Изобретение относится к области боеприпасов кумулятивного действия и может быть использовано для изготовления кумулятивных зарядов (КЗ) перфораторов, мин или боевых частей снарядов или ракет.
Задача увеличения глубины пробиваемой преграды является основной при разработке кумулятивных зарядов любого типа, начиная с малогабаритных зарядов для решения задачи перфорации нефтегазовых скважин, кончая зарядами противотанковых или противокорабельных ракет большого калибра. Глубина пробиваемого отверстия во многом определяется качеством изготовления облицовки кумулятивного заряда, плотностью, пластичностью и микроструктурой ее материала.
Осесимметричная облицовка кумулятивного заряда имеет вид полой осесимметричной детали конической, полусферической или оживальной формы. Изготовление облицовки осуществляют с применением различных способов механической обработки из заготовок, имеющих начальную форму цилиндра или пластины.
Известен способ изготовления полых осесимметричных деталей из плоской или осесимметричной заготовки, деформируемой одним или несколькими роликами по вращающейся оправке (см., например, Н.И.Могильный. Ротационная вытяжка оболочковых деталей на станках. - М.: Машиностроение, 1983. - 192 с.). Этот метод изготовления называется методом ротационной вытяжки или раскатки. Облицовка осесимметричного кумулятивного заряда является примером детали, для изготовления которой на этапе придания заготовке требуемой формы широко используется метод ротационной вытяжки. В зависимости от размеров облицовки и требований по точности изготовления операция ротационной вытяжки может быть завершающей или промежуточной при изготовлении детали. В последнем случае облицовка подвергается окончательной токарной обработке. При использовании заготовок, материал которых имеет микроструктуру из зерен размером около 100 мкм, значительные пластические деформации, испытываемые материалом в процессе ротационной вытяжки, обеспечивают после рекристаллизационного отжига формирование однородной мелкозернистой структуры материала в виде практически одинаковых зерен размером до 10-30 мкм. Такие параметры структуры улучшают формирование кумулятивной струи и увеличивают глубину пробития преграды.
Наиболее близким техническим решением к заявляемому является решение, описанное в патенте GB 2257497 A МКИ F 42 B 1/032, 18.07.1983 "Облицовка кумулятивного заряда". Это техническое решение как наиболее близкое по технической сущности и достигаемому результату выбрано в качестве прототипа.
Описанный в прототипе способ изготовления облицовки осесимметричного кумулятивного заряда включает в себя:
- ротационную вытяжку заготовки в одну или более стадий;
- рекристаллизационный отжиг.
После выполнения операции ротационной вытяжки микроструктура материала облицовки соответствует структуре деформированного материала с зернами, вытянутыми в направлении приложения основного усилия (направлении деформации). Неравномерность деформации кристаллической решетки по толщине детали и наличие выделенного направления приложения основного усилия деформации приводит к возникновению "ротационной компоненты" текстуры зерна, которая не устраняется после рекристаллизационного отжига облицовки, проводимого с целью превращения сильно удлиненных деформированных зерен в равноосные мелкие, а также снижения твердости материала после деформационного наклепа.
В докладе доктора Манфреда Хельда, представленном на 12 международном симпозиуме по баллистике (Dr. Manfred Held. "Spinning Jets from Shaped Charges with Flow Turned Liners" /Proc. Of the 12th International Symp. On Ballistics, Oct. 30-Nov.1, 1990, vol. III, San Antonio, Texas, USA), показано, что наличие "ротационной компоненты" текстуры приводит к возникновению вращения формируемой при срабатывании заряда кумулятивной струи (КС) вокруг оси облицовки со скоростями до 105 об/с. Это служит причиной более раннего разрушения КС на отдельные фрагменты, возникновению явления кувыркания образовавшихся фрагментов и, следовательно, меньшей глубины пробиваемого отверстия. Направление вращения определяется направлением приложения усилия деформации раскатки.
Ликвидация условий формирования "ротационной компоненты" текстуры приводит к отсутствию осевого вращения КС, увеличивает стабильность формирования КС и ее эффективную длину, что повышает пробивное действие кумулятивного заряда.
Признаки прототипа, общие с заявляемым способом:
- ротационная вытяжка заготовки в одну или более стадий;
- рекристаллизационный отжиг.
Указанный прототип имеет недостаток, выражающийся в создании при изготовлении заготовки в материале облицовки "ротационной компоненты" текстуры, приводящий при сробатывании кумулятивного заряда к вращению КС и снижению глубины пробития преграды.
В вышеуказанном докладе М.Хельда показано, что наличие "ротационной компоненты" текстуры приводит к снижению пробивного действия стационарно расположенного кумулятивного заряда, причем величина снижения по сравнению с пробивным действием КЗ, имеющим облицовку с такой же микроструктурой материала, но изготовленной по технологии, не создающей при изготовлении сдвиговых деформаций в направлении вокруг оси облицовки (например, штамповкой), составляет в зависимости от расстояния до преграды от 15% до 30%.
Технический результат, на достижение которого направлено изобретение, заключается в повышении пробивного действия кумулятивного заряда посредством повышения качества изготовления кумулятивной облицовки путем изменения микроструктуры материала облицовки.
В отличие от известного способа, включающего ротационную вытяжку заготовки в одну или более стадий и рекристаллизационный отжиг, в предлагаемом способе каждую стадию осуществляют в два этапа, меняя направление вращения заготовки на противоположное, при этом на обоих этапах обеспечивают одинаковое утонение заготовки, а ее рекристаллизационный отжиг проводят после каждого этапа.
Обычно при изготовлении облицовки кумулятивного заряда операция ротационной вытяжки выполняется в одну стадию. При необходимости, которая может быть вызвана особенностями формы облицовки или ее размерами, операция ротационной вытяжки может выполняться в несколько стадий. В этом случае каждая стадия разбивается на два этапа с противоположным направлением вращения заготовки.
На обоих этапах каждой стадии обеспечивают одинаковое утонение заготовки, что создает условия равной деформации материала на каждом этапе.
Для обеспечения равномерности величины сдвиговых искажений текстуры ("ротационной компоненты") на каждом этапе с противоположным направлением вращения заготовки операцию ротационной вытяжки целесообразно выполнять при одинаковой скорости вращения заготовки и одинаковом усилии деформации. Для придания материалу заготовки необходимых пластических свойств заготовка после каждого этапа раскатки подвергается рекристаллизационному отжигу, восстанавливающему начальную пластичность (твердость) материала и преобразующему крупные, вытянутые в направлении деформации зерна, в мелкие. Параметры рекристаллизационного отжига обычно подбираются экспериментальным путем для каждого материала облицовки.
Таким образом, влияющие на формирование кумулятивной струи сдвиговые искажения текстуры одного направления, полученные на первом этапе раскатки, будет компенсироваться аналогичными по величине искажениями противоположного направления, полученными на втором этапе раскатки. Это приведет к практической ликвидации явления вращения кумулятивной струи и увеличению пробивного действия на 15-30%.
В заявляемом решении операция ротационной вытяжки выполняется в одну или более стадий, в каждой из которых осуществляются два этапа ротационной вытяжки, направление вращения заготовки в которых противоположно. При этом на обоих этапах каждой стадии обеспечивают одинаковое утонение заготовки. По завершении каждого этапа ротационной вытяжки полученную деталь подвергают рекристаллизационному отжигу для восстановления микроструктуры и придания материалу исходной пластичности. Вышеперечисленная совокупность существенных признаков обеспечивает соответствие предлагаемого технического решения критерию новизна.
По результатам исследования всех доступных аналогов, относящихся к указанной области возможного использования, не выявлено технических решений, где бы в данной совокупности использовались указанные отличительные признаки. Следовательно, можно считать, что заявляемое техническое решение является новым и обладает достаточным изобретательским уровнем.
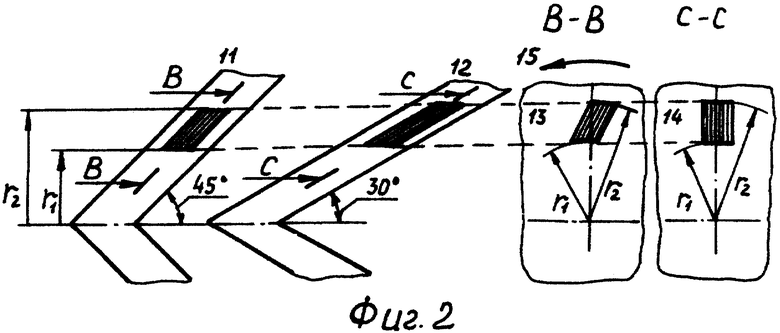
Сущность предлагаемого технического решения поясняется рисунками Фиг.1 и Фиг. 2, где иллюстрируется процесс деформирования зерна материала первоначально плоской заготовки на одной стадии ротационной вытяжки, выполненной в соответствии с предлагаемым способом. Форма зерна условно выбрана в виде куба. Для простоты предполагается, что режим промежуточного отжига выбран таким, что при восстановлении начальной пластичности материала заготовки изменение размеров зерна не происходит. Размеры зерна на рисунке выбраны для наглядности сравнимыми с толщиной заготовки. Фактически размеры зерна во много раз меньше. Величинами r1, r2 обозначено расстояние от оси оправки, совпадающей с осью заготовки, до нижней (по рисунку) и верхней граней зерна соответственно.
На Фиг.1 показана деформация зерна на первом этапе ротационной вытяжки с приложением усилия деформации по часовой стрелке (заготовка вращается в направлении против часовой стрелки, если смотреть со стороны вершины оправки).
На Фиг. 2 показана деформация того же зерна на втором этапе ротационной вытяжки с приложением усилия деформации в противоположном направлении (заготовка вращается по часовой стрелке).
Значение углов конической поверхности оправки на первом (45o) и втором (30o) этапах соответствует примеру конкретного использования способа, описанного ниже, при применении первоначально плоской заготовки.
Позициями 1, 2, 11, 12 обозначена форма зерна в плоскости сечения заготовки, совпадающей с осью оправки.
Позициями 3, 4, 13, 14 обозначен вид в направлении оси оправки на форму кристалла в сечении, проходящем через кристалл по среднему сечению заготовки (А-А, В-В, С-С).
Позициями 5, 15 показано направление приложения усилия деформации (вид со стороны вершины оправки).
Позиции 1, 11, 3, 13 соответствуют форме кристалла перед первым и вторым этапами соответственно.
Позиции 2, 12, 4, 14 соответствуют форме кристалла после первого и второго этапов соответственно.
Из графических иллюстраций предлагаемого способа видно, что при условии равенства деформации на первом и втором этапах ротационной вытяжки конечная форма кристалла (14), характеризующая окончательную неравномерность деформации, приводящей к возникновению "ротационной компоненты" текстуры, практически совпадает с начальной формой (5). Таким образом, задача компенсации "ротационной компоненты" оказывается решенной. Неравномерность деформации, приводящая к вращению КС вокруг оси, устраняется.
Осуществимость предлагаемого способа подтверждается конкретным примером, взятым для случая изготовления облицовки, имеющей внутреннюю поверхность в виде конуса с углом раствора 2α = 60°. Форма заготовки перед операцией ротационной вытяжки - пластина. Толщина пластины h0. Вытяжка производится с применением оправки, также имеющей вид конуса.
Величина деформации материала в процессе вытяжки заготовки от плоской пластины до конуса с углом раствора 2α, равна утонению стенки и составляет: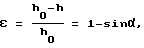
где h - толщина стенки облицовки после вытяжки. Для обеспечения условий равного утонения стенки заготовки (равной деформации) на каждом этапе с противоположным вращением заготовки должно быть выполнено условие ε1= ε2. Откуда следует, что значения углов конуса на оправке, используемой на первом этапе, и оправке, используемой на втором этапе, связаны между собой: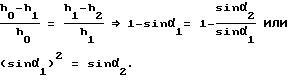
Следовательно, для достижения значения конечного угла 2α2= 60°, оправка для первого этапа вытяжки должна иметь угол раствора конуса 2α1= 90°, а величина утонения (деформации) на каждом этапе составляет ε1= ε2= 1-sin450 = 0,293.
При применении на первом этапе заготовок конической формы, изготовленных, например, методом штамповки, значения углов раствора оправок для операции раскатки выбираются аналогичным образом. Однако численные значения углов раствора конуса у оправок будут зависеть от значения угла конусности начальной заготовки.
Обеспечить одинаковую величину деформации (утонения) заготовки на каждом из 2-х этапов раскатки с противоположным направлением вращения заготовки можно также, используя одну оправку с углом раствора, равным конечному углу конусности изготавливаемой облицовки. В этом случае на первом этапе заготовку раскатывают с деформацией (утонением) в 2 раза меньше требуемого. На втором этапе раскатки реализуется требуемая конечная деформация (утонение) заготовки.
Для обеспечения одинаковых усилий, прилагаемых инструментом для деформации материала на каждом из двух этапов с противоположным направлением вращения, после каждого этапа заготовку подвергают рекристаллизационному отжигу с известными для конкретного материала облицовки параметрами процесса. Это придает заготовке такие же пластические свойства, какие были у нее перед первым этапом, и обеспечивает равенство сдвиговых искажений текстуры материала, получаемых на каждом этапе, что обеспечивает их полную взаимную компенсацию. Параметры завершающего рекристаллизационного отжига могут отличаться от ранее используемых промежуточных отжигов, так как этот отжиг направлен специально на получение микрокристаллической структуры с максимально мелким и однородным зерном.
Изготовленная предлагаемым способом коническая облицовка не будет иметь искажений микроструктуры материала, приводящих к вращению кумулятивной струи, образующейся в результате срабатывания заряда.
Использование предлагаемого способа позволит в зависимости от определенного условиями применения расстояния до преграды повысить на 15-30% пробивное действие кумулятивных зарядов перфораторов, мин или боевых частей снарядов или ракет.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВКИ КУМУЛЯТИВНОГО ЗАРЯДА И ОБЛИЦОВКА, ИЗГОТОВЛЕННАЯ ДАННЫМ СПОСОБОМ | 2011 |
|
RU2457425C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕКСТУРОВАННОЙ КУМУЛЯТИВНОЙ ОБЛИЦОВКИ | 2011 |
|
RU2502038C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВКИ КУМУЛЯТИВНОГО ЗАРЯДА | 2016 |
|
RU2646893C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВКИ КУМУЛЯТИВНОГО ЗАРЯДА | 2009 |
|
RU2425320C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНОЙ ОБЛИЦОВКИ КУМУЛЯТИВНОГО ЗАРЯДА | 2015 |
|
RU2603327C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУМУЛЯТИВНЫХ ОБЛИЦОВОК | 2007 |
|
RU2362111C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВКИ КУМУЛЯТИВНОГО ЗАРЯДА | 2002 |
|
RU2221211C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ОБЛИЦОВКИ КУМУЛЯТИВНОГО ЗАРЯДА | 2015 |
|
RU2588533C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВКИ КУМУЛЯТИВНОГО ЗАРЯДА | 2009 |
|
RU2406057C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
Изобретение относится к боеприпасам кумулятивного действия и может быть использовано для изготовления кумулятивных зарядов. Сущность изобретения: при изготовлении облицовки придание ей необходимой формы осуществляют методом ротационной вытяжки, выполняемой в одну или более стадий, каждую из которых осуществляют в два этапа, отличающихся направлением вращения заготовки, при этом на обоих этапах стадии обеспечивают одинаковое утонение заготовки, а после каждого этапа заготовку подвергают рекристаллизационному отжигу. Изобретение позволяет повысить качество изготовления кумулятивных зарядов за счет изменения микроструктуры материала облицовки. 2 ил.
Способ изготовления осесимметричной облицовки кумулятивного заряда, включающий ротационную вытяжку заготовки в одну или более стадий, рекристаллизационный отжиг, отличающийся тем, что каждую стадию ротационной вытяжки осуществляют в два этапа, меняя направление вращения заготовки на противоположное, при этом на обоих этапах обеспечивают одинаковое утонение заготовки, а ее рекристаллизационный отжиг проводят после каждого этапа.
| РЕДУКТОР СКОРОСТИ | 2000 |
|
RU2257497C2 |
| Вращающаяся печь | 1977 |
|
SU694754A1 |
| DE 4404189 С1, 11.05.1995 | |||
| US 5279228 А, 18.01.1994 | |||
| НАСТОЙКА СЛАДКАЯ "ЛЮБАВА БРУСНИЧНАЯ" | 2005 |
|
RU2298029C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ КОНИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2007242C1 |
| КУМУЛЯТИВНЫЙ ЗАРЯД С БИМЕТАЛЛИЧЕСКОЙ ОБЛИЦОВКОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2151362C1 |

