Изобретение относится к технологии сварки неплавящимися электродами в среде защитных газов с подачей присадки и может быть использовано для автоматической наплавки медного ведущего пояска на корпуса из низкоуглеродистой стали малокалиберных корпусов снарядов.
Уровень данной области техники характеризует способ наплавки, описанный в патенте DE №965794, В23К 9/00, особенностью которого является то, что в начале процесса дугу зажигают между электродом и изделием, а затем подают присадочную проволоку в зону ее горения. При этом образование начального участка шва производится при совместном плавлении основного и присадочного материалов, обеспечивая высокое качество сцепления в формируемом соединении.
Недостатком этого способа, применительно к наплавке присадочной меди на вращающийся стальной корпус снаряда, является расплавление основного металла и его перемешивание с присадочным в начале процесса, которое приводит к местным включениям стали на поверхности обработанного ведущего медного пояска, что резко снижает живучесть артиллерийских стволов из-за абразивного действия на их боевые грани спиральных нарезов при выстреле.
Отмеченный недостаток устранен в более совершенном способе, описанном в изобретениях по заявкам JP №55-81068, 1980 г. и №3085311/35-27, 1984 г.
Суть способа заключается в том, что в начале процесса наплавки автоматически подают присадочную проволоку под электрод, затем между ним и подаваемой присадкой возбуждают дугу, а после образования под электродом жидкой прослойки присадочного металла критической толщины начинают перемещение дуги, формируя медный наплавной валик.
Местное расплавление основного металла в начале процесса исключено полностью.
Этот способ реализован в промышленной технологии изготовления корпусов артиллерийских малокалиберных снарядов, включающей формирование каморы многопереходным выдавливанием из прутковой заготовки низкоуглеродистой стали 15ФЮА (ГОСТ В.10230) и электродуговую наплавку ведущего пояска из медной присадочной проволоки с сопутствующим конвективным теплоотводом посредством циркуляции через камору охлаждающей воды, которая по технической сущности и числу совпадающих признаков выбрана в качестве наиболее близкого аналога предложенному способу (см. патент RU 69225 U1, 10.12.2007, F42B 12/20 (2006.01)). Низкоуглеродистая сталь корпуса снаряда, модифицированная алюминием и ванадием, не калится при температуре плавления меди во время ее наплавки для формирования ведущего пояска, и хорошо объемно-пластически деформируется при холодном выдавливании в прутковой заготовке каморы снаряда, что позволяет совместить эти высокопроизводительные приемы при изготовлении структурных элементов сборного изделия в монолит.
При многопереходном холодном выдавливании прутковой заготовки из этой стали происходит сопутствующий наклеп и ее упрочнение до необходимого уровня, в частности предела текучести σ02≥65 кг/мм2, что дополнительно повышает коэффициент использования металла.
Содержащийся в составе стали ванадий обеспечивает хорошую свариваемость с наплавляемой медью ведущего пояска, измельчение зерна для упрочнения при объемной деформации штампованного корпуса, который лучше сцепляется с медью пояска, так как при наплавке исключено газообразование, формирующее поры.
Содержание в стали алюминия улучшает служебные характеристики изделий, так как алюминий связывает свободный азот, предотвращая тем самым деформационное старение стали корпуса снаряда в течение заданного времени хранения.
Однако недостатком описанного способа является низкая производительность наплавки меди на сталь из-за наличия только одной сварочной дуги, которая плавит одну присадочную проволоку, формирующую наплавной поясок заданной ширины при поперечных возвратно-поступательных перемещениях сварочной головки на вращающийся полый корпус снаряда.
Задачей, на решение которой направлено настоящее изобретение, является усовершенствование способа производительного изготовления качественных корпусов малокалиберных осколочно-фугасных (имеющих камору) снарядов с наплавным ведущим пояском из медной присадочной проволоки, обеспечив функциональную надежность техпроцесса в автоматическом режиме.
Требуемый технический результат достигается тем, что в известном способе изготовления корпусов малокалиберных осколочно-фугасных снарядов, включающем формирование каморы многопереходным выдавливанием из прутковой заготовки низкоуглеродистой стали и электродуговую наплавку ведущего пояска из медной присадочной проволоки, наплавляют ведущий поясок из медной присадочной проволоки посредством сварочной горелки с двумя неплавящимися катодными электродами и установленным симметрично им под корпусом снаряда скользящим токоподводом при подаче в камору циркулирующей охлаждающей жидкости через помещенную коаксиальную в камору трубку со скошенным в направлении катодных электродов торцом, для чего присадочные проволоки подводят до касания с неподвижным корпусом снаряда под каждый катодный электрод со смещением к оси симметрии сварочной горелки на расстояние 0,5-0,9 их диаметра, катодные электроды встречно наклоняют под углом 11-15° к оси симметрии сварочной горелки, дистанцируют между собой на 3,5-5,0 диаметра присадочных проволок и возбуждают между ними электрические сварочные дуги в течение 0,5-0,8 с при силе тока 0,4-0,5 номинала силы тока на плавки, затем поднимают силу тока до номинала и подают присадочные проволоки на вращающийся корпус снаряда.
Отличительные признаки обеспечивают в автоматическом режиме высокопроизводительное и экономичное формирование наплавного медного валика на корпусе снаряда требуемых габаритов и без включений стали на поверхности фасонированного из него ведущего пояска.
Наплавка ведущего пояска из медной присадочной проволоки посредством сварочной горелки с двумя неплавящимися катодными электродами обеспечивает сокращение основного технологического времени в 5-7 раз в зависимости от калибра снарядов.
Установка общего скользящего токоподвода симметрично катодным электродам под корпусом обрабатываемого снаряда исключает магнитное дутье при двухдуговой наплавке. Магнитное дутье искажает форму наплавляемого валика, что препятствует получению заданного профиля ведущего пояска, или приводит к перерасходу меди, технологического времени, увеличивает массу медной стружки.
Предложенная схема способа двухдуговой наплавки характеризуется тем, что анодные пятна при зажигании двух независимых электрических дуг гарантированно располагаются на токоведущих присадочных проволоках (при контакте с обрабатываемым корпусом с наряда), что происходит автоматически в результате электромагнитного взаимодействия с общим симметрично расположенным скользящим токоподводом к корпусу снаряда.
При этом обеспечивается формирование наплавного медного валика симметричной формы с минимальным припуском на механическую обработку.
Проведение двухдуговой наплавки медного валика на корпус снаряда при подаче в его камору циркулирующей охлаждающей жидкости обеспечивает динамичный конвективный теплоотвод от зоны наплавки, исключая локальное разупрочнение стального корпуса снаряда при перегреве.
Осуществление подачи охлаждающей жидкости через помещенную коаксиально в каморе трубку со скошенным в направлении катодных электродов торцом обеспечивает гидродинамическое ориентирование потока подаваемой в камору охлаждающей жидкости, преимущественно распределяя ее под сварочную ванну, в зону локального тепловвода энергии от электрических дуг в корпус снаряда.
По внешней поверхности подающей трубки осуществляется отвод охлаждающей жидкости из каморы корпуса снаряда - ее циркуляция и активный теплообмен.
При этом исключаются структурные изменения в стали и заметный градиент механических характеристик вдоль корпуса снаряда.
Ориентированная подача присадочных проволок перед началом наплавки до касания с неподвижным токопроводящим корпусом снаряда обеспечивает их электрический контакт и необходима для организации заданных пробойных промежутков, когда зажигаются две независимые электрические дуги, расплавляющие присадочные медные проволоки, взаимно смещенные относительно катодных электродов к оси симметрии сварочной горелки, располагаясь соосно общему скользящему токоподводу корпуса снаряда.
Смещение медных присадочных проволок к оси симметрии (друг к другу) относительно катодных электродов по принадлежности на расстояние 0,5-0,9 их диаметра гарантирует размещение анодных пятен сварочных дуг непосредственно на присадочных проволоках. Этим исключается прямой контакт электрических дуг со стальной поверхностью обрабатываемого корпуса снаряда, когда могут образовываться каверны и недопустимый выплеск стали в объем наплавляемой меди пояска.
При этом сталь, как более легкий металл, всплывает на поверхность наплавного ведущего пояска, что недопустимо из-за абразивного действия включений стали на боевые грани спиральных нарезов канала ствола орудия при выстреле.
Оптимизированное расстояние между присадочными медными проволоками гарантированно обеспечивает формирование общей сварочной ванны для наплавки валика под ведущий поясок.
Встречный наклон катодных электродов к оси симметрии сварочной горелки в диапазоне 11-15° оптимизирован из условий предотвращения растекания расплавленной меди за границы общей сварочной ванны, при застывании которой формируются четкие границы медного валика с минимальным припуском под механическую обработку фасонирования профиля ведущего пояска.
Выбранный диапазон наклона катодных электродов примерно соответствует отклонению дуг при взаимодействии, поэтому аксиальное расположение электродов этому действию исключает их несимметричную эрозию. При расположении катодных электродов за границами оптимизированного угла наклона к центру происходит их износ с одной из сторон и соответствующее искажение формы наплавляемого медного пояска.
Дистанцирование катодных электродов между собой на расстояние 3,5-5,0 диаметра присадочных проволок обеспечивает формирование общей сварочной ванны двухдуговой наплавки медного пояска на вращающийся корпус малокалиберного снаряда.
При расстоянии между катодными электродами меньше 3,5 диаметра присадочных проволок процесс наплавки не стационарный из-за взаимного влияния обеих электрических дуг, что приводит к нерегулируемому искажению ширины наплавляемого медного валика.
При расстоянии между катодными электродами больше, чем 5,0 диаметров присадочных проволок, нет общей сварочной ванны, в результате чего не формируется пригодный для профилирования ведущего пояска выпуклый медный валик требуемой геометрии.
Остановка подачи присадочных проволок после касания поверхности обрабатываемого корпуса снаряда при силе тока на катодных электродах 0,4-0,5 номинала силы тока наплавки обеспечивает прогрев технологических концов медных проволок и создание жидкой прослойки меди, экранирующей стальную поверхность корпуса снаряда от прямого действия энергии сварочных дуг в начале процесса динамичного расплавления меди присадочных проволок.
Время гарантированного нагрева материала проволок перед наплавкой медного валика на корпус снаряда оптимизировано экспериментально в диапазоне 0,5-0,8 с.
В результате этих технологических приемов начала наплавки на обрабатываемой поверхности корпуса снаряда под катодными электродами образуется жидкая прослойка меди, которая адгезионно связывается со сталью корпуса и экранирует его от прямого действия электродугового разряда силой тока наплавки рабочего номинала.
После формирования в общей сварочной ванне медной прослойки на поверхности корпуса снаряда под сварочной головкой включают рабочий режим наплавки: вращение корпуса снаряда, подачу присадочных проволок под катодные электроды и подъем силы сварочного тока с дежурного до номинального значения.
При заварке стыка пояска прослойка расплавленной меди в сварочной ванне легко связывается с наплавляемым валиком меди, исключая локальные непроплавления, каверны и т.п. дефекты, то есть качество формируемого двухдуговой наплавкой ведущего пояска обеспечивается в предложенном способе автоматически, без специальных приемов и дополнительных устройств.
Следовательно, каждый существенный признак необходим, а их совокупность является достаточной для достижения новизны качества, то есть техническая задача решается не суммой эффектов, а новым сверхэффектом суммы признаков.
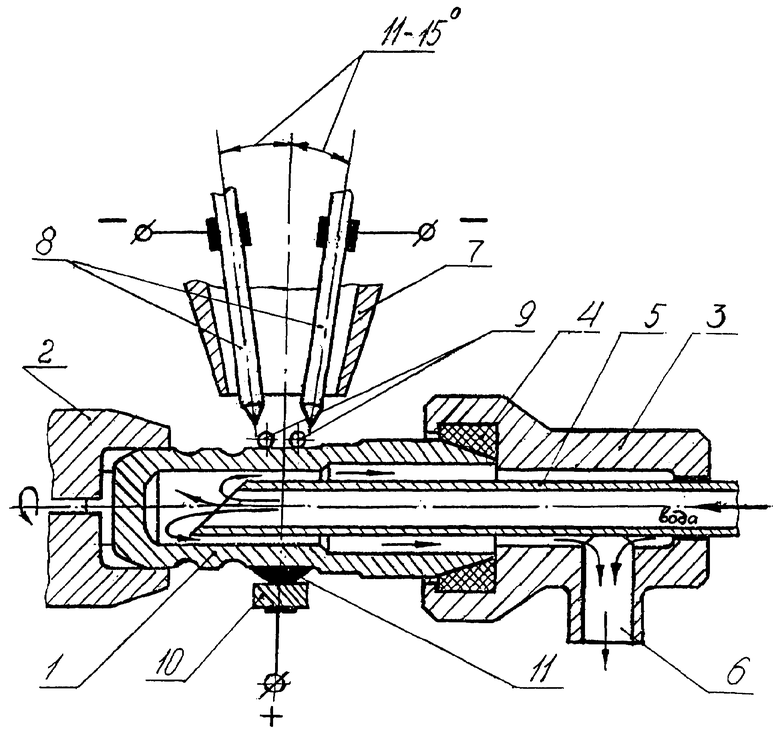
Предложенный способ поясняется примером наплавки медного ведущего пояска на корпус осколочно-фугасного снаряда диаметром 30 мм по схеме, изображенной на чертеже.
Обрабатываемый корпус 1 снаряда зажимают в соосных оправках 2 и 3 сварочного автомата, причем открытый торец корпуса 1 снаряда размещают во втулке 4 из электроизоляционного материала, коаксиально которой внутри оправки 3 закреплен трубопровод 5 подачи охлаждающей жидкости (воды).
Технологическая вода циркулирует в каморе корпуса 1 снаряда и сливается через отвод 6 в оправке 3.
Выходной торец трубки 5 скошен в сторону сварочной горелки 7, в которой помещены изолированные друг от друга два вольфрамовых электрода 8, подключенных к отрицательным полюсам источников питания постоянного тока (условно не показаны).
Через сварочную горелку 7 осуществляют подачу защитного газа аргона, в среде которого происходит наплавка.
К неподвижному корпусу 1 снаряда подводят до касания две медные присадочные проволоки 9 диаметром 2,5 мм так, чтобы обеспечить смещение к центру (к друг другу) их осей относительно рабочих концов катодных неплавящихся электродов 3 на величину 1,3-2,3 мм каждого, что составляет 0,5-0,9 диаметра присадочных проволок 9.
Расстояние между рабочими концами катодных электродов 3 устанавливают равным 8 мм, а расстояние между каждым электродом 3 и поверхностью обрабатываемого корпуса 1 снаряда (длина дуги) - 3,5-4,0 мм.
Каждый электрод 3 наклонен к продольной оси сварочной грелки 7 на угол 13,5°.
Скользящий токоподвод 10, связанный с положительными полюсами источников питания постоянного тока, устанавливают под корпусом 1 снаряда (по чертежу) симметрично катодным электродам 3.
Затем между неплавящимися электродами 3 и корпусом 1 снаряда возбуждают электрические дуги с силой тока 80-100 А, и одновременно анодные пятна этих дуг сближают навстречу друг к другу, располагая их на присадочных проволоках 9. Указанное сближение дуг осуществляется автоматически в результате их электромагнитного взаимодействия при расположении токоподвода 10 по оси симметрии электродов 3.
Время горения дежурных сварочных дуг устанавливают в течение 0,5-0,8 с, в течение которого концы присадочных медных проволок 9 расплавляются и образуют общую сварочную ванну с толщиной жидкой прослойкой меди под электродами 3 в диапазоне 0,5-0,8 мм, что исключает местное расплавление основного металла, то есть является критической для данной силы тока.
Далее включают подачу присадочных проволок 9, вращение корпуса 1 снаряда и увеличивают силу сварочного тока в каждой дуге до рабочего значения 190-210 А.
Под электродами 3 образуется сварочная ванна жидкой меди толщиной 1,2-1,5 мм формируемого валика 11, которая предотвращает прямое взаимодействие и расплавление стали корпуса 1 снаряда.
После наплавки на корпус 1 снаряда валика 11 меди происходит заварка его стыка при кратковременном скачке мощности дуг.
Готовый корпус 1 снаряда с наплавленным медным валиком 11 под профилирование механической обработкой ведущего пояска выгружают из автомата.
Использование предложенного способа двухдуговой наплавки медного ведущего пояска на малокалиберные корпуса 1 снарядов, сравнительно с прототипом, позволяет значительно снизить себестоимость изготовления за счет сокращения расхода присадочной медной проволоки 9 в 2-3 раза, электроэнергии в 3-4 раза, вольфрама неплавящихся электродов 3 и аргона защитной среды в 1,5-2 раза.
По сравнению с заменяемой сварочной техникой однодуговой наплавки производительность увеличивается минимум вдвое.
Механические испытания и стрельбой опытной партии малокалиберных снарядов 23 и 30 мм, на корпуса которых наплавлены ведущие пояски способом по изобретению, подтвердили пригодность технологии для использования в серийном производстве, что позволяет рекомендовать промышленное внедрение способа наплавки при изготовлении артиллерийских боеприпасов.
Проведенный сопоставительный анализ предложенного технического решения с выявленными аналогами уровня техники, из которого изобретение явным образом не следует для специалиста по артиллерийским боеприпасам, показал, что оно не известно, а с учетом возможности промышленного использования для серийного изготовления промышленной продукции можно сделать вывод о соответствии критериям патентоспособности.
| название | год | авторы | номер документа |
|---|---|---|---|
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ ПАТРОН УНИТАРНОГО ЗАРЯЖАНИЯ | 2010 |
|
RU2422758C1 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ СНАРЯД | 2007 |
|
RU2354919C1 |
| МАЛОУГЛЕРОДИСТАЯ ЛЕГИРОВАННАЯ СТАЛЬ | 2012 |
|
RU2505619C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ МЕДИ И МЕДНЫХ СПЛАВОВ НА СТАЛЬ | 2011 |
|
RU2470750C1 |
| Способ плазменной наплавки | 1990 |
|
SU1761402A1 |
| СПОСОБ АРГОНОДУГОВОЙ НАПЛАВКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МЕДИ И ЕЕ СПЛАВОВ НА СТАЛЬ | 2008 |
|
RU2390398C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ И СВАРКИ С КОМБИНИРОВАННОЙ ГАЗОВОЙ ЗАЩИТОЙ | 2006 |
|
RU2319584C1 |
| Способ двухдуговой наплавки плавящимися электродами | 2024 |
|
RU2831172C1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ И НАПЛАВКИ | 2023 |
|
RU2815524C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
Изобретение относится к технологии изготовления корпусов снарядов. Способ изготовления корпусов малокалиберных осколочно-фугасных снарядов включает формирование каморы многопереходным выдавливанием из прутковой заготовки низкоуглеродистой стали и электродуговую наплавку ведущего пояска. Ведущий поясок из медной присадочной проволоки наплавляют посредством сварочной горелки с двумя неплавящимися катодными электродами и установленным симметрично им под корпусом снаряда скользящим токоподводом при подаче в камору циркулирующей охлаждающей жидкости через помещенную коаксиально в камору трубку со скошенным в направлении катодных электродов торцом. Между электродами возбуждают электрические сварочные дуги в течение 0,5-0,8 с при силе тока 0,4-0,5 номинала силы тока наплавки, затем поднимают силу тока до номинала и подают присадочные проволоки на вращающийся корпус снаряда. Изобретение направлено на повышение качества изготовления корпусов снарядов с наплавляемым ведущим пояском. 1 ил.
Способ изготовления корпусов малокалиберных осколочно-фугасных снарядов, включающий формирование каморы многопереходным выдавливанием из прутковой заготовки низкоуглеродистой стали и электродуговую наплавку ведущего пояска из медной присадочной проволоки, отличающийся тем, что наплавляют ведущий поясок из медной присадочной проволоки посредством сварочной горелки с двумя неплавящимися катодными электродами и установленным симметрично им под корпусом снаряда скользящим токоподводом при подаче в камору циркулирующей охлаждающей жидкости через помещенную коаксиально в камору трубку со скошенным в направлении катодных электродов торцом, для чего присадочные проволоки подводят до касания с неподвижным корпусом снаряда под каждый катодный электрод со смещением к оси симметрии сварочной горелки на расстояние 0,5-0,9 их диаметра, катодные электроды встречно наклоняют под углом 11-15° к оси симметрии сварочной горелки, дистанцируют между собой на 3,5-5,0 диаметров присадочных проволок и возбуждают между ними электрические сварочные дуги в течение 0,5-0,8 с при силе тока 0,4-0,5 номинала силы тока наплавки, затем поднимают силу тока до номинала и подают присадочные проволоки на вращающийся корпус снаряда.
| Установка для непрерывного процесса хлебопечения | 1940 |
|
SU69225A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК СНАРЯДНЫХ КОРПУСОВ | 2000 |
|
RU2179491C2 |
| КОРПУС ОСКОЛОЧНОГО БОЕПРИПАСА | 2000 |
|
RU2171964C1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |

