Изобретение относится к способам обработки изделий из полипропилена, для улучшения адгезионных свойств лакокрасочного покрытия к поверхности изделий без изменения физико-механических свойств материала и может быть использовано в автомобильной промышленности.
Преимущественная область применения - обработка деталей экстерьера автомобиля, таких как бамперы, молдинги, решетки радиатора и т.д., перед проведением операции окраски.
В настоящее время применяют различные способы активации поверхности изделий из полимеров. Среди них введение инертных наполнителей на стадии изготовления деталей, травление поверхности химическими реагентами, обработка открытым пламенем. Наиболее перспективными являются способы обработки с применением электрических разрядов различного рода, таких как коронного, тлеющего и т.д.
Известен способ и устройство для плазменной обработки в вакууме (пат. США 5415819, опубликованный в реферативном сборнике "Изобретение стран мира", вып. 024, 5 за 1996 г., МПК В 29 С 71/04), при котором для обработки изделий применяют устройство, содержащее два или более электропроводных элемента, изолированных друг от друга. Изделия, подлежащие обработке, помещают между элементами так, чтобы создать небольшой ограниченный промежуток между обрабатываемой поверхностью и хотя бы одним из элементов. В названном промежутке создают вакуум, а затем вводят ионизируемый газ. Между элементами, которые действуют как электроды, создают электрическое поле, преобразующее газ в плазму. В результате взаимодействия плазмы с поверхностью изделия поверхность приобретает способность лучше принимать покрытие.
Такое изобретение имеет существенный недостаток. Создание ограниченного промежутка между поверхностью изделия и одним из элементов требует индивидуального изготовления последнего с учетом размеров и формы конкретного изделия.
Известен также способ и устройство обработки, при котором осуществляют обработку поверхности полипропиленовых формованных изделий (пат. Японии 62-28812, опубликованный в реферативном сборнике "Изобретение стран мира", вып. С08, 23 за 1987 г., МПК С 08 J 7/00), при котором поверхность изделия из сополимеров полипропилена контактирует при давлении 100 мм рт.ст. с низкотемпературной плазмой, полученной возбуждением тлеющего разряда в среде газообразного кислорода, азота, аргона и/или гелия, при интенсивности обработки плазмой 100...60000 Вт/см2.
Недостатком данного изобретения является необходимость создания предварительного вакуума и последующий напуск реакционных газов, что ведет к увеличению длительности процесса, дополнительному расходу электроэнергии и затратам на реакционные газы.
Новым в изобретении является то, что в предлагаемом способе предварительной активации поверхности формованных изделий из полипропилена перед окраской обработку осуществляют, воздействуя на поверхность изделия низкотемпературной плазмой тлеющего разряда в среде остаточного воздуха, при этом повышается адгезионная прочность лакокрасочного покрытия к изделию и ведет к экономии электроэнергии, сокращению времени процесса, т.к. нет необходимости подавать никаких газов или смесей газов.
Цель изобретения - активация (гидрофилизация) поверхности полипропилена с целью повышения адгезионной прочности лакокрасочного покрытия к изделию. Оно может быть использовано для активации поверхности объемных, сложно-формованных изделий.
Сущность изобретения поясняется тем, что в способе предварительной активации поверхности формованных изделий из полипропилена в тлеющем разряде перед окраской путем воздействия на поверхность изделия электрической энергией согласно изобретению изделия предварительно обезжиривают в водно-щелочном растворе, промывают проточной водой, высушивают от влаги, протирают изопропиловым спиртом, а затем помещают в вакуумную камеру и осуществляют активацию в вакууме в среде остаточного воздуха в плазме тлеющего разряда постоянного или переменного тока, возбуждаемой между двумя электродами из меди при давлении 10...50 Па, напряжении между электродами 350...500 В, а обработку изделий осуществляют в течение 1,5...2 мин.
В устройстве для предварительной активации поверхности формованных изделий из полипропилена в тлеющем разряде перед окраской, состоящем из камеры, имеющей корпус, включающий изолированные друг от друга два электрода, для создания между ними электрического поля согласно изобретению корпус вакуумной камеры выполнен в виде горизонтального цилиндра, который содержит крышку корпуса и технологическую оснастку, а электроды из меди установлены по торцам вакуумной камеры, изолированы от ее корпуса и расположены напротив друг друга в виде рамки или вертикальных стержней.
Сущность изобретения поясняется чертежом, где изображено устройство для активации поверхности объемных изделий из полипропилена в тлеющем разряде перед окраской.
Устройство содержит корпус 1 вакуумной камеры, представляющий собой горизонтально расположенный цилиндр, с заранее выбранными габаритами вакуумной камеры, крышку 2, технологическую оснастку 3, обрабатываемые изделия 4, электроды 5 и 6 тлеющего разряда. Электроды 5 и 6 выполнены из меди и представляют собой либо рамку, либо два вертикальных стержня, установленных напротив друг друга по торцам камеры и изолированных друг от друга и от корпуса 1 вакуумной камеры.
Изобретение осуществляется следующим образом. Обрабатываемые изделия 4 обезжиривают в водно-щелочном растворе, промывают проточной водой, высушивают от влаги, протирают изопропиленовым спиртом и навешивают на технологическую оснастку 3, загружают в вакуумную камеру, из которой производится откачка воздуха до давления 10...50 Па. После этого на два электрода 5 и 6, между которыми находятся обрабатываемые изделия 4, подается напряжение 350...500 В постоянного тока либо переменного частотой 50 Гц. В результате этого в вакуумной камере возбуждается плазма тлеющего разряда и производится обработка изделий 4 в течение 1,5...2 мин.
Проведение активации предпочтительней при питании электродов переменным током, при этом тлеющий разряд приобретает волновой характер и достигается равномерное распределение плотности плазмы по всему объему камеры.
Благодаря объемному горению плазмы тлеющего разряда осуществляется равномерная обработка одновременно всех загруженных в камеру изделий по всей поверхности каждого изделия.
При такой обработке длительность сохранения активных свойств поверхности, т.е. время хранения изделий после выемки из камеры до нанесения грунта, составляет до 12 часов, по истечении которого необходимо проведение повторной обработки.
После проведения процесса активации наносится выравнивающая грунтовка и эмаль для получения декоративного эффекта.
Испытания адгезионной прочности лакокрасочного покрытия к поверхности изделия показали соответствие требованиям, предъявляемым к деталям экстерьера автомобиля.
Такое техническое решение позволяет одновременно по всей поверхности обрабатывать все загруженные в вакуумную камеру изделия, что приводит к максимальному упрощению оборудования и увеличению производительности, а также при обработке в тлеющем разряде на переменном токе между двумя изолированными от заземленной камеры электродами получают плазму равномерной интенсивности по всему объему вакуумной камеры, а применение в качестве реакционного газа остаточного воздуха снимает необходимость откачки вакуума до 10-1 Па и дальнейшего напуска реакционного газа или смесей газов и, следовательно, кроме экономии дорогостоящих газов и электроэнергии существенно уменьшает длительность вакуумирования камеры и значительно увеличивает производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ НА МЕТАЛЛИЧЕСКУЮ ДЕТАЛЬ КОМПЛЕКСНОГО ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ ДЕТАЛИ ОТ ВОДОРОДНОЙ КОРРОЗИИ, СОСТОЯЩЕГО ИЗ МНОЖЕСТВА МИКРОСЛОЕВ | 2012 |
|
RU2495154C2 |
| Способ подготовки металлических поверхностей | 1990 |
|
SU1818357A1 |
| СПОСОБ ДИАГНОСТИКИ ПРИСУТСТВИЯ ПАРОВ МАСЛА В ОБЪЕМЕ ВАКУУМНОЙ КАМЕРЫ | 2015 |
|
RU2605884C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ОТРАЖАЮЩИМ ПОКРЫТИЕМ | 2016 |
|
RU2660863C2 |
| МНОГОСЛОЙНЫЙ КОМБИНИРОВАННЫЙ МАТЕРИАЛ ПОЛИМЕР-КОМПОЗИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2632295C2 |
| СПОСОБ ПРОВЕДЕНИЯ ГОМОГЕННЫХ И ГЕТЕРОГЕННЫХ ХИМИЧЕСКИХ РЕАКЦИЙ С ИСПОЛЬЗОВАНИЕМ ПЛАЗМЫ | 2002 |
|
RU2200058C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ИЗ НИТРИДА ТИТАНА НА ТВЕРДОСПЛАВНЫХ ПЛАСТИНАХ В ТЛЕЮЩЕМ РАЗРЯДЕ С ЭФФЕКТОМ ПОЛОГО КАТОДА. | 2014 |
|
RU2574157C1 |
| Установка для модификации поверхности полимеров в низкотемпературной плазме тлеющего разряда | 2019 |
|
RU2751348C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ НАПОРНЫХ ТРУБ | 2016 |
|
RU2635728C2 |
| СПОСОБ УВЕЛИЧЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ПАРАМЕТРОВ СТЕКЛОПЛАСТИКА | 2015 |
|
RU2592578C1 |
Изобретение относится к обработке изделий из полипропилена для улучшения адгезионных свойств лакокрасочного покрытия к поверхности изделий без изменения физико-механических свойств материала и может быть использовано в автомобильной промышленности. Преимущественная область применения - обработка деталей экстерьера автомобиля, таких как бамперы, молдинги, решетки радиатора и т. д., перед проведением операции окраски. В применяемом способе изделия предварительно обезжиривают в водно-щелочном растворе, промывают проточной водой, протирают изопропиловым спиртом, а затем помещают в вакуумную камеру и осуществляют активацию в вакууме, в среде остаточного воздуха в плазме тлеющего разряда постоянного или переменного тока, возбуждаемой между электродами при давлении в камере 10 - 50 Па и напряжении между электродами 350 - 500 В, осуществляют обработку изделий в течение 1,5 - 2 мин. Способ осуществляется с помощью устройства, которое содержит корпус вакуумной камеры, крышку, технологическую оснастку, обрабатываемые изделия, электроды тлеющего разряда. При таком процессе обработка осуществляется одновременно по всей поверхности всех загруженных в вакуумную камеру изделий, что приводит к максимальному упрощению конструкции оборудования и увеличению производительности, уменьшает затраты на электроэнергию и ведет к экономии дорогостоящих газов. 2 с.п. ф-лы, 1 ил.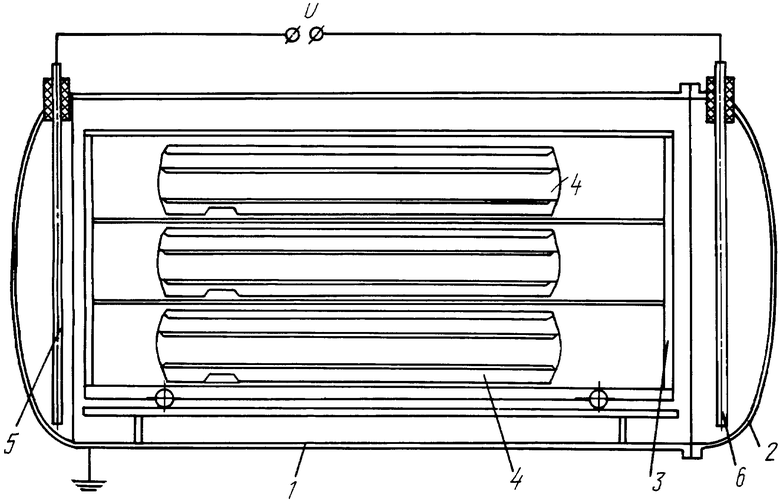
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Реактор для поверхностного модифицирования резинотехнических изделий в тлеющем разряде | 1977 |
|
SU666741A1 |
| Способ модификации плоских изделий из полиэтилентерефталата | 1976 |
|
SU870408A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ОБРАБОТКИ ДЛИННОМЕРНОГО ПОЛИМЕРНОГО МАТЕРИАЛА ПЛАЗМОЙ ЭЛЕКТРИЧЕСКОГО РАЗРЯДА | 1991 |
|
RU2027810C1 |

