляют путем опрокидывания барабана-смесителя в крайнее нижнее положение при включенном приводе вращения до полного его освобождения в приемный разгрузочный бункер 10. Из приемного разгрузочного бункера масса ВВ при открытом верхнем шибере 13 поступает в мерную емкость 11 и калибровочную вставку 12. Таким образом формируется масса ВВ единичной транспортной упаковки. Мерная емкость 11 рассчитана на единичную транспортную упаковку, например 40 кг, при максимально возможной насыпной плотности ВВ. При изготовлении ПВВ другой (меньшей) насыпной плотности навеска (40 кг) корректируется калибровочной вставкой 12, являющейся сменной. Сформированная таким способом в мерной емкости и калибровочной вставке навеска через нижний шибер 13 поступает в транспортную тару, например в многослойный бумажный мешок с полиэтиленовым мешком-вкладышем 15, закрепленным на держателе 14.
При вращении барабан-смесителя с установленными в нем пластинами смешиваемый материал подвергается перемещению по сложной траектории за счет воздействия на него сил трения по боковой поверхности барабана-смесителя и пластин и сил гравитации, что приводит в конечном счете к интенсивному перемешиванию. Предлагаемая конструкция барабана-смесителя предотвращает образование застойных зон, расслаивание компонентов и позволяет получать высокое качество смешения. Кроме того, такая конструкция барабана-смесителя облегчает и упрощает чистку оборудования, т.к. не образуется налипание и скопление компонентов смеси на внутренних элементах барабана-смесителя.
Установка дополнительных емкостей-дозаторов позволяет изготавливать ПВВ, содержащие более трех компонентов, и осуществлять любой порядок ввода компонентов при изготовлении многокомпонентных взрывчатых смесей, например ввод аммиачной селитры, омасливание ее дизельным топливом при перемешивании, опудривание мелкодисперсным компонентом (микросферами, торфом и др.) с последующим смешением с другими гранулированными компонентами (гранулотолом, чешуйчатым тротилом и др.).
Конструкции разгрузочного бункера с мерной и калибровочной емкостями позволяют пр изготовлении ПВВ с различной насыпной плотностью формировать единичную транспортную упаковку с высокой точностью.
Предлагаемая установка по изготовлению ПВВ характеризуется высокой безопасностью, надежностью и простотой конструкции и может быть смонтирована как в заводских условиях, так и на специализированных пунктах изготовления ВВ предприятий, ведущих взрывные работы. Установка обеспечивает производительность по готовому продукту 500-1000 кг/ч. С использованием предлагаемой установки изготовлено и поставлено потребителю 100 т взрывчатого вещества на основе гранулированной аммиачной селитры, гранулированного тротила и дизельного топлива; 200 т взрывчатого вещества на основе аммиачной селитры, торфа и дизельного топлива. При изготовлении указанных взрывчатых веществ по согласованию с потребителем использовали аммиачную селитру различной плотности, в том числе гранулированную плотную с насыпной плотностью 0,96 г/см3, пористую гранулированную селитру с насыпной плотностью 0,76 м/см3 и их смесь в различном соотношении. При этом качество изготовленных ВВ, а также масса транспортной упаковки соответствовали требованиям нормативно-технической документации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 2014 |
|
RU2560770C1 |
| СМЕСИТЕЛЬНО-ЗАРЯДНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ И ЗАРЯЖАНИЯ СКВАЖИН ВЗРЫВЧАТЫМИ ВЕЩЕСТВАМИ | 2001 |
|
RU2185595C1 |
| МОБИЛЬНАЯ УСТАНОВКА ПРОИЗВОДСТВА ВЗРЫВЧАТЫХ ВЕЩЕСТВ (ВАРИАНТЫ) | 2008 |
|
RU2373172C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОМЫШЛЕННОГО ВЗРЫВЧАТОГО ВЕЩЕСТВА И СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЫШЛЕННОГО ВЗРЫВЧАТОГО ВЕЩЕСТВА | 2009 |
|
RU2393138C1 |
| ПЕРЕДВИЖНАЯ СМЕСИТЕЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СЫПУЧИХ ВЗРЫВЧАТЫХ ВЕЩЕСТВ (ВАРИАНТЫ) | 2005 |
|
RU2307818C1 |
| ВЗРЫВЧАТЫЙ СОСТАВ (И ЕГО ВАРИАНТ), СПОСОБ ИЗГОТОВЛЕНИЯ (И ЕГО ВАРИАНТ) | 1998 |
|
RU2121471C1 |
| ВЗРЫВЧАТАЯ СМЕСЬ И СПОСОБ ИЗГОТОВЛЕНИЯ СКВАЖИННОГО ЗАРЯДА | 2001 |
|
RU2205168C1 |
| ЗАРЯДНАЯ МАШИНА (ВАРИАНТЫ) | 2006 |
|
RU2304756C1 |
| ВЗРЫВЧАТОЕ ВЕЩЕСТВО | 1995 |
|
RU2103248C1 |
| ВЗРЫВЧАТАЯ СМЕСЬ | 2001 |
|
RU2185354C1 |
Изобретение относится к способу изготовления промышленных взрывчатых веществ (ПВВ) на основе порошкообразных, гранулированных и жидких компонентов и может найти применение в горнодобывающей промышленности при изготовлении ВВ. Установка состоит из трех узлов: дозирования, смешивания и упаковки готового продукта. Узел дозирования включает емкости-дозаторы для твердых и жидких компонентов. Узел смешивания включает смеситель барабанного типа циклического действия. Бункер смесителя представляет собой вращающийся барабан, состоящий из верхнего и нижнего усеченных конусов, соединенных между собой цилиндром. На внутренней поверхности верхнего конуса и цилиндра установлены по три пластины с зазором 8-15 мм от корпуса, равноудаленные друг от друга, под углом 30-45o к оси барабана. Пластины верхнего конуса и цилиндра смещены относительно друг друга на 60o. Узел упаковки готового продукта включает приемный разгрузочный бункер, соединенные с ним мерные емкости, калибровочные вставки, оснащенные шиберами. Установка позволяет изготавливать многокомпонентные ПВВ, осуществлять любой порядок ввода компонентов, проста в эксплуатации. 1 з.п. ф-лы, 2 ил.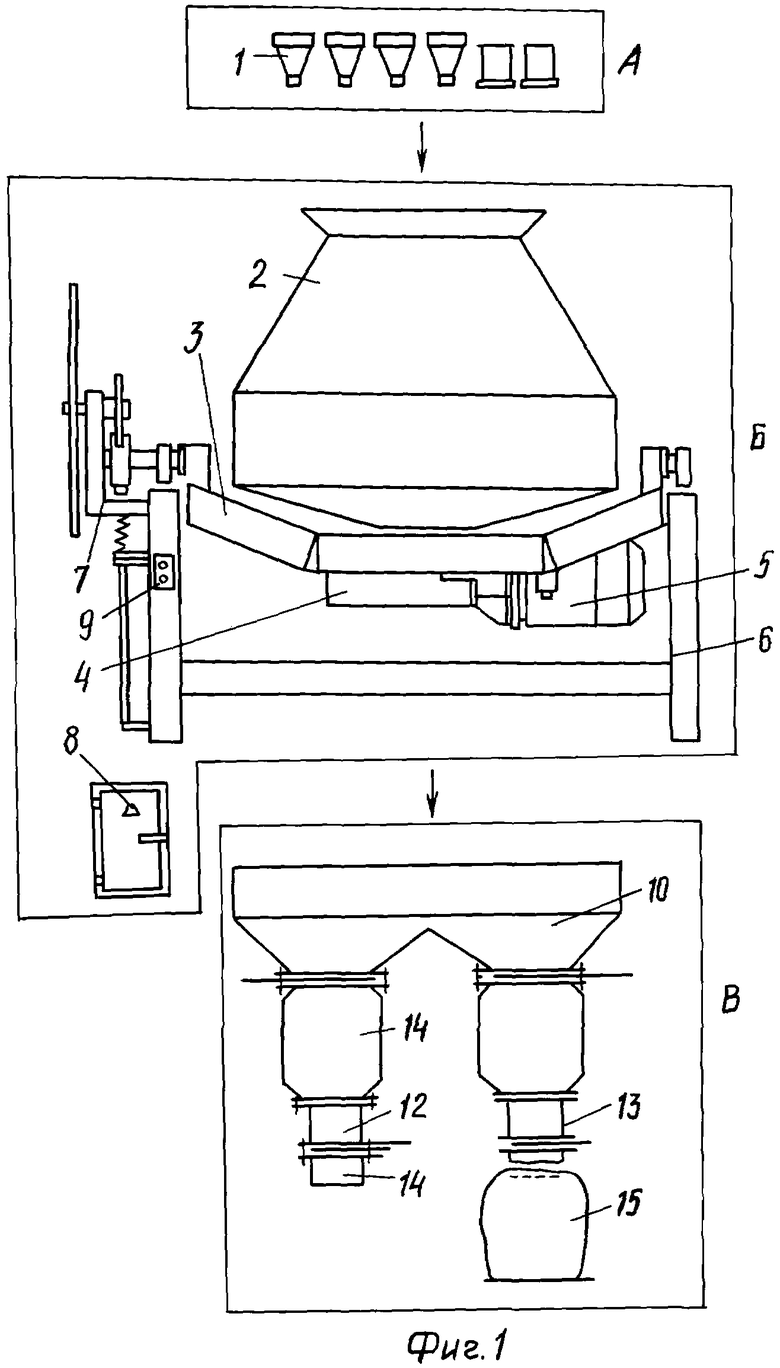
| БЕЙСАБАЕВ А.М | |||
| и др | |||
| Механизация взрывных работ: Справочное пособие | |||
| - М.: Недра, 1992, с.178-179 | |||
| СПОСОБ ПОЛУЧЕНИЯ ВЗРЫВЧАТЫХ СМЕСЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2111941C1 |
| УСТРОЙСТВО ДЛЯ СМЕШЕНИЯ КОМПОНЕНТОВ ВЗРЫВЧАТЫХ СОСТАВОВ И ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ НИХ | 1997 |
|
RU2132837C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ АММОНИЙНО-СЕЛИТРЕННЫХ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 0 |
|
SU221550A1 |
| US 4388254 A, 14.06.1983 | |||
| US 4756779 A, 12.07.1988 | |||
| DE 3606528 A1, 03.09.1987. | |||

