Предлагаемое изобретение относится к производству художественно-декоративных тонкостенных изделий с развитыми поверхностями, например монументально-декоративных панно, витражей, облицовочной плитки, панелей, а также изделий технического назначения, в состав которых в качестве наполнителя входит янтарная крошка фракции преимущественно 1-3 мм и связующее - синтетические смолы холодного отверждения.
Известен способ получения ювелирных, художественных и технических изделий, включающий приготовление сухой порошкообразной композиции, состоящей из смеси янтарной муки и модификатора-фенозана-28, засыпку ее в матрицу пресс-формы и прессование при температуре 180-220oС.
При этом удельное давление прессования составляет 6-8 МПа, время выдержки под давлением - 1-3 мин. (Авт. свид. 1479482, МПК С 09 F 1/04, от 15.05.89 г. БИ 18).
Недостаток способа заключается в том, что он ограничен получением сравнительно небольших и несложных изделий типа бусин, браслетных пластинок, брошей и т.п., и не может быть использован для получения тонкостенных изделий с развитой поверхностью и сложным фигурным рельефом (декоративные панно, витражи, панели и т.п.) ввиду трудности или невозможности заполнения порошкообразным материалом глубоких и узких полостей формы, а увеличение размеров и массы получаемых изделий при упомянутых удельных давлениях прессования требует применения прессов большой мощности, что значительно усложняет и удорожает производство.
Наиболее близким к предлагаемому способу по технической сути и достигаемому результату является способ изготовления декоративных и технических изделий с использованием наполнителя - янтаря, включающий обработку его гелькоаутом, подготовку полимерного связующего путем введения в него ускорителя и отвердителя, подготовку пресс-формы путем нанесения на ее рабочие поверхности защитного гелькоаутного покрытия, приготовление жидкоподвижной янтарной смеси путем перемешивания наполнителя и связующего, заливку ее в рабочую полость матрицы пресс-формы, затвердевание формовочной массы с образованием изделия, удаление его из пресс-формы и последующую сушку изделия в течение 3-4 ч при температуре 50-70oС (заявка 98122830 от 23.12.98 г., положительное решение от 24.01.2000 г.).
Существенным недостатком данного способа, ограничивающим область его применения, является трудность, а порой и невозможность получения тонкостенных изделий с развитой поверхностью, о которых говорилось выше, при попытках заполнять узкие и глубокие полости литейной формы известными способами свободной заливки жидкой смеси ввиду значительных гидравлических сопротивлений в процессе заполнения формы янтарной смесью, обладающей высокой вязкостью и низкой жидкотекучестью.
Задача, на решение которой направлено предлагаемое техническое решение - получение тонкостенных изделий большой протяженности с развитыми поверхностями посредством расширения технологических возможностей жидкоподвижных композиций на основе янтаря.
Для решения поставленной задачи предлагается процесс заполнения формы смесью (производить) осуществлять в количестве, заведомо превышающем необходимое для образования отливки, а заполнение формы смесью производить сплошным потоком, сечение которого превышает толщину стенки отливки с постепенным и непрерывным уменьшением этого сечения путем сближения между собой одной или двух противолежащих стенок формы до образования между ними зазора, равного толщине стенки отливки, после чего избыток смеси из формы удаляют.
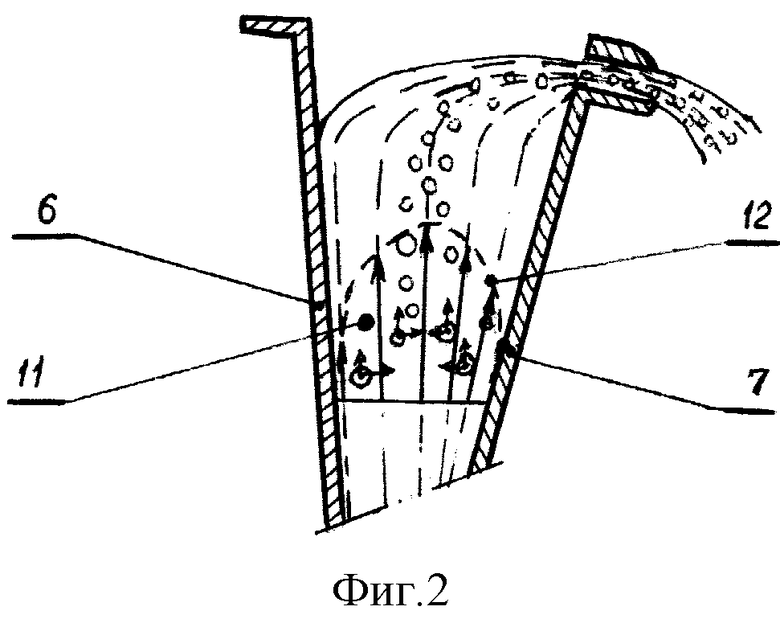
Предлагаемое техническое решение поясняется чертежами, где на фиг.1 изображен один из возможных конструктивных вариантов осуществления предлагаемого способа; на фиг.2 - схема процесса автодегазации смеси при заполнении формы.
На чертежах приняты следующие обозначения:
1 - станина; 2 - шарнир; 3 - залитая янтарная смесь; 4 - заливочное устройство; 5 - формообразующая вставка; 6 - подвижная стенка формы; 7 - неподвижная стенка формы; 8 - отливка; 9 - удаляемый избыток смеси; 10 - тигель дня приема избытка смеси; 11 - пузырек газа; 12 - поле скоростей потока.
Ниже приводится описание предлагаемого способа с конкретным примером его выполнения.
На обработанные специальным составом рабочие поверхности стенок формы 6 и 7 напыляли слой защитного гелькоаутного покрытия толщиной δ=0,5-1,0 мм и оставляли до полного высыхания.
Янтарную крошку фракции 1-3 мм очищали от окисной пленки и обрабатывали гелькоаутом. Затем приготавливали формовочную смесь, состоящую из следующих компонентов (мас. %): наполнитель (янтарная крошка) - 40,0; связующее (полиэфирная смола) - 58,0; ускоритель "НК" - 1,0; отвердитель "МЭК" - 1,0.
Компоненты тщательно перемешивали и полученную смесь с заведомым избытком из ковша 4 заливали в приемную часть экспериментальной литейно-выжимной установки (фиг.1, поз.I). Затем включали привод движения подвижной стенки 6, которая через шарнирное соединение 2 начинала вращаться по часовой стрелке, приближаясь к неподвижной стенке 7. При этом смесь 3 выжималась, поднимаясь вверх и перемещаясь относительно рабочих поверхностей стенки 6 и сменной вставки 5, оформляющей лицевую, фасонную часть отливки (фиг.1, поз.II-III).
В процессе сближения стенок 6 и 7 живое сечение потока смеси непрерывно и последовательно уменьшалось таким образом, что при конечном сопряжении стенок 6 и 7 между ними образовался зазор δ, равный толщине стенки изделия (фиг.1, поз.IV). После конечного сопряжения стенок 6 и 7 избыток смеси 9 удаляли в приемный тигель 10. После полного затвердевания смеси в форме давали выдержку 5 минут, подвижную стенку 6 возвращали в исходное положение, извлекали отливку, которую затем подвергали сушке в камерной электропечи при температуре 60oС в течение 3-х часов.
Следует отметить, что в процессе сближения между собой двух стенок формы при выжимании смеси создаются такие скорости движения потока, при которых возникают условия автоматической его дегазации.
Пузырьки газа и другие легкие включения в результате соприкосновения со струйками, имеющими различные скорости, приходят во вращательное движение и приобретают силу, сдвигающую их от стенок формы к центру потока - в зону больших скоростей, откуда они вместе с избытком смеси выносятся за пределы формы (см. фиг.2).
По сравнению с известными способами предлагаемое техническое решение позволяет получать из жидкоподвижных композиций, содержащих янтарный наполнитель, тонкостенные изделия большой протяженности, с развитыми поверхностями, такие, как декоративные панно, витражи, панели и т.п., а также технические изделия, используя при этом дешевое янтарное сырье (мелкую крошку), а также отходы промышленных производств янтарных изделий.
По сравнению со способом, принятым за прототип, повышается также качество изделий за счет упомянутой выше очистки их от газов и других легких включений. Повышается также коэффициент использования янтаря и расширяется область его использования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2206462C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ И ТЕХНИЧЕСКИХ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ НАПОЛНИТЕЛЯ-ЯНТАРЯ | 2000 |
|
RU2181670C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ХУДОЖЕСТВЕННЫХ И ТЕХНИЧЕСКИХ ИЗДЕЛИЙ ИЗ ЯНТАРНЫХ КОМПОЗИЦИЙ | 2001 |
|
RU2193494C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2203916C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНОГО ЯНТАРЯ | 2001 |
|
RU2200674C2 |
| СПОСОБ ОБРАБОТКИ НАТУРАЛЬНОГО ЯНТАРЯ | 2000 |
|
RU2179510C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ НАПОЛНИТЕЛЯ, ИЗГОТОВЛЕННОГО ИЗ ЯНТАРЯ | 1998 |
|
RU2151700C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ЯНТАРЯ | 2001 |
|
RU2187519C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2190537C2 |
| СПОСОБ ОБРАБОТКИ ЯНТАРЯ | 2000 |
|
RU2200093C2 |
Способ изготовления декоративных и технических изделий на основе янтаря для расширения разнообразия изготавливаемых изделий заключается в том, что заливку формы смесью производят в количестве, превышающем необходимое для получения отливки, а заполнение формы смесью осуществляют сплошным потоком, сечение которого превышает толщину стенки отливки с непрерывным и последовательным уменьшением этого сечения. 2 ил.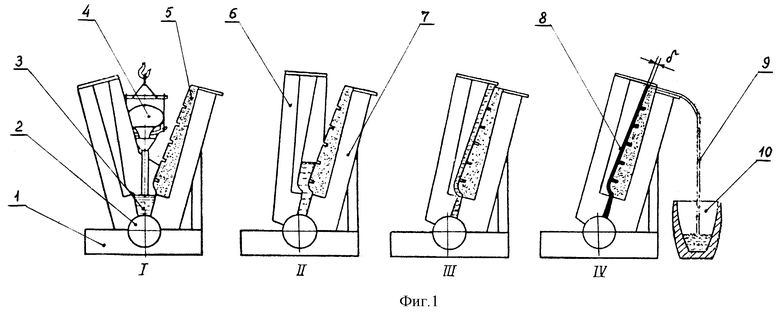
Способ изготовления преимущественно тонкостенных декоративных и технических изделий на основе янтаря, включающий обработку янтаря и формы гелькоаутом, приготовление жидкоподвижной янтарной смеси, заливку и заполнение ею формы, выдержку до полного затвердевания смеси, извлечение изделия из формы и его сушку, отличающийся тем, что заливку формы смесью производят в количестве, превышающем необходимое для получения отливки, а заполнение формы смесью осуществляют сплошным потоком, сечение которого превышает толщину стенки отливки с непрерывным и последовательным уменьшением этого сечения путем сближения между собой одной или двух противолежащих стенок формы до образования между ними зазора, равного толщине стенки отливки, после чего избыток смеси из формы удаляют.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ НАПОЛНИТЕЛЯ, ИЗГОТОВЛЕННОГО ИЗ ЯНТАРЯ | 1998 |
|
RU2151700C1 |
| Струбцина с пневматическим приводом | 1984 |
|
SU1222525A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ОТКРЫВАЮЩИХ УСТРОЙСТВ, ПОСТАВЛЯЕМЫХ СОВМЕСТНО В ФОРМЕ ЛИСТА И ПРИКРЕПЛЯЕМЫХ ПО ОТДЕЛЬНОСТИ НА СООТВЕТСТВУЮЩИХ УПАКОВКАХ РАЗЛИВАЕМЫХ ПИЩЕВЫХ ПРОДУКТОВ | 2006 |
|
RU2420438C2 |
| Насос перистальтического типа | 1984 |
|
SU1229425A1 |
| US 3767452 A, 23.10.1973. | |||

