Изобретение относится к технологии монтажа гидромашинного оборудования и может быть использовано при монтаже закладных частей в гидротурбинных блоках (ГТБ) ГЭС, ГАЭС и насосных станций с вертикальными гидромашинами, имеющими сварную металлическую спиральную камеру.
Известны требования к поверхностям закладных частей и мест их соединений с другими элементами закладных частей гидромашин ГТБ. Места стыков, перед затяжкой стыков болтами, должны быть подогнаны друг к другу. Известно, что кольцевые детали закладных частей устанавливаются как отдельными сегментами, так и целыми деталями. При применении монтажа укрупненными узлами, заблаговременно собранными на отдельной сборочной площадке, проверка проектного положения отдельных закладных частей, входящих в состав таких укрупненных узлов гидромашин гидротурбинного блока, осуществляется относительно фундаментного кольца или статора, при этом высотное и горизонтальное положение самого статора проверяют нивелиром и передвигаемыми штанген-рейсмусами [1].
В процессе сборки пакета закладных частей, вне зависимости от способа сборки: монтируются ли закладные части гидромашины на месте их окончательной установки или они монтируются укрупненными узлами, образуются остаточные сварочные деформации обработанных на заводе-изготовителе фланцев статора и фундаментного кольца, которые являются следствием местных напряжений при сварке воротниковыми швами спиральной камеры со статором гидромашины гидротурбинного блока, а также при сварке серповидных ребер жесткости спиральной камеры и ребрами жесткости статора гидромашины гидротурбинного блока.
Величина остаточных сварочных деформаций (амплитуда "сварочной волны") зависит от соотношения жесткости на изгиб (моментов сопротивления) по периметру воротниковых швов статора между статором и обечайками спиральной камеры гидромашины (а также от целого ряда трудно учитываемых технологических и конструктивных факторов: качества разделки кромок воротниковых швов, толщины оболочки спиральной камеры, толщины ребер жесткости спиральной камеры, количества одновременно работающих сварщиков, скорости сварки по верху и низу спирали и т.д.).
Проблема остаточных деформаций фланцев статора и фундаментного кольца гидромашины особенно актуальна для крупных высоконапорных радиально-осевых гидротурбин, имеющих сравнительно невысокий статор по отношению к мощной оребренной спиральной камеры со значительной толщиной оболочки из легированных сталей.
Так как "сварочная волна" напрямую влияет на качество и трудоемкость монтажа направляющего аппарата гидромашины гидротурбинного блока, то амплитуда "сварочной волны" влияет на образование щелевой кавитации при закрытом направляющем аппарате гидромашины гидротурбинного блока.
Известен способ корректировки остаточных сварочных деформаций фланцев статора гидромашины, возникающих при сварке статора гидромашины со спиральной камерой, а также при сварке замыкающего кольцевого сварочного шва сопрягающего пояса между верхним торцом облицовки отсасывающей (всасывающей) трубы и фундаментным кольцом гидротурбины, заключающийся в зачистке (шлифовке) мест сопряжения, удалении механическим способом "гребней" "сварочной волны" до допустимых размеров сопрягаемых деталей или узлов, которые определяются с помощью нивелира, установленного в центре гидроагрегата и штангенрейсмусов.
Основным недостатком известного способа является необходимость обработки поверхностей фланцев статора и фундаментного кольца, ранее уже обработанных на заводе-изготовителе, для устранения появляющихся деформаций, которые могут нарушить базисный размер по высоте лопаток направляющего аппарата ГТБ и привести к необходимости установки на сопрягаемые поверхности металлических прокладок, а также восстановить с помощью шлифовки геометрические размеры канавки для укладки уплотняющего резинового шнура по периметру верхнего фланца статора гидротурбины. Эти операции не способствуют сохранению качества монтажа и существенно увеличивают трудоемкость и технологический срок монтажа закладных частей гидромашин.
Задачей настоящего изобретения является снижение трудоемкости исправления (корректировки) остаточных деформаций фланцев статора и фундаментного кольца и пoвышение качества монтажа направляющего аппарата гидротурбины.
Технический результат достигается тем, что предварительно производят промеры по окружностям верхнего и нижнего торцов статора гидромашины на наличие отклонений дефектов формы за счет сварочных деформаций и отклонений от расчетных размеров, устанавливают величины этих отклонений, временно закрепляют, но не приваривают, нижние анкеровки корпуса статора гидромашины к корпусу статора, производят выверку проектного положения корпуса статора подбивкой клиньев под фундаментными блоками, а затем частично заливают бетоном стальную облицовку с армокаркасом конуса отсасывающей (всасывающей) трубы до уровня, при котором подвешенные к статору фундаментные блоки будут забетонированы не менее чем на одну треть часть своей высоты, а нижние анкеровки статора не менее чем на половину своей длины, выдерживают бетон до набора не менее 80% его жесткости и прочности, после чего вес укрупнительного узла переносят на фундаментные блоки, выверяют проектное положение статора гидромашины, подбивая регулировочные парные клинья под статором против горбов на плоскости нижнего фланца статора, имеющих максимальное абсолютное значение по высоте, пытаются установить их на один уровень (в горизонт) с заданной точностью и производят замер абсолютных величин горбов на плоскости верхнего фланца статора, одновременно производя замеры зазоров между всеми верхними парными регулировочными клиньями и плоскостью нижнего фланца статора и, сопоставляя точки впадин на плоскости нижнего торца с точками горбов на плоскости верхнего торца, определяют расчетным путем векторы силового воздействия и точки их приложения на корпусе статора гидромашины, только в зонах горбов на плоскости верхнего фланца статора вертикальными швами крепят сваркой часть стержней нижней анкеровки статора гидромашины к корпусу статора по направлению векторов силового воздействия, а затем каждый арматурный приваренный стержень нижней анкеровки разрезают и в месте каждого разреза устанавливают огнеупорную ванночку для вертикальной ванной электросварки, после чего одновременно сваривают все разрезы, при этом сварка в каждой из ванночек производится строго дозированно, с разной продолжительностью нагрева металла в каждой ванночке и его расплавленного количества и при остывании металла в ванночках контролируют форму плоскости верхнего фланца статора и сводят зазоры между регулировочными средствами фундаментных блоков и плоскостью нижнего фланца статора к допустимому минимуму, фиксируя достигнутый результат сваркой всех ранее не сваренных нижних анкеровок статора с корпусом статора, приваривают все свободные арматурные выпуски из фундамента к корпусу статора, к спиральной камере и к ее ребрам жесткости, затягивают гайки фундаментных болтов на проектное усилие устанавливают и приваривают сопрягающий пояс к торцам конуса отсасывающей (всасывающей) трубы и фундаментного кольца, после чего бетонируют узел закладных частей гидромашины известным способом.
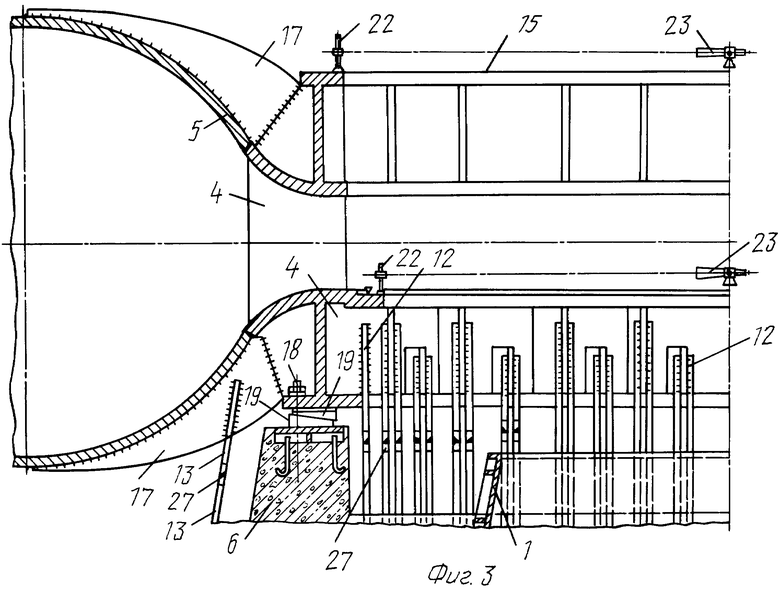
На фиг.1 показана поставленная на опорную плиту стальная облицовка конуса отсасывающей (всасывающей) трубы с установленным на нем статором со спиральной камерой, шахтой гидромашины, с подвешенными к статору стальными фундаментными опорами и прикрепленной анкеровкой. На фиг.2 показана обетонированная стальная облицовка и забетонированные фундаментные опоры и нижняя анкеровка статора гидромашины, при этом сам статор гидромашины со спиральной камерой опирается на некоторые из фундаментных опор, а между остальными верхними регулировочными клиньями и плоскостью нижнего фланца статора показан образовавшийся зазор "б". На плоскостях торцов статора установлены средства контроля формы торцов. На фиг.3 показано размещение прикрепленных к статору гидромашины анкеровок, а также анкеровок, прикрепленных к ребрам жесткости спиральной камеры. На плоскостях торцов статора установлены средства контроля формы торцов, арматурные выпуски из фундамента соединены с нижними анкеровками статора гидромашины.
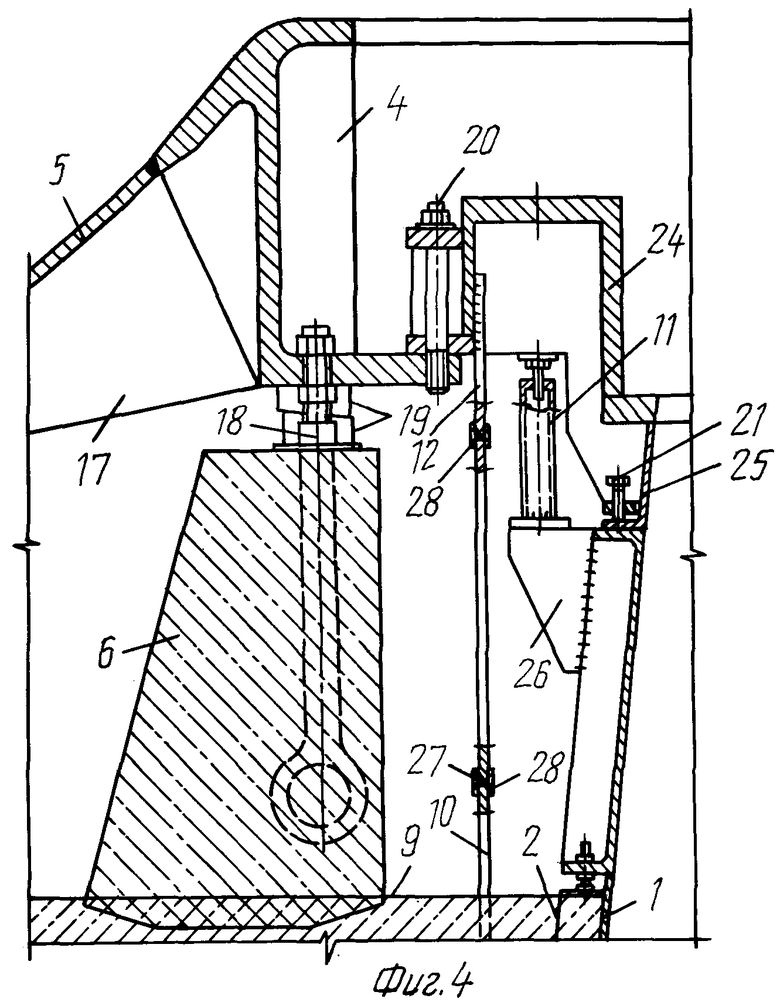
На фиг.4 изображено место сопряжения укрупненного узла закладных частей гидромашины, который устанавливается через распорные домкраты на временную монтажную базу, при этом в укрупненный узел входит фундаментное кольцо, статор со спиральной камерой и подведенными к статору фундаментными тумбами и анкеровкой статора.
Изображенные на фиг. 1-4 устройства реализуют заявляемой способ и содержат стальную облицовку конуса отсасывающей (всасывающей) трубы 1 с армокаркасом 2 облицовки конуса 1, камеры рабочего колеса 3, статора гидромашины 4, спиральной камеры гидромашины 5, фундаментные опоры 6 под статор гидромашины, облицовку шахты 7 гидромашины, армокаркас 8 облицовки шахты гидромашины, фундамент 9, выпуски анкеровки из фундемента 10, распорные домкраты 11, нижние анкеровки статора гидромашины 12, нижние анкеровки спиральной камеры 13, монтажные растяжки 14 внутри спиральной камеры 5, плоскость верхнего фланца статора 15, плоскость нижнего фланца статора 16, ребра жесткости спиральной камеры 17, фундаментные болты крепления статора гидромашины 18, регулировочные парные клинья под статором 19, крепежные болты 20, регулировочные винты 21, штангенрейсмусы 22, нивелиры 23, фундаментное кольцо 24, сопрягающий пояс 25, консоли 26, узлы стыковки арматурной анкеровки 27, огнеупорные корпуса ванночек 28.
Заявленный способ основан на том, что для высоконапорных радиально-осевых гидротурбин геометрия расположения по периметру колонн статора 4 такова, что эти колонны по периметру перекрывают друг друга и статор гидромашины в пределах зоны упругости приближенно работает как сплошное кольцо, а совпадение по фазе дефектов от "сварочной волны" плоскостей верхнего 15 и нижнего 16 фланцев статора 4 достаточно точно, хотя некоторые "фазовые" искажения и вносит приварка воротниковыми швами спиральной камеры 5 или опертого на нижний фланец статора фундаментного кольца 24 гидромашины.
Это позволяет исправлять остаточные сварочные деформации по всему корпусу статора 4 гидромашины силовым воздействием, приложенным только к одному из фланцев с помощью мощной арматурной анкеровки, прикрепленной в зоне плоскости нижнего фланца 16 статора 4, при этом синхронно будет корректироваться деформация плоскости верхнего фланца 15 статора 4.
Собранный укрупненный узел закладных частей со статором, спиральной камерой и направляющим аппаратом гидромашины устанавливают на стальную облицовку конуса отсасывающей (всасывающей) трубы 1 при этом статор 4 гидромашины оперт через регулировочные винты 21, размещенные в консолях 26 непосредственно (фиг. 2) на конус отсасывающей (всасывающей) трубы 1 или через закрепленное на болтах 20 фундаментное кольцо 24 и распорные домкраты 11, при этом к статору 4 гидромашины подвешены фундаментные опоры 6, а на самом статоре 4 временно закреплены (но не сварены) нижние арматурные анкеровки 12. Одновременно крепят, но не сваривают нижние анкеровки 13 спиральной камеры 5, закрепляемые на ребрах жесткости 17 спиральной камеры 5.
Производят проверку дефектов формы за счет сварочных деформаций статора 4 с помощью штангенрейсмусов 22 и нивелира 23, при этом штангенрейсмусы установливают на плоскость верхнего фланца 15 статора 4, а нивелир 23 развязан от всей устанавливаемой конструкции и производят регулировку пректного положения статора 4 с помощью распорных домкратов 11 и регулировочных винтов 21. Фундаментные болты 18 крепления статора 4 гидромашины к фундаментным опорам не затягивают, после чего производят частичную заливку бетоном стальной облицовки 1 с армокаркасом 2 конуса отсасывающей (всасывающей) трубы до уровня, когда подвешенные к статору 4 фундаментные опоры 6 будут забетонированы не менее чем на одну третью часть своей высоты, а нижние анкеровки 12 статора 4 гидромашины будут забетонированы не менее чем на половину своей длины, выдерживают бетон до набора не менее 80% его жесткости и прочности, после чего вес укрупненного узла в составе статора 4, спиральной камеры 5, облицовки шахты 7 с армокаркасом 8 и нижней анкеровки статора 12 гидромашины переносится на фундаментные опоры 6 через стальные регулировочные парные клинья 19.
Затем производят выверку проектного положения статора 4 подбивкой регулировочных клиньев, располагаемых на фундаментных опорах 6, снимая показания положения отдельных секторов плоскостей фланцев 15 и 16 статора 4 гидромашины (количество секторов 24-48). Подбивая регулировочные парные клинья 19 под статором 4, против горбов на плоскости нижнего фланца 16 статора 4 (впадины на плоскости верхнего фланца 15 статора 4), имеющих максимальное абсолютное значение по высоте, пытаются установить его на один уровень (в горизонт) с заданной точностью и производят замер абсолютных величин горбов на плоскости верхнего фланца 15 статора 4 (впадин на плоскости нижнего фланца 16 статора 4) с определенной точностью. Так как величины этих горбов имеют различное абсолютное значение, то между некоторыми верхними регулировочными клиньями 19 и плоскостью нижнего фланца 16 статора 4 может образоваться зазор "б", который в каждом конкретном случае определяют плоским щупом (фиг.2).
Сопоставляя точки впадин на плоскости нижнего торца 16 статора 4 с точками горбов на плоскостях верхнего торца 15 статора 4 гидромашины, определяют расчетным путем вектора силового воздействия и точки их приложения на корпусе статора 4 гидромашины, после чего в зонах горбов на плоскости верхнего фланца 15 статора 4 вертикальными швами крепят сваркой часть арматурных стержней нижней анкеровки 12 статора гидромашины к самому корпусу статора 4 по направлению векторов силового воздействия, при этом длина швов и количество стержней должны соответствовать расчетной нагрузке, необходимой для исправления деформации формы прилегающих плоскостей корпуса статора 4 гидромашины, после чего каждый приваренный арматурный стержень разрезается в удобном для сварки месте 27 и на месте разреза оформляют на встречных концах разрезанного арматурного стержня фаски и огнеупорные ванночки 28 для вертикальной ванной электросварки.
Само локальное исправление деформаций плоскостей фланцев статора производится силовым воздействием на деформируемое тело, образующимся за счет усадки расплавленного в месте сварки 27 металла внутри ванночки 28, при этом расплав металла в ванночках 28 производится строго дозированно для каждого из арматурных стержней нижней анкеровки 12 статора 4 гидромашины и с разной продолжительностью нагрева металла в ванне и его расплавленного количества, при этом постоянно контролируют форму плоскостей фланцев 15 и 16 статора 4 по нивелиру 23 и штангенрейсмусам 22 и зазоры "б" между верхними парными клиньями 19 и нижней поверхностью плоскости фланца 16 статора 4 плоским щупом.
После осадки всех гребней "сварочной волны" фиксируют достигнутый результат путем подбивки парных клиньев 19 до зазора "б"=0, на проектное усилие затягиваются гайки фундаментных болтов 18, приваривают все оставшиеся арматурные выпуски 10 из фундамента 9 к корпусу статора, а также нижнюю анкеровку 13 спиральной камеры 5 приваривают к ребрам жесткости 17 спиральной камеры 5 гидромашины, на нижний фланец статора 4 устанавливается и крепится болтами 20 фундаментное кольцо 24 (фиг.4), устанавливается и приваривается сопрягающий пояс 25 к торцам отсасывающей (всасывающей) трубы 1 и фундаментного кольца 24, после чего весь нижний узел закладных частей гидромашины бетонируется через специальные технологические отверстия в нижних фланцах статора 4 и фундаментного кольца 24 (на чертежах не показаны) известным способом.
Использованная литература
1. К. С. Полушкин. Монтаж гидроагрегатов. Изд. "Энергия", Ленинградское отделение, 1971 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА ЗАКЛАДНЫХ ЧАСТЕЙ И ИХ АНКЕРОВКИ ВЕРТИКАЛЬНЫХ ГИДРОМАШИН | 2000 |
|
RU2180944C2 |
| Способ монтажа и анкировки статора и спиральной камеры гидротурбины | 1974 |
|
SU487978A1 |
| Способ монтажа гидроагрегата | 1989 |
|
SU1783137A1 |
| Способ монтажа закладных частей вертикальной гидротурбины | 1988 |
|
SU1569418A1 |
| Способ восстановления работоспособности гидротурбины после длительного периода её эксплуатации | 2017 |
|
RU2689236C2 |
| ГИДРОТУРБИНА | 2005 |
|
RU2306452C2 |
| Рабочее колесо поворотнолопастной гидромашины | 1975 |
|
SU544761A1 |
| УНИВЕРСАЛЬНАЯ ДОМОСТРОИТЕЛЬНАЯ СИСТЕМА | 2014 |
|
RU2585330C2 |
| МНОГОЭТАЖНОЕ ЗДАНИЕ | 2008 |
|
RU2351723C1 |
| СТЫКОВОЕ СОЕДИНЕНИЕ ЭЛЕМЕНТОВ СБОРНОГО МНОГОПРОЛЕТНОГО ЗДАНИЯ | 1996 |
|
RU2129195C1 |

Способ предназначен для обеспечения монтажа гидротурбинного оборудования мощных гидротурбин, насосных агрегатов и обратимых гидромашин с вертикальным расположением рабочего вала, имеющих сварную металлическую спиральную камеру. Способ корректировки формы прилегающих плоскостей корпуса статора гидромашины при устранении "сварочной волны" на укрупнительном узле со спиральной камерой и их монтаже на фундаментах заключается в силовом воздействии на горбы и впадины по торцам корпуса статора гидромашины, при котором корпус статора гидромашины нижним торцом располагают на фундаментах. При этом предварительно производят промеры по окружностям верхнего и нижнего торцов статора гидромашины на наличие дефектов формы за счет сварочных деформаций и отклонений от расчетных размеров. Измеряют величины этих отклонений, временно устанавливают без приваривания нижние анкеровки корпуса статора гидромашины к статору, производят выверку проектного положения корпуса статора подбивкой клиньев под фундаментными блоками, а затем частично заливают бетоном стальную облицовку с армокаркасом конуса отсасывающей (всасывающей) трубы до уровня, при котором подвешенные к статору фундаментные блоки будут забетонированы не менее чем на одну треть своей высоты, а нижние анкеровки статора - не менее чем на половину своей длины. Выдерживают бетон до набора не менее 80% его жесткости и прочности. После чего укрупнительный узел переносят на фундаментные блоки, выверяют проектное положение статора гидромашины, подбивая регулировочные парные клинья под статором против горбов на плоскости нижнего фланца статора, имеющих максимальное абсолютное значение по высоте, до установки их на один уровень (в горизонт) с заданной точностью и производят замер абсолютных величин горбов на плоскости верхнего фланца статора. Одновременно производя замеры зазоров между всеми верхними парными регулировочными клиньями и плоскостью нижнего фланца статора, сопоставляя точки впадин на плоскости нижнего торца с точками горбов на плоскости верхнего торца. Определяют расчетным путем векторы силового воздействия и точки их приложения на корпусе статора гидромашины только в зонах горбов, на плоскости верхнего фланца статора вертикальными швами крепят сваркой часть стержней нижней анкеровки статора гидромашины к корпусу статора по направлению векторов силового воздействия. Затем каждый арматурный приваренный стержень нижней анкеровки разрезают и в месте разреза устанавливают огнеупорную ванночку для вертикальной ванной электросварки, после чего одновременно сваривают все разрезы, при этом сварка в каждой из ванночек производится дозированно с разной продолжительностью нагрева металла в каждой ванночке и его расплавленного количества и при остывании металла в ванночках контролируют форму плоскости верхнего фланца статора и сводят зазоры между регулировочными средствами фундаментных блоков и плоскостью нижнего фланца статора к допустимому минимуму с фиксацией сваркой всех ранее не сваренных нижних анкеровок статора с корпусом статора, приваривают все свободные арматурные выпуски из фундамента к корпусу статора, к спиральной камере и к ее ребрам жесткости. Затягивают гайки фундаментных болтов на проектное усилие, устанавливают и приваривают сопрягающий пояс к торцам конуса отсасывающей (всасывающей) трубы и фундаментного кольца, после чего бетонируют узел закладных частей гидромашины. Способ позволяет упростить и сократить время проведения работ. 4 ил.
Способ корректировки формы прилегающих плоскостей корпуса статора гидромашины при устранении "сварочной волны" на укрупнительном узле со спиральной камерой и их монтаже на фундаментах, заключающийся в силовом воздействии на горбы и впадины по торцам корпуса статора гидромашины, при котором корпус статора гидромашины нижним торцом располагают на фундаментах, отличающийся тем, что производят промеры по окружностям верхнего и нижнего торцов статора гидромашины на наличие дефектов формы за счет сварочных деформаций и отклонений от расчетных размеров, измеряют величины этих отклонений, временно устанавливают без приваривания нижние анкеровки корпуса статора гидромашины к статору, производят выверку проектного положения корпуса статора подбивкой клиньев под фундаментными блоками, а затем частично заливают бетоном стальную облицовку с армокаркасом конуса отсасывающей (всасывающей) трубы до уровня, при котором подвешенные к статору фундаментные блоки будут забетонированы не менее чем на одну треть своей высоты, а нижние анкеровки статора - не менее чем на половину своей длины, выдерживают бетон до набора не менее 80% его жесткости и прочности, после чего укрупнительный узел переносят на фундаментные блоки, выверяют проектное положение статора гидромашины, подбивая регулировочные парные клинья под статором против горбов на плоскости нижнего фланца статора, имеющих максимальное абсолютное значение по высоте, до установки их на один уровень (в горизонт) с заданной точностью и производят замер абсолютных величин горбов на плоскости верхнего фланца статора, одновременно производя замеры зазоров между всеми верхними парными регулировочными клиньями и плоскостью нижнего фланца статора и сопоставляя точки впадин на плоскости нижнего торца с точками горбов на плоскости верхнего торца, определяют расчетным путем векторы силового воздействия и точки их приложения на корпусе статора гидромашины только в зонах горбов, на плоскости верхнего фланца статора вертикальными швами крепят сваркой часть стержней нижней анкеровки статора гидромашины к корпусу статора по направлению векторов силового воздействия, а затем каждый арматурный приваренный стержень нижней анкеровки разрезают и в месте разреза устанавливают огнеупорную ванночку для вертикальной ванной электросварки, после чего одновременно сваривают все разрезы, при этом сварка в каждой из ванночек производится с разной продолжительностью нагрева металла в каждой ванночке и его расплавленного количества, и при остывании металла в ванночках контролируют форму плоскости верхнего фланца статора и сводят зазоры между регулировочными средствами фундаментных блоков и плоскостью нижнего фланца статора к допустимому минимуму с фиксацией сваркой всех ранее не сваренных нижних анкеровок статора с корпусом статора, приваривают все свободные арматурные выпуски из фундамента к корпусу статора, к спиральной камере и к ее ребрам жесткости, затягивают гайки фундаментных болтов на проектное усилие, устанавливают и приваривают сопрягающий пояс к торцам конуса отсасывающей (всасывающей) трубы и фундаментного кольца, после чего бетонируют узел закладных частей гидромашины.
| ПОЛУШКИН К.С | |||
| Монтаж гидроагрегатов | |||
| - Энергия, Ленинградское отделение, 1971, с.118-151, 246-262 | |||
| Способ монтажа статора гидротурбины | 1975 |
|
SU595451A1 |
| Способ монтажа закладных частей вертикальной гидротурбины | 1988 |
|
SU1569418A1 |
| SU 1163027 А, 23.06.1985 | |||
| Способ монтажа статора гидромашины | 1981 |
|
SU1434136A1 |
| Способ монтажа гидроагрегата | 1989 |
|
SU1783137A1 |
| GB 1478727 А, 06.07.1977. | |||
