Изобретение относится к типу неразборных соединений, которые могут использоваться для торцевого соединения и соединения по длине металлических, железобетонных, пластмассовых, деревянных и других конструкций.
Конструирование изделий сводится прежде всего к выбору соединений отдельных деталей и сборочных единиц друг с другом.
Известно шиповое соединение, включающее сопрягаемые заготовки с попарно расположенными пазами и вставные шипы, в котором один из пазов каждой пары выполнен наклонно [1].
Известен способ неразъемного соединения круглых деревянных деталей по длине путем склеивания в шип, который заключается в вытачивании на торце одной из деталей шипа в виде усеченного конуса, а на сопрягаемом с ним торце другой детали выбирают гнездо по размерам шипа, причем длину шипа принимают равной 1,3-1,5 диаметра детали, угол при вершине 20-28o, длину гнезда принимают 1,6-2,0 диаметра детали, угол при вершине конуса - 40-60o, а усеченного конуса 20-28o, затем шип и гнездо смазывают поливинилацетатной эмульсией, укладывают в направляющие и сжимают с усилием 0,5-1,0 кг/см2 [2].
Наиболее близким к достигаемому техническому результату является неразъемное соединение деталей, содержащее охватывающую деталь с отверстием и охватываемую деталь из более твердого материала, выполненную в виде втулки с цилиндрическими шейками разного диаметра, разделенными между собой кольцевыми канавками, причем отверстие в охватывающей детали выполнено глухим и ступенчато-сужающимися, а кольцевые канавки в охватываемой детали выполнены трапецеидальными в сечении [3].
Однако известные технические решения не отвечают основным требованиям, предъявляемым к собранным узлам: простоте соединения; надежности; прочности - узел должен выдерживать установленные нагрузки без разрушения соединений и без изменения формы и размеров; плотности всех соединений без щелей, зазоров; опрятности, а в необходимых случаях красивому внешнему виду.
Устранить указанные недостатки позволяет заявляемое техническое решение. Для этого в неразъемном соединении деталей, включающем сопрягаемые детали с попарно расположенными глухими отверстиями и вставные элементы, предусмотрены фиксаторы для расклинивания вставных элементов, вставные элементы выполнены цилиндрическими, со стороны дна каждого глухого отверстия выполнены проточки, меньший диаметр которых соответствует диаметру цилиндрического вставного элемента и лежит на расстоянии 0,8-1,2 длины фиксатора от дна отверстий, а больший диаметр проточки соответствует сумме диаметра основания фиксатора и диаметра вставного элемента с учетом сдавливания материала вставного элемента, при этом попарно расположенные отверстия выполнены на равном расстоянии друг от друга и имеют глубину, равную 1-5 длины фиксатора, минимальная толщина сопрягаемых деталей равна трем диаметрам вставного элемента, основания фиксаторов контактируют с доньями глухих отверстий, при этом фиксаторы выполнены из более твердого материала, чем вставные элементы.
В предлагаемом неразъемном соединении деталей фиксатор может быть выполнен в виде конуса.
Кроме того, в неразъемном соединении цилиндрические вставные элементы могут быть выполнены полыми с 2-10 равномерно расположенными продольными насечками длиной 0,1-0,9 высоты фиксатора.
В неразъемном соединении вставные элементы могут быть также выполнены полыми, фиксаторы выполнены в виде полых усеченных конусов с цилиндрическими венчиками со стороны его меньшего диаметра, равного внутреннему диаметру полого вставного элемента.
В известном способе заявляемого неразъемного соединения деталей, заключающегося в установке вставных элементов в их попарно расположенных отверстиях и сжимании сопрягаемых деталей, перед сжиманием соединяемых деталей изготавливают фиксаторы, устанавливают фиксаторы с торцев вставных элементов, ориентируют их в попарно расположенные отверстия сопрягаемых деталей, при этом в них выполняют проточки со стороны доньев отверстий, сжимают соединяемые детали путем приложения осевого усилия к их поверхностям таким образом, чтобы при контактировании оснований фиксаторов с доньями отверстий тела фиксаторов, входя в тела вставных элементов, расклинили последние, заполнив проточки.
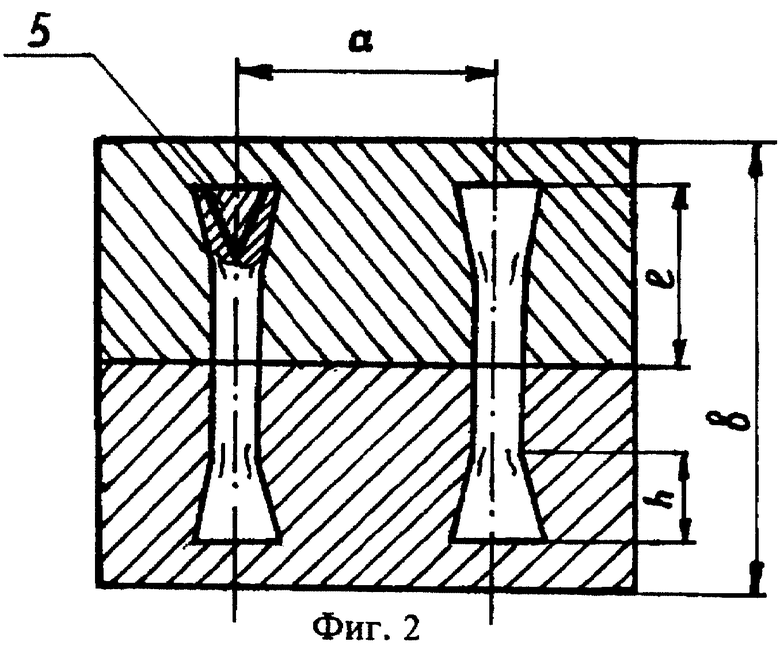
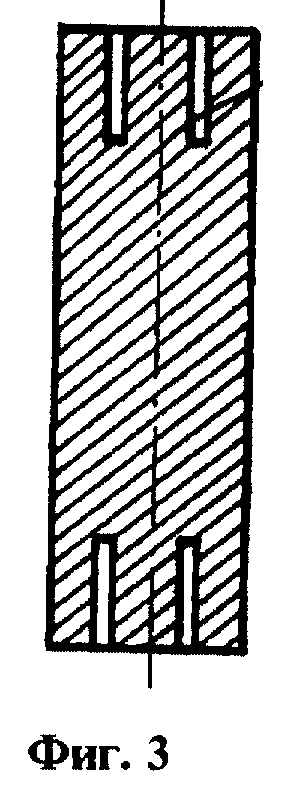
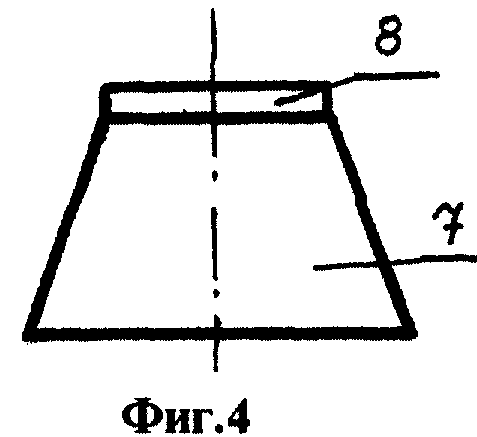
Неразъемное соединение деталей и способ его осуществления поясняется чертежами, где на фиг.1 изображено заявляемое неразъемное соединение перед сборкой (в аксонометрии); на фиг.2 - неразъемное соединение после сборки (с конусообразным фиксатором); на фиг.3 - вставной элемент с насечками (в разрезе); на фиг.4 - фиксатор в виде усеченного конуса с цилиндрическим венчиком; на фиг.5 - второй вариант выполнения сборки сопрягаемых деталей.
Неразъемное соединение включает сопрягаемые детали 1 и 2 с попарно расположенными глухими отверстиями 3 на равном расстоянии "а" друг от друга, вставные элементы 4 цилиндрической формы и фиксаторы 5 из более твердого материала, чем вставные элементы, в виде конуса (фиг.2), которые выполняют в соединении роль замка, причем основания фиксаторов контактируют с доньями глухих отверстий.
Попарно расположенные отверстия в сопрягаемых деталях со стороны их дна имеют проточки 6 под фиксаторы в виде усеченного конуса, меньший диаметр которых соответствует диаметру цилиндрического вставного элемента и лежит на расстоянии "h", равном 0,8-1,2 длины фиксатора, от дна отверстия, а больший диаметр проточки соответствует сумме диаметра основания фиксатора и диаметра вставного элемента с учетом коэффициента сдавливания материала вставного элемента в процессе сборки.
Глубина "l" отверстия выбирается равной 1-5 высоты фиксатора.
Минимальная толщина "b" соединяемых деталей 1 и 2 должна быть не менее трех диаметров вставного элемента.
Фиксаторы 5 могут быть, например, в виде конуса (фиг.1 и 5) или в виде полого усеченного конуса 7 с цилиндрическим венчиком 8 со стороны его меньшего диаметра, равного внутреннему диаметру вставного элемента. Венчик необходим для закрепления фиксатора в полом вставном элементе перед сборкой.
Цилиндрические вставные элементы, например металлические или пластмассовые, могут быть полыми. В полом вставном элементе на его торцах предусмотрены 2-10 равномерно расположенных продольных насечек 9 длиной 0,1-0,9 высоты фиксатора.
Процесс соединения деталей осуществляют следующим образом.
Предварительно изготавливают фиксаторы 5. Затем устанавливают их с торцев вставных элементов (фиг.5), ориентируя вставные элементы с фиксаторами в попарно расположенные отверстия соединяемых деталей 1 и 2, при этом в них выполнены проточки со стороны доньев отверстий. После чего сжимают соединяемые детали путем приложения осевого усилия к их поверхностям таким образом, чтобы при контактировании оснований фиксаторов с доньями отверстий тела фиксаторов, входя в тела вставных элементов, расклинивали последние, заполнив проточки. При этом вставной элемент, оказывая на боковую поверхность фиксатора давление, вызывает трение, удерживающее фиксатор в теле или полости вставного элемента, обеспечивая тем самым прочность соединения.
К числу основных достоинств данного соединения следует отнести его высокую прочность, надежность и применимость для соединения деталей из материалов, которые невозможно соединить друг с другом при помощи склеивания или сваривания, а также простоту изготовления фиксаторов и процесса сборки сопрягаемых деталей, при этом соединения выглядят эстетично.
Источники информации
1. Авторское свидетельство СССР 1634497 "Шиповое соединение", МКИ В 27 F 1/00, опубл. 15.03.91, БИ 10.
2. Авторское свидетельство СССР 386766 "Способ соединения круглых деревянных деталей", МКИ В 27 М 3/18, опубл. 21.06.73, БИ 27.
3. Авторское свидетельство СССР 356383 "Неразъемное соединение деталей", МКИ F 16 В 11/00, опубл. 23.10.72, БИ 32.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2002 |
|
RU2219017C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2368460C2 |
| Устройство соединения грузонесущих элементов | 2016 |
|
RU2635912C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2369464C2 |
| Поршневой узел машины литья под давлением | 2019 |
|
RU2706903C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2243267C1 |
| Сцинтилляционный детектор, способ его сборки и устройство для сборки сцинтилляционного детектора | 1991 |
|
SU1805410A1 |
| УСТРОЙСТВО ДЛЯ ДЕМОНСТРАЦИИ КАРТИН, ПЛАНШЕТОВ, ПЛАКАТОВ, РЕКЛАМНЫХ ПРОСПЕКТОВ И ЧЕРТЕЖЕЙ | 1999 |
|
RU2153832C1 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ | 1995 |
|
RU2104863C1 |
| УСТАНОВОЧНОЕ УСТРОЙСТВО ДЛЯ ДАТЧИКА ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ПОВЕРХНОСТИ | 2014 |
|
RU2561797C1 |

Изобретение относится к неразборным соединениям, которые могут использоваться для торцевого соединения и соединения по длине. Неразъемное соединение деталей включает сопрягаемые детали с попарно расположенными глухими отверстиями и вставные элементы. В нем предусмотрены фиксаторы для расклинивания вставных элементов. Вставные элементы выполнены цилиндрическими, со стороны дна каждого глухого отверстия выполнены проточки, меньший диаметр которых соответствует диаметру цилиндрического вставного элемента и лежит на расстоянии 0,8-1,2 длины фиксатора от дна отверстий, а больший диаметр проточки соответствует сумме диаметра основания фиксатора и диаметра вставного элемента с учетом сдавливания материала вставного элемента. При этом попарно расположенные отверстия выполнены на равном расстоянии друг от друга и имеют глубину, равную 1-5 длины фиксатора, минимальная толщина сопрягаемых деталей равна трем диаметрам вставного элемента, основания фиксаторов контактируют с доньями глухих отверстий, при этом фиксаторы выполнены из более твердого материала, чем вставные элементы. Согласно способу перед сжиманием соединяемых деталей изготавливают фиксаторы, устанавливают их с торцев вставных элементов, ориентируют в попарно расположенные отверстия соединяемых деталей, при этом в них выполняют проточки со стороны доньев отверстий, сжимают соединяемые детали путем приложения осевого усилия к их поверхностям таким образом, чтобы при контактировании оснований фиксаторов с доньями отверстий тела фиксаторов, входя в тела вставных элементов, расклинили последние, заполнив проточки. В результате такое соединение имеет высокую прочность и надежность. 2 с. и 3 з.п.ф-лы, 5 ил.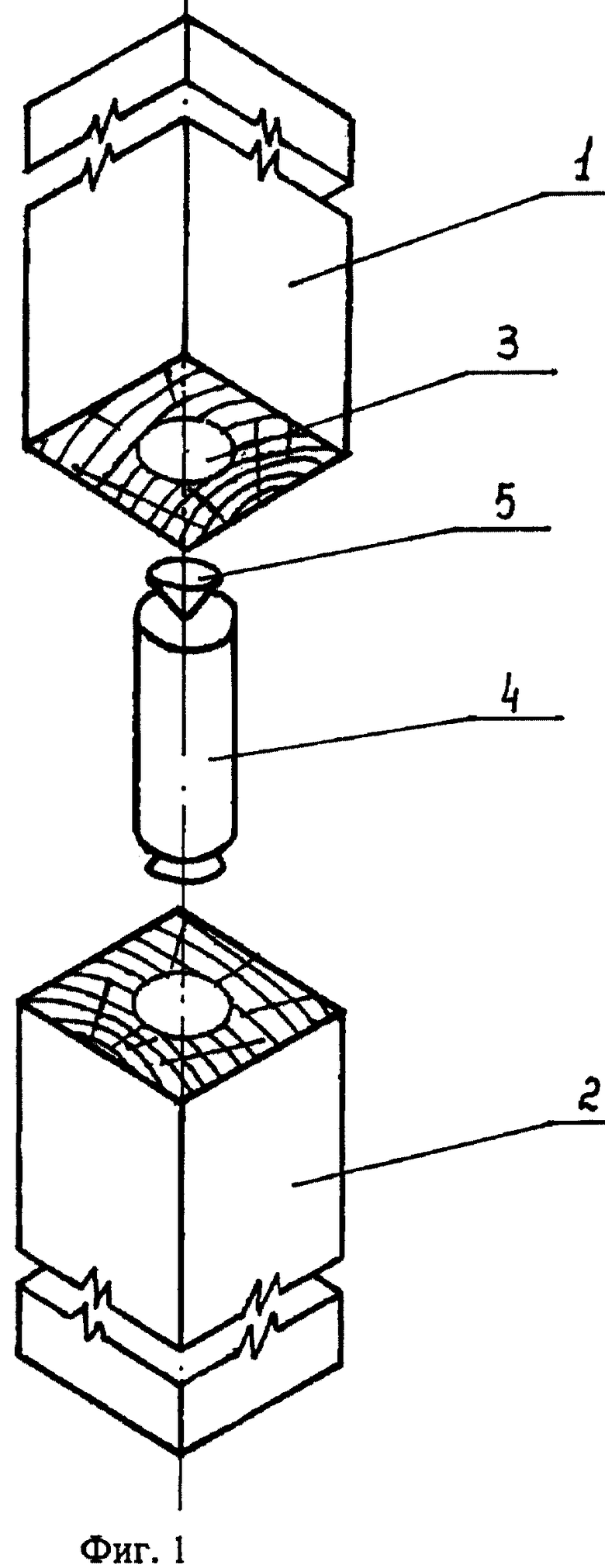
| RU 93020118 A, 27.01.1997 | |||
| СПОСОБ УХОДА ЗА КОНЧИКАМИ ВОЛОС | 2017 |
|
RU2641588C1 |
| Способ получения неразъемного соединения | 1978 |
|
SU765529A1 |
| Способ получения соединения деталей | 1989 |
|
SU1716207A1 |
