Изобретение относится к производству художественно-декоративных янтарных изделий, но может быть использовано и в производстве технических и других изделий из янтаря.
Известен способ получения янтарных изделий из янтаря пылевидной фракции (янтарной муки) методом литьевого прессования при температуре 180-220oС, удельном давлении прессования 60-80 кгс/см2 и времени выдержки под давлением 1-3 мин (авторское свидетельство 1479482, C 09 F 1/04, опубл. 15.05.89 г., БИ 18).
Недостатком данного способа, ограничивающим область его применения, является необходимость применения повышенных (60-80 кгс/см2) удельных давлений для принудительного выдавливания в рабочей пресс-форме вязкой янтарной массы, образующейся в результате нагрева янтарной муки, что особенно характерно при получении тонкостенных изделий сложной формы. В этом случае тонкие полости формы имеют высокие гидравлические сопротивления при заполнении их янтарной массой.
В свою очередь, это требует применения прессового оборудования повышенной мощности, что усложняет и удорожает производство.
Задача, на решение которой направленно предлагаемое техническое решение - упрощение технологического процесса получения янтарных изделий и удешевление производства.
Для решения поставленной задачи предлагается подачу янтаря в пресс-форму и заполнение им ее рабочих полостей осуществлять всасыванием пылевидного янтаря в рабочие полости пресс-формы путем ее вакуумирования.
Предлагаемое техническое решение поясняется графическим материалом с изображение лабораторной установки, на которой проводились опытные работы по осуществлению предлагаемого способа.
При этом приняты следующие обозначения:
1 - газопроницаемая оболочка;
2 - рабочая полость формы;
3 - мановакууметр;
4 - матрица пресс-формы;
5 - плита;
6 - вакууметр;
7, 13 - вентили;
8 - труба;
9 - янтарная мука;
10 - стойка;
11 - трубопровод подачи сжатого газа;
12 - кожух;
14 - ресивер;
15- вакуумный насос;
16 - контейнер.
Способ осуществляется следующим образом (см. прилагаемый чертеж).
Пресс-форму, состоящую из матрицы 4 с вмонтированной в нее трубой 8 и газопроницаемой оболочкой 1, выполненной из стеклоткани, закрепляли на плите 5, установленной стойках 10.
При этом конец трубы 8 был опущен в нижнюю часть контейнера 16, заполненного янтарной мукой.
Затем на плиту 5 устанавливали съемный кожух 12, имеющий трубки 11 и 17 для подключения к системе подвода сжатого газа (азота) и к вакуумному насосу.
Кожух, установленный на прокладки из вакуумной резины, герметизировали, прижимая к поверхности опорной плиты 5 с помощью болтов.
После этого трубку 11 подключали к системе подвода сжатого азота, а трубку 17 - к системе вакуумирования, включающей вакуумный насос ДВН16Д15, ресивер 14 и вакууметр 6.
При закрытом вентиле 13 и открытом вентиле 4 включали вакуумный насос 15 и с помощью ресивера 14 и трубопровода 17 начинали откачивать воздух из полости кожуха 12 и рабочей полости 2 пресс-формы до достижения в них разрежения 10-3-10-4 МПа, величину которого контролировали с помощью вакууметра 6.
В процессе вакуумирования находящийся в контейнере 16 пылевидный янтарь устремляется по трубе 8 в направлении, указанном стрелками (по аналогии с работой пылесоса), и последовательно заполняет рабочую полость 2 пресс-формы.
Не снимая вакуума, включали размещенные внутри кожуха нагревательные элементы (не показаны) и нагревали заполненную янтарем пресс-форму до (210±10)oС, после чего давали выдержку 3 мин.
При этом янтарная мука размягчалась и формировалось изделие.
После окончания выдержки вакуумный насос отключали, вентиль 7 перекрывали и открывали вентиль 13, обеспечивая подачу в рабочую полость 2 пресс-формы, заполненную янтарем, сжатого азота под давлением 20 кгс/см2 (20•105 Па), величину которого контролировали с помощью мановакууметра 3.
Не выключая электронагревателей давали выдержку под давлением сжатого газа в течении 5 минут, после чего вентиль 13 закрывали, полость кожуха 12 соединяли с атмосферой и снимали с плиты 5, пресс-форму разбирали и извлекали отформованное изделие.
По сравнению со способом, принятым за прототип, предлагаемый способ позволяет формировать янтарные изделия при значительно меньших удельных давлениях на перерабатываемый материал (20 кгс/см2 вместо 60-80 кгс/см2) и обеспечивает заполнение узких и тонких полостей пресс-формы при значительно меньших энергозатратах.
Таким образом, применение предлагаемого способа значительно упрощает и удешевляет производство янтарных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2179511C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2203916C1 |
| СПОСОБ ОБРАБОТКИ ЯНТАРЯ | 2000 |
|
RU2173258C1 |
| СПОСОБ ОБРАБОТКИ ЯНТАРЯ | 2000 |
|
RU2200093C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ И ТЕХНИЧЕСКИХ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ НАПОЛНИТЕЛЯ-ЯНТАРЯ | 2000 |
|
RU2181670C2 |
| СПОСОБ ОБРАБОТКИ НАТУРАЛЬНОГО ЯНТАРЯ | 2000 |
|
RU2179510C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНОГО ЯНТАРЯ | 2001 |
|
RU2200674C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ И ТЕХНИЧЕСКИХ ИЗДЕЛИЙ НА ОСНОВЕ ЯНТАРЯ | 2000 |
|
RU2179932C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ ВЗРЫВОМ | 2001 |
|
RU2200675C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ЯНТАРЯ | 2001 |
|
RU2187519C1 |
Способ получения янтарных изделий для повышения эффективности технологического процесса заключается в том, что подачу янтарного сырья и заполнение рабочих полостей пресс-формы осуществляют всасыванием янтарного сырья путем вакуумирования пресс-формы. 1 ил.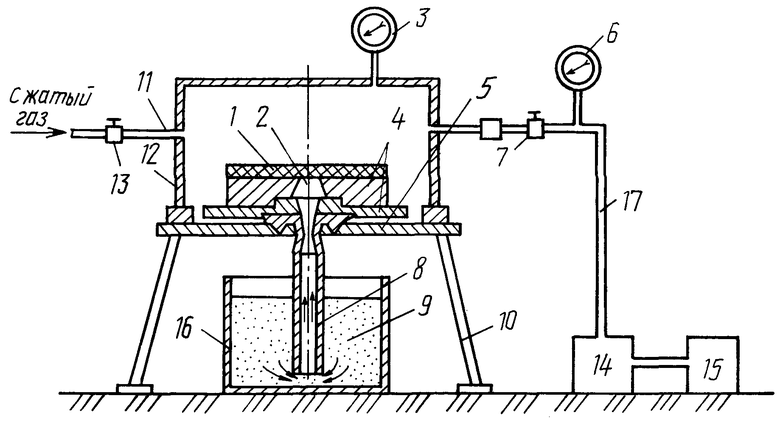
Способ получения янтарных изделий из янтаря пылевидной фракции, включающий подачу янтарного сырья в пресс-форму, заполнение сырьем рабочих полостей пресс-формы, формирование изделия при 180-220oС без доступа воздуха, выдержку при этой температуре и охлаждение, отличающийся тем, что подачу янтарного сырья и заполнение рабочих полостей пресс-формы осуществляют всасыванием янтарного сырья путем вакуумирования пресс-формы.
| Способ модификации янтаря | 1986 |
|
SU1479482A1 |
| СПОСОБ ОЧИСТКИ ОТХОДЯЩИХ ГАЗОВ ОТ ДИОКСИДА СЕРЫ | 2002 |
|
RU2214857C1 |
| US 4624814 A, 25.11.1986 | |||
| ИОННЫЕ ЖИДКОСТИ С СИЛОКСАНОВЫМ ФРАГМЕНТОМ В СОСТАВЕ КАТИОНА В КАЧЕСТВЕ ТЕПЛОНОСИТЕЛЕЙ | 2015 |
|
RU2600932C1 |
| DE 3637905 A1, 19.05.1988. | |||

