Изобретение относится к производству художественно-декоративных изделий с использованием в качестве наполнителя янтаря и отходов янтарного производства и может быть использовано для изготовления технических и других изделий, в состав которых входит янтарь.
Известен способ получения ювелирных, художественных и технических изделий, включающий приготовление сухой порошкообразной композиции, состоящей из смеси янтарной муки и модификатора - фенозана-28, засыпку ее в матрицу пресс-формы и прессование при 180-220oС.
При этом удельное давление прессования составляет 6-8 МПа, время выдержки под давлением 1 - 3 мин (Авт. свид. 1479482, МПК С 09 F 1/04, опубл. 15.05.89 г, БИ 18).
Недостаток способа заключается в том, что он ограничивается получением сравнительно небольших и несложных изделий типа бусин, браслетных пластинок, брошей и т.д. и не может быть использован для получения, например, тонкостенных изделий сложной формы ввиду трудности или невозможности заполнения порошкообразным материалом глубоких и узких полостей формы, а увеличение размеров и массы получаемых изделий при упомянутых удельных давлениях прессования требует применения прессов большой мощности, что значительно усложняет и удорожает производство.
Наиболее близким к предлагаемому способу по технической сути и достигаемому результату является способ приготовления полимербетонной смеси по патенту РФ 2100303, опубл. 27.12.97г., МПК С 04 В 26/18, 14/06, 18/14, включающего подготовку наполнителя и пресс-формы, заливку жидкой формовочной смеси в пресс-форму, выдержку, извлечение изделия и его досушивание.
К недостаткам вышеописанного способа относится то, что получаемая вязкотекучая композиция не позволяет получать изделия с тонкими стенками при свободной заливке из-за ее высокого гидравлического сопротивления.
Задача, на решение которой направлено предлагаемое техническое решение, - получение тонкостенных и фасонных изделий сложной конфигурации посредством расширения технологических возможностей жидкоподвижных композиций на основе янтаря.
Для решения поставленной задачи предлагается пресс-форму, в которой должно формироваться изделие, устанавливать на рабочий стол пресса и производить обработку ее гелькоаутом. В качестве наполнителя используют янтарь, который также обрабатывают гелькоаутом. После заливки формовочной массы в рабочую полость матрицы погружают в нее закрепленный на траверсе пресса пуансон, посредством которого выдавливают нижние слои формовочной массы в рабочую полость пресс-формы. Выдержку изделия производят под давлением прессования до его полного затвердевания.
Главным отличительным признаком предлагаемого технического решения является то, что процесс заполнения рабочего пространства пресс-формы, в том числе узких и глубоких полостей, формирующих тонкие стенки изделия и его ажурные части, осуществляется под принудительным давлением пуансона с дальнейшим прессованием залитой массы в процессе ее затвердевания в форме.
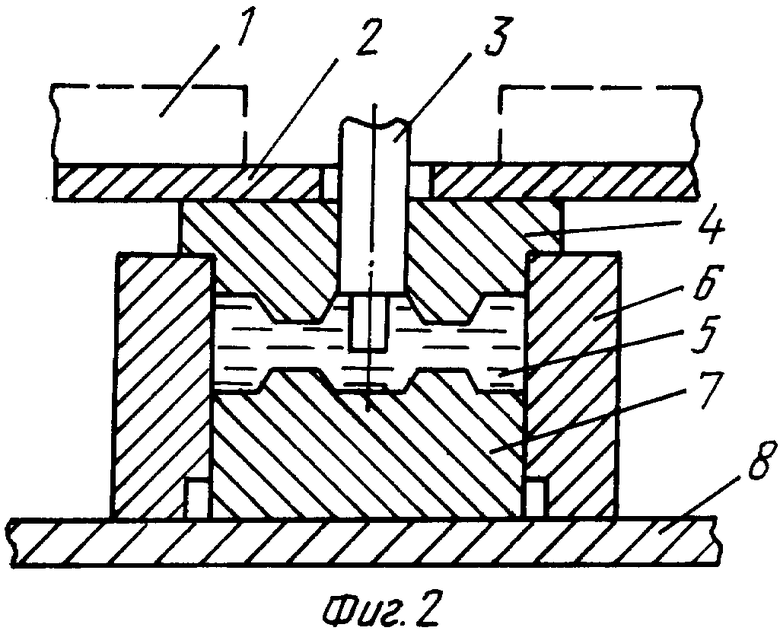
Предлагаемое техническое решение поясняется графическим материалом, на котором изображено: на фиг.1 - пресс-форма с залитой в рабочую полость матрицы формовочной массой до опускания пуансона; фиг.2 - то же, в момент конечного сопряжения пуансона и матрицы.
При этом приняты следующие обозначения:
1 - траверса пресса;
2 - плита для крепления наружной части телескопического пуансона;
3 - внутренняя часть телескопического пуансона;
4 - наружная часть телескопического пуансона;
5 - отлитая заготовка;
6 - матрица;
7 - вставка;
8 - основание.
Ниже приводится описание осуществления предлагаемого способа с конкретным примером его выполнения.
На рабочий стол пресса модели ПВ-2000 с закрепленным на нем основанием 8 устанавливали и закрепляли матрицу 6 и вставку 7, а на траверсе пресса закрепляли телескопический пуансон, состоящий из двух частей 3 и 4.
Затем на обработанные специальным составом рабочие поверхности матрицы 6, вставки 7 и частей пуансона 3 и 4 напыляли слой защитного гелькоаутного покрытия толщиной 0,5-1 мм и оставляли до полного его высыхания.
Янтарную крошку с размерами частиц 1-3 мм очищали от окисной пленки и обрабатывали гелькоаутом. После этого приготавливали формовочную массу, состоящую из следующих компонентов (маc.%): наполнитель (янтарная крошка) 40,0; связующее (полиэфирная смола) 58,0; ускоритель "НК" 1,0; отвердитель "МЭК" 1,0.
Компоненты тщательно перемешивали и полученную массу заливали в рабочую полость пресс-формы, образованную стенками матрицы 6 и вставки 7.
Затем включали привод пресса и опускали траверсу пресса с закрепленными на ней частями 3 и 4 телескопического пуансона.
В процессе погружения пуансона в жидкую формовочную массу последняя начинает перемещаться (выдавливаться) в верхнюю часть рабочей полости матрицы. В момент конечного сопряжения торцевых поверхностей рабочих частей пуансона и матрицы происходит формообразование изделия 5.
Затем включали привод перемещения внутренней части 3 телескопического пуансона, которая внедрялась в формовочную массу в замкнутом объеме рабочего пространства и осуществляла окончательное формирование и прессование изделия в течение всего периода его затвердевания.
После полного затвердевания формовочной массы давали выдержку под давлением пуансона 7 мин; удельное давление прессования при этом составляло 3 МПа.
Затем включали привод пресса, поднимали траверсу с закрепленным на ней пуансоном вверх, пресс-форму разбирали и извлекали изделие 4, которое затем подвергали сушке в сушильном шкафу при 60oС в течение 3 ч.
По сравнению с известными способами предлагаемое техническое решение позволяет получать из жидкоподвижных композиций, содержащих янтарный наполнитель, изделия сложной конфигурации, в том числе тонкостенные, с четкими контурами, высокой чистотой поверхности, по внешнему виду мало, чем отличающихся от изделий, изготовленных методом прессования сухих композиций из натурального янтаря, но при удельных давлениях, значительно меньших (3 МПа вместо 6-8 МПа).
В результате появляется реальная возможность в значительных объемах перерабатывать дешевое янтарное сырье и отходы промышленных производств янтарных изделий.
Повышается также коэффициент использования янтаря и расширяется область его использования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ И ТЕХНИЧЕСКИХ ИЗДЕЛИЙ НА ОСНОВЕ ЯНТАРЯ | 2000 |
|
RU2179932C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2206462C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ХУДОЖЕСТВЕННЫХ И ТЕХНИЧЕСКИХ ИЗДЕЛИЙ ИЗ ЯНТАРНЫХ КОМПОЗИЦИЙ | 2001 |
|
RU2193494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ ВЗРЫВОМ | 2001 |
|
RU2200675C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2179511C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ЯНТАРЯ | 2001 |
|
RU2187519C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2203916C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2190537C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ЯНТАРЯ | 2011 |
|
RU2475366C1 |
| СПОСОБ ОБРАБОТКИ ЯНТАРЯ | 2000 |
|
RU2200093C2 |
Способ изготовления декоративных и технических изделий для повышения качества изделий заключается в том, что в качестве наполнителя используют янтарь, а в процессе подготовки осуществляют обработку янтаря и пресс-формы гелькоаутом. 2 ил.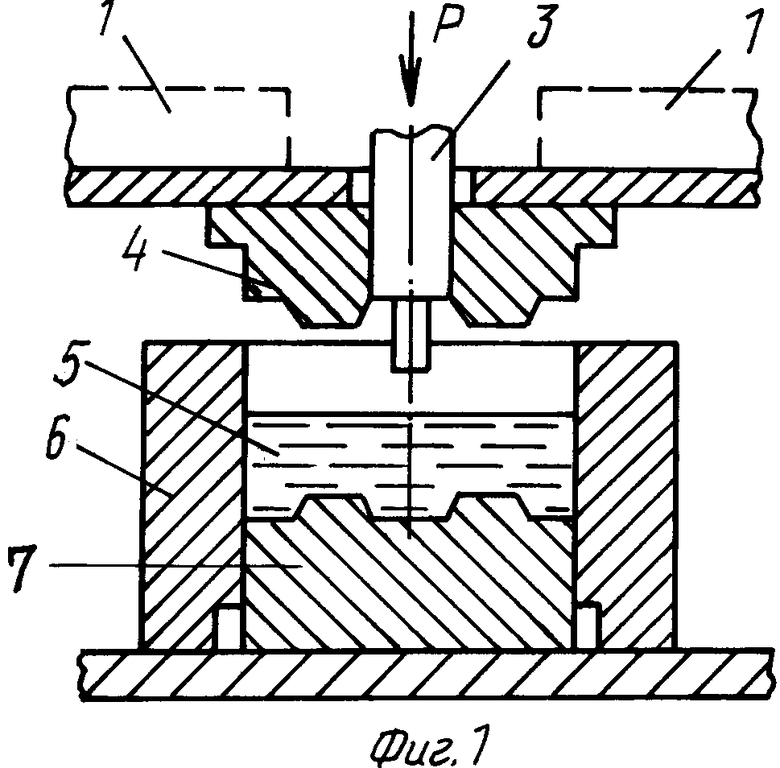
Способ изготовления декоративных и технических изделий, включающий подготовку наполнителя, связующего и пресс-формы, заливку жидкой формовочной массы в пресс-форму, выдержку, извлечение изделия и его досушивание, отличающийся тем, что в качестве наполнителя используют янтарь, а в процессе подготовки осуществляют обработку янтаря и пресс-формы гелькоаутом, при этом формообразование осуществляют принудительным выдавливанием нижних слоев формовочной массы в рабочую полость пресс-формы, а выдержку изделия производят под давлением прессования до его полного затвердевания.
| СПОСОБ ПРИГОТОВЛЕНИЯ ПОЛИМЕРБЕТОННОЙ СМЕСИ | 1996 |
|
RU2100303C1 |
| Струбцина с пневматическим приводом | 1984 |
|
SU1222525A1 |
| US 3580772 A, 25.05.1971 | |||
| ГИДРАВЛИЧЕСКОЕ МАСЛО | 1995 |
|
RU2086607C1 |
| DE 3129039 A1, 03.02.1983. | |||

