Изобретение относится к способу, определение которого приведено в преамбуле п. 1 формулы изобретения. Изобретение относится также к устройству, определение которого приведено в п.15 формулы изобретения, а также к продукту, определение которого приведено в п.23.
Удлиненные частицы типа стружки или волокон применяются при производстве конструкционных материалов, например плит, изготовленных из древесного материала, в особенности плит ПОВ (плиты с ориентированным волокном). Плиты ПОВ изготавливают из относительно крупной стружки различной длины, которую располагают с нужной ориентацией на основе вместе со связующим, после чего прессуют с целью получения плит. Короткую стружку следует использовать главным образом в среднем слое плиты, в то время как более крупную стружку следует использовать в поверхностных слоях. Это позволяет улучшить рабочие характеристики плиты, например, предел прочности при изгибе. Стружка в поверхностных слоях обычно ориентируется в продольном направлении, т.е. в направлении более длинной стороны готового продукта, в то время как стружка в среднем слое ориентируется в поперечном направлении или же ей не придается какая-то определенная ориентация. В применяемом до сих пор способе изготовления плит ПОВ и вафельных плит очень короткую стружку, полученную, например, на рубительной машине, отсеивают в ходе производственного процесса, поскольку она вызывает ухудшение стабильности размеров и прочностных характеристик готового продукта, а также ведет к высокому расходу связующего агента. Обычно около 15% стружки, используемой в качестве сырья, отсеивают из-за того, что она слишком коротка для того, чтобы быть включенной в продукт. Применяемое до сих пор устройство рассеивания и ориентации не обеспечивает достаточно хорошее фракционирование и/или ориентирование подвергаемого рассеиванию материала для того, чтобы иметь возможность использовать очень короткие частицы в производстве плит. Наличие при технологическом процессе очень короткой стружки может вызвать ухудшение качества плиты, поскольку ее невозможно рассеять в нужной части плиты или достаточно точно ориентировать.
Целью данного изобретения является создание принципиально новых способа и устройства, а также продукта, позволяющих избежать недостатков существующих технических решений, и таким образом использовать при производстве конструкционных изделий, таких как плиты, даже очень короткие частицы.
Изобретение отличается тем, что приведено в формуле изобретения.
Способ и устройство, являющиеся предметом настоящего изобретения, обладают многочисленными и значительными преимуществами. Материал, предназначенный для распределения, может содержать даже относительно короткие частицы, и они могут быть распределены в нужной части плиты и, в случае необходимости, ориентированы. Это позволяет более полно использовать сырье. С помощью устройства, являющегося предметом настоящего изобретения, можно лучше, чем раньше, фракционировать материал, благодаря чему достигаются лучшие результаты распределения и ориентации. Все это означает, что улучшается также качество готового продукта. Таким образом, в заготовке для конструкционного изделия, являющейся предметом настоящего изобретения, могут использоваться более мелкие, чем в настоящее время, частицы без понижения прочности или жесткости продукта или его устойчивости к деформации.
Ниже приведено описание изобретения со ссылкой на прилагаемые чертежи, в которых:
на фиг.1 схематически представлен способ, являющийся предметом настоящего изобретения;
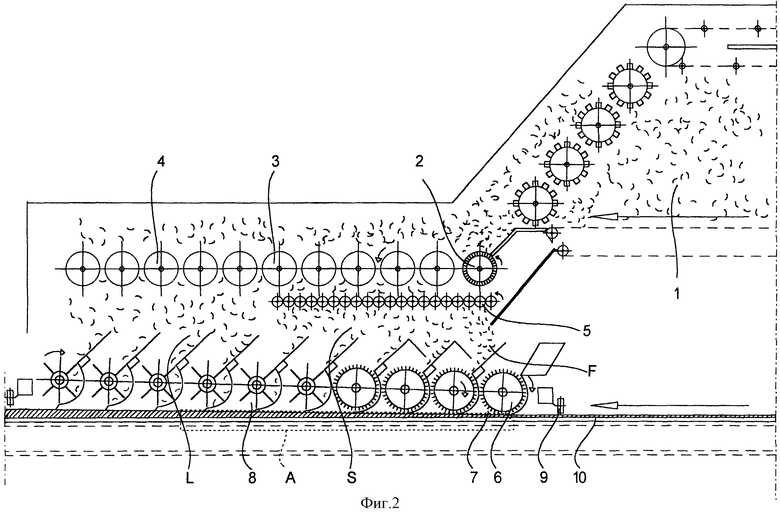
на фиг. 2 схематически представлен вид сбоку части устройства, являющегося предметом настоящего изобретения;
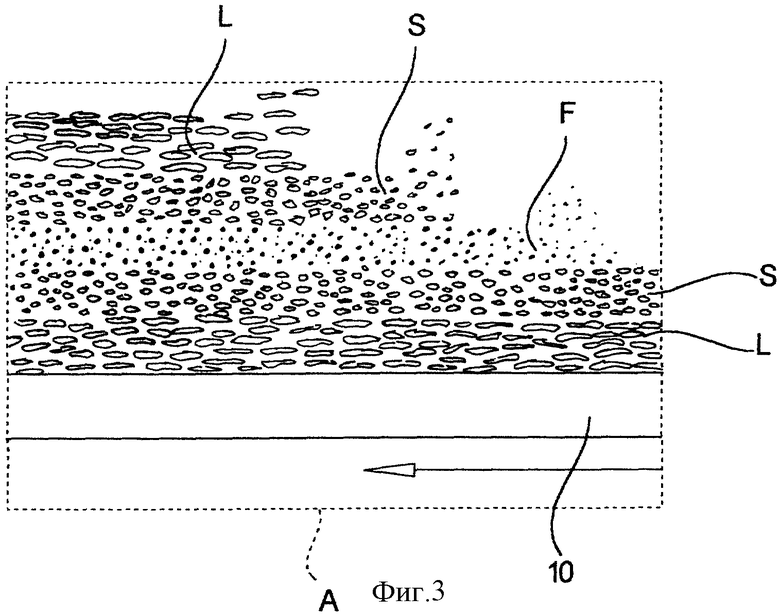
на фиг.3 показана деталь А с фиг.2 в крупном масштабе; и
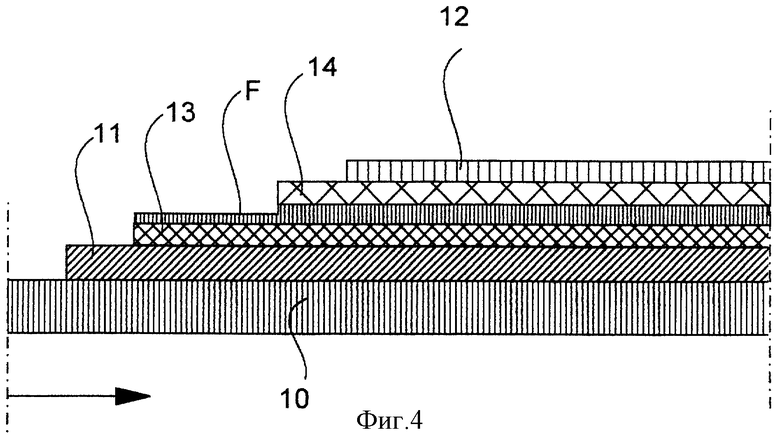
на фиг. 4 представлен поперечный разрез заготовки конструкционного изделия, являющегося предметом настоящего изобретения.
Способ изготовления заготовки конструкционного изделия, такого как заготовка для конструкционной плиты, из материала 1, содержащего более длинные L и более короткие S частицы, такие как более длинная и более короткая стружка или волокно, а также, возможно, более короткие, чем указанные, частицы F, согласно каковому способу частицы смешиваются со связующим и, возможно, добавками, после чего пропускают через, по меньшей мере, одно устройство формовки заготовок, из которого частицы поступают на основу 10, такую как ленточный транспортер или пресс-форма, или же заготовка, поступающая из предыдущего устройства. Сначала на основу 10 наносят, по меньшей мере, один поверхностный слой 11 из более длинных частиц L, а более мелкие частицы F, S наносят на него для формирования одного или нескольких срединных слоев 13, 14, на которые вновь наносят более длинные частицы L для формирования второго поверхностного слоя 12. Таким образом, наиболее мелкие частицы F наносят на основу таким образом, что они размещаются главным образом в срединном по поперечному разрезу заготовки конструкционного изделия слое 13, 14, и так, что их количество уменьшается по направлению к поверхностным слоям 11, 12, как видно на поперечном разрезе заготовки. При производстве заготовок конструкционного изделия обычно используют от трех до четырех устройств формовки заготовок, два из которых предназначены для поверхностных слоев 11, 12 и один или два - для срединных слоев 13, 14. Из заготовок конструкционного изделия получают само конструкционное изделие путем обжатия заготовки на прессе, выпуская таким образом готовый продукт, такой как конструкционная плита.
Обычно, как показано в поперечном разрезе заготовки, размер частиц F, S, L возрастает от середины по направлению к верхней и нижней поверхностям 11, 12.
Частицы F, S, L наносят на основу 10 или ориентированными, или без ориентации. Ориентация частиц L, S, F предпочтительно улучшается по направлению от середины заготовки к ее верхней и нижней поверхностям 11, 12, как показано в поперечном разрезе заготовки. Обычно срединный слой 13, 14 ориентируется поперек направления движения основы, в то время как поверхностные слои ориентируются в продольном направлении.
Наиболее мелкие частицы F отсеиваются от остальных частиц L, S и смешиваются со связующим, после чего их наносят на основу или отдельно, или вместе с более крупными частицами L, S. В известных технических решениях наиболее мелкие частицы отсеивали и вообще не использовали в технологическом процессе. Способ, являющийся предметом настоящего изобретения, предусматривает отсеивание только мельчайших частиц, в то время как остальные используются в заготовке конструкционного изделия.
Предпочтительно заготовку конструкционного изделия, являющуюся предметом настоящего изобретения, формируют путем распределения. На фиг.2 показано устройство формовки заготовки.
Согласно способу, являющемуся предметом настоящего изобретения, предназначенный для обработки материал 1 подают на группу подготовительных валков 3, 4 устройства формовки заготовки, с тем чтобы распределить их главным образом по длине частиц. На этом этапе большая часть или весь материал, подвергаемый просеиванию, падает ниже плоскости, образуемой валками, через зазоры между ними. Предпочтительно только часть материала, падающего ниже плоскости, образуемой подготовительными валками 3, 4 через зазоры между ними, попадает на группу промежуточных валков 5, в то время как остальной материал передается мимо группы промежуточных валков, предпочтительно с помощью механизма ориентации 6, 7, 8 на распределительную основу 10. Из материала, попадающего на группу промежуточных валков 7, сквозь зазоры между промежуточными валками 5 проходят главным образом более короткие частицы F, S, в то время как более длинные частицы L перемещаются на хвостовой конец промежуточной группы 5 и вниз, под плоскость, образуемую промежуточными валками 5, предпочтительно через механизм ориентации 6, 7, 8, на распределительную основу 10.
Более длинные частицы L перед ориентацией и/или распределением подвергаются фракционированию по длине. Более длинные частицы L предпочтительно помещают на распределительную основу 10 с продольной или поперечной ориентацией относительно пути перемещения заготовки.
Более короткие частицы S и мельчайшие частицы F перед ориентацией и/или распределением подвергаются фракционированию по размерам. Более короткие частицы S и мельчайшие частицы F помещают на распределительную основу 10 с продольной или поперечной ориентацией. Мельчайшие частицы F распределяют на распределительной основе 10 таким образом, что чем они короче, тем ближе они располагаются в формируемом на распределительной основе мате к конечному срединному слою прессуемой заготовки. На фиг.1 показан один участок распределения и ориентации. Обычно участки распределения и ориентации используются попарно, причем один применяется для рассеивания нижней стороны плиты, а другой - для рассеивания верхней стороны. В случае, проиллюстрированном на фиг. 2, нижняя сторона уже рассеяна, так что показанный на фиг.2 участок распределения и ориентации применяется для рассеивания верхней стороны.
Таким образом, на фиг.2 представлено применяемое согласно изобретению устройство распределения и ориентации, в котором предназначенный для обработки материал 1, состоящий из более длинных L и более коротких S частиц, предпочтительно таких как более длинная и более короткая стружка и/или волокна, и, возможно, даже из более мелких частиц F, подают с помощью питающего транспортера на ускоряющий валок 2, вращающийся с большой скоростью. Ускоряющий валок 2 обладает шероховатой поверхностью, так что он сбрасывает предназначенный к просеиванию материал на подготовительную группу валков 3, состоящую из, по меньшей мере, двух по существу параллельных валков, предпочтительно вращающихся и помещенных в по существу горизонтальной плоскости с зазорами между ними, что позволяет части подвергаемого обработке материала падать вниз через зазоры между валками, в то время как остальная часть материала проходит через хвостовой конец группы валков 3, 4. Зазоры между валками можно регулировать по отдельности, например, способом, описанным в патентной заявке FI 922777. В предпочтительном случае ширина зазора возрастает по направлению к хвостовому концу подготовительной группы валков 3, 5. Ускоряющий валок 2 и подготовительные валки вращаются, как показано на чертеже, против часовой стрелки. Конструкция отдельных валков в подготовительной группе валков 3, 4 может, например, соответствовать описанной в патентной заявке FI 950518.
Ниже подготовительной группы валков 3, 4 расположена промежуточная группа валков 5, простирающаяся, по меньшей мере, на часть длины подготовительной группы валков от ее начала, видимого при наблюдении в направлении подачи материала. Промежуточная группа валков 5 состоит из, по меньшей мере, двух по существу параллельных валков, предпочтительно вращающихся и установленных в практически горизонтальной плоскости. Между валками имеются зазоры, так что часть подвергаемого обработке материала проваливается через зазоры между валками, в то время как другая его часть проходит через хвостовой конец группы валков. Зазоры между валками промежуточной группы также могут регулироваться по отдельности, например, так, как описано в патентной заявке FI 922777. В предпочтительном варианте ширина зазора возрастает по направлению к хвостовому концу подготовительной группы валков. Валки могут иметь узорную поверхность, которая может представлять собой фрезерованную, облицованную, проклеенную или иную аналогичную рифленую или узорную поверхность. Группа валков может также состоять из так называемых дисковых валков, когда на каждом валке размещены расположенные на определенном расстоянии друг от друга диски, наружный диаметр которых больше наружного диаметра остальной части валка. Диски соседних дисковых валков могут взаимно перекрывать друг друга.
Устройство, являющееся предметом настоящего изобретения, действует следующим образом. Предназначенный для обработки материал 1 поступает к началу подготовительной группы валков. Ускоряющий валок 2 бросает материал на подготовительную группу валков 3, 4, где вращение и структура подготовительных валков вызывают движение материала. По мере продвижения по подготовительной группе валков 3, 4 материал удлиненной формы стремится к такой ориентации, при которой даже узкие частицы не могут слишком рано провалиться в зазоры между валками. Вращающиеся валки, в особенности в передней части подготовительной группы валков, заставляют подниматься длинные частицы из зазоров между валками, не допуская таким образом их слишком скорого падения, в то время как более короткие частицы S, F могут проваливаться в зазоры между валками и падают, таким образом, на промежуточную группу валков 5.
Более короткие частицы, такие как стружка, подвергаются фракционированию посредством промежуточной группы валков 5, предпочтительно по размерам, так что самые мелкие частицы могут проваливаться через зазоры между валками в передней части группы валков, попадая в пространство под валками, в то время как самые крупные частицы падают с хвостового конца группы валков. Применение промежуточной группы валков 5 позволяет не допустить смешивания более длинной стружки с более короткой стружкой и, с другой стороны, допускает контролируемое фракционирование самых мелких частиц.
Устройство предпочтительно снабжают механизмом ориентации стружки 6, 7, 8, размещенных под группами валков 3, 4, 5. Механизм ориентации предпочтительно содержит первую группу ориентирующих валков 6, предназначенных для ориентации более коротких частиц S, F, и вторую группу ориентирующих валков 8, предназначенных для ориентации более длинных частиц L и/или S. Механизм ориентации может, наряду с валками, включать в себя другие виды ориентирующих элементов. Возможно также использование системы, ориентирующей только более длинную стружку, и в этом случае более короткая стружка распределяется на распределительной основе без ориентации. В этом случае, проиллюстрированном на чертеже, распределительной основой 10 служит ленточный транспортер, который движется справа налево и может нести на себе заготовку, поступающую из предыдущего распределительного устройства.
Вместе с механизмом ориентации располагается, по меньшей мере, один детектор 9, предназначенный для определения толщины заготовки на распределительной основе 10. На основании данных, полученных от детектора 9, производится регулировка высоты подъема механизма ориентации. Задача заключается в том, чтобы располагать механизм ориентации как можно ближе к поверхности, на которой распределяются частицы, так, чтобы по возможности сохранять ориентацию частиц.
Изобретение относится также к заготовке конструкционного изделия, такой как заготовка для конструкционной плиты, которая формируется из материала, состоящего из более длинных L и более коротких S частиц и, возможно, из частиц F, меньших чем указанные, таких как стружка и волокна, а также связующего, и которая состоит из двух поверхностных слоев 11, 12 и, по меньшей мере, одного срединного слоя 13, 14 между ними. Поверхностные слои содержат главным образом более длинные частицы, в то время как срединный слой содержит более короткие частицы. Срединный слой 13, 14 содержит самые мелкие частицы F, количество которых по поперечному разрезу заготовки уменьшается от середины по направлению к поверхностным слоям 11, 12.
Частицы в поверхностных слоях 11, 12 обычно ориентированы главным образом в продольном направлении. Частицы в срединном слое обычно ориентированы главным образом в поперечном направлении. Обычно часть самых мелких частиц является ориентированной. Естественно, что частицы в заготовке конструкционного изделия могут быть вообще не ориентированными, а вместо этого размещаются во время распределения по основе 10 в произвольном порядке.
Самые мелкие частицы обычно имеют размеры менее чем приблизительно 25 мм (1 дюйм), предпочтительно менее 6,25 мм (1/4 дюйма). Самые длинные частицы L обычно имеют длину 75-150 мм (3-6 дюймов). Длина более коротких частиц обычно составляет от менее чем 25 до 75 мм (1-3 дюйма). Длина частиц и их распределение в заготовке конструкционного изделия зависят от применяемого материала, от заготовки конструкционного изделия и его предполагаемого назначения.
Специалисту в данной области техники должно быть очевидно, что изобретение не ограничивается примерами его реализации, описанными выше, но что оно может варьироваться в рамках формулы изобретения, приведенной ниже. Так, здесь в деталях не описываются принципы, на которых основывается изготовление корпуса устройства, снабжение валков подшипниками, привод валков и т.п., и которые считаются известными любому специалисту. Ширина групп валков, диаметры валков, количество валков и их скорости вращения определяют согласно требующейся производительности и характеру предназначенного для обработки материала. Толщина слоев в заготовке конструкционного изделия, количество слоев, а также размеры и распределение частиц в различных слоях зависят, среди прочего, от предполагаемого назначения, а также материала частиц и их свойств.
Изобретение относится к деревообрабатывающей промышленности. Способ изготовления заготовки конструкционного изделия для плиты включает смешивание частиц со связующим и, возможно, добавками, после чего их пропускают через, по меньшей мере, одно устройство формовки заготовок, из которого частицы поступают на основу. Сначала на основу наносят, по меньшей мере, один поверхностный слой из более длинных частиц, на который наносят еще, по меньшей мере, один слой из более мелких частиц, и на этот слой вновь наносят слой из более длинных частиц для формирования второго поверхностного слоя. Наиболее мелкие частицы наносят на основу таким образом, что они размещаются главным образом в срединном по поперечному разрезу заготовки слое, в то время как количество самых мелких частиц уменьшается по направлению к поверхностным слоям. Изобретение включает также устройство для реализации способа и заготовку конструкционного изделия. Изобретение позволяет улучшить фракционирование частиц, что позволяет использовать очень короткие частицы, а также повысить качество готового продукта. 3 с. и 24 з.п. ф-лы, 4 ил.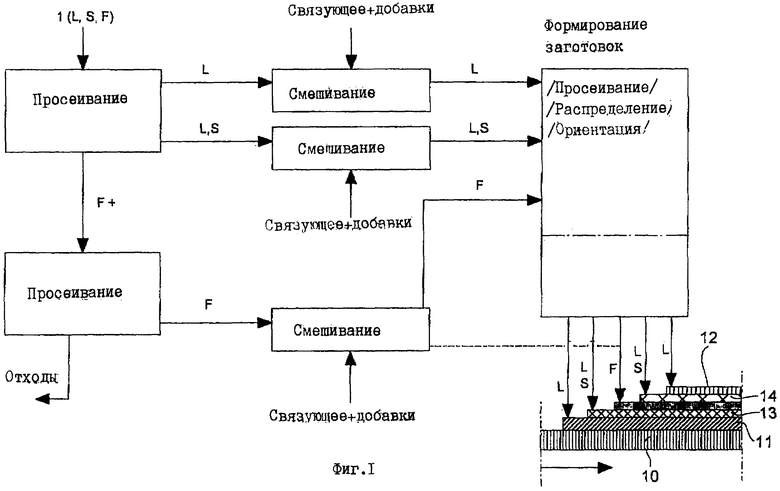
| Способ придания морозостойкости шлифовальным кругам на бакелитовой и силикатовой связках для резки материалов | 1951 |
|
SU93806A1 |
| Способ съемки объектов рисованного фильма | 1953 |
|
SU97112A1 |
| Устройство для ориентации древесных частиц | 1980 |
|
SU933478A1 |

