Изобретение относится к соединению материалов, в частности склеивания деревянных, пластмассовых и других элементов.
Известен способ соединения деталей, при котором в местах соединения образуют полость и размещают в ней промежуточный элемент, увеличивающийся в процессе образования соединения свой объём. Для того чтобы произошло расширение промежуточ ного элемента, его выполняют из гидрообразующего материала (иттрий, титан, цирконий), гидрообразование которых осуществляется при 300-600° С, причем нагре- вание рекомендуется проводить в атмосфере водорода под избыточным давлением.
Недостатком этого способа соединения является сложная технология его осуществления и невозможность применения для
склеивания деревянных и других элементов.
Цель изобретения - упрощение технологии получения соединения материалов и повышение их надежности.
Согласно предлагаемому способу соединения за счет склеивания, например, де- ревянных элементов при помощи охватывающей детали (паза) и охватываемой (шипа) покрытых слоем клея, вводятся новые операции, упрощающие технологию известного соединения и повышающие его надежность, Для этого в охватываемой детали (шипе) предварительно выполняют глухое отверстие по середине площади поперечного сечения. Затем отверстие эа- полняют.увеличивающимея в объеме проме- жуточным веществом, служащим своеобразным промежуточным элементом,
с™А
О
М о
XJ
&
например раствором невзрывчатого расширяющегося средства НРС-1. .Порошок НСР-1 затворяют на подогретой воде, в количестве 28-30% от массы порошка.5
Тщательно размешанную смесь НРС-1 с водой заливают в отверстия, проделанные в охватываемой детали соединяемых элементов, после этого шипы и пазы обмазывают клеем и шипы вставляют в пазы 10 соединяемых элементов. Соединенные таким образом элементы зажимают в струбцинах..
По мере высыхания клея в отверстиях, сделанных в охватываемых деталях склей- 15 ваемых элементов и заполненных смесью НРС-1, происходит химическая реакция гидратации, в результате которой смесь НСР-1 увеличивается в объеме и стенки охватываемых деталей деформируются и 20 вдавливаются в пазы охватывающих деталей, таким образом заклиниваются шипы в пазах соединяемых элементов.
Реакция гидратации НРС-1 происходит раньше, чем заканчивается полимеризация 25 клея, кроме того специально установленная струбцина удерживает шипы в пазах соединяемых элементов в течение всего времени склеивания.
Предлагаемый способ отличается от из- 30 вестного новым промежуточным элементом, полученным из НРС-1, который упрощает технологию соединения и повышает надежность.
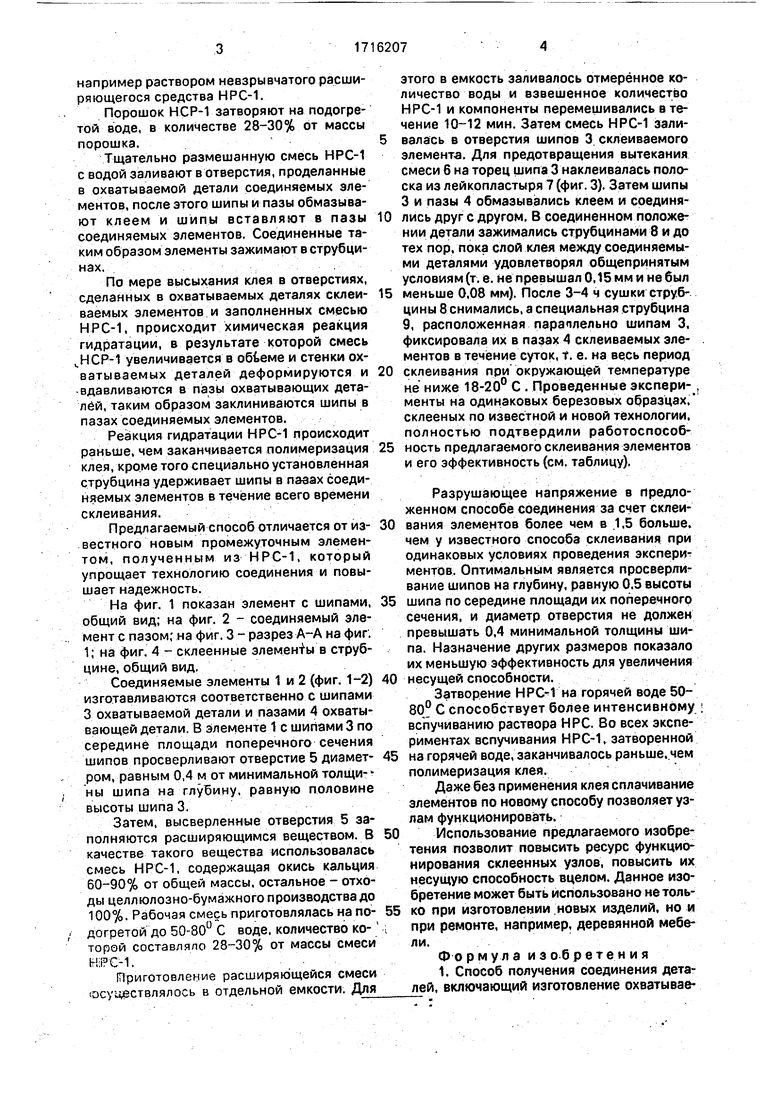
На фиг. 1 показан элемент с шипами, 35 общий вид; на фиг. 2 - соединяемый эле- . мент с пазом; на фиг. 3-разрез А-А на фиг. 1; на фиг. 4 - склеенные элементы в струбцине, общий вид.
Соединяемые элементы 1 и 2 (фиг. 1-2) 40 изготавливаются соответственно с шипами 3 охватываемой детали и пазами 4 охватывающей детали. В элементе 1 с шипами 3 по середине площади поперечного сечения шипов просверливают отверстие 5 диамет- 45 ром, равным 0,4 м от минимальной толщи- ны шипа на глубину, равную половине высоты шипа 3.
Затем, высверленные отверстия 5 заполняются расширяющимся веществом. В 50 качестве такого вещества использовалась смесь НРС-1, содержащая окись кальция 60-90% от общей массы, остальное - отходы целлюлозно-бумажного производства до 100%, Рабочая смесь приготовлялась на по- 55 догретой до 50-80° С воде, количество ко- ч торой составляло 28-30% от массы смеси
ИРС-1.
(Приготовление расширяющейся смеси (осуществлялось в отдельной емкости. Для
этого в емкость заливалось отмеренное количество воды и взвешенное количество НРС-1 и компоненты перемешивались в течение 10-12 мин. Затем смесь НРС-1 заливалась в отверстия шипов 3 склеиваемого элемента. Для предотвращения вытекания смеси б на торец шипа 3 наклеивалась полоска из лейкопластыря 7 (фиг. 3). Затем шипы 3 и пазы 4 обмазывались клеем и соединялись друг с другом, В соединенном положении детали зажимались струбцинами 8 и до тех пор, пока слой клея между соединяемыми деталями удовлетворял общепринятым условиям (т, е. не превышал 0,15 мм и не был меньше 0,08 мм). После 3-4 ч сушки струбцины 8 снимались, а специальная струбцина 9, расположенная параплельно шипам 3, фиксировала их в пазах 4 склеиваемых эле- ментов в течение суток, т. е. на весь период склеивания при окружающей температуре не ниже 18-20° С . Проведенные экспери- менты на одинаковых березовых образцах, склееных по известной и новой технологии, полностью подтвердили работоспособность предлагаемого склеивания элементов и его эффективность (см. таблицу).
Разрушающее напряжение в предложенном способе соединения за счет склеивания элементов более чем в 1,5 больше, чем у известного способа склеивания при одинаковых условиях проведения экспериментов. Оптимальным является просверливание шипов на глубину, равную 0.5 высоты шипа по середине площади их поперечного сечения, и диаметр отверстия не должен превышать 0,4 минимальной толщины шипа. Назначение других размеров показало их меньшую эффективность для увеличения несущей способности.
Затвор.ение на горячей воде 50- 80° С способствует более интенсивному вспучиванию раствора НРС. Во всех экспериментах вспучивания НРС-1, затворенной на горячей воде, заканчивалось раньше, чем полимеризация клея.
Даже без применения клея сплачивание элементов по новому способу позволяет узлам функционировать.
Использование предлагаемого изобретения позволит повысить ресурс функционирования склеенных узлов, повысить их несущую способность вцелом. Данное изобретение может быть использовано не только при изготовлении новых изделий, но и при ремонте, например, деревянной мебели.
Формулаизобретения
1. Способ получения соединения деталей, включающий изготовление охватывав
мой и охватывающей деталей с осевыми отверстиями, установку охватываемой детали в отверстие охватывающей и размещение в них промежуточного элемента из материала, увеличивающегося в объеме после обработки, отличающийся тем, что, с целью упрощения технологии получения соединения, отверстие охватываемой детали выполняют глухим, в качестве промежуточного
элемента используют невзрывчатое средство (НРС-1), а обрабатывают средство перед его размещением в отверстии охватываемой детали.
2. Способ по п. 1, о т л и ч а ю щ и и с я тем, что перед установкой охватываемой детали в охватывающую на наружную поверхность охватываемой наносят клей.
10

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения элементов | 1991 |
|
SU1805178A1 |
| ЭЛЕМЕНТ ПОВОРОТА КРУГЛОГО ПОРУЧНЯ ИЗ ДЕРЕВА И ДЕРЕВЯННЫЙ ПОРУЧЕНЬ, СОДЕРЖАЩИЙ ТАКОЙ ЭЛЕМЕНТ ПОВОРОТА | 2016 |
|
RU2614174C1 |
| ДЕРЕВЯННАЯ КЛЕЕНАЯ ФЕРМА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2196865C2 |
| СПОСОБ ТОРЦЕВОГО СРАЩИВАНИЯ ЗАГОТОВОК ИЗ ДРЕВЕСИНЫ | 2005 |
|
RU2300457C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ДЕТАЛЕЙ И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2181447C2 |
| СБОРНО-РАЗБОРНЫЙ БЫСТРОВОЗВОДИМЫЙ ДОМ ИЗ ДЕРЕВЯННЫХ БЛОКОВ И СПОСОБ ЕГО ВОЗВЕДЕНИЯ | 2024 |
|
RU2840588C1 |
| Армированная деревоклееная балка | 2024 |
|
RU2839202C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОГАНОГО ШПОНА ИЗ КОРОТКОМЕРНЫХ ОТХОДОВ ВАНЧЕСОВ | 2016 |
|
RU2624285C1 |
| КРИВОЛИНЕЙНЫЙ КОМПОЗИТНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2297332C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ СТОЛЯРНО-СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2186920C2 |

Изобретение относится к машиностроению. Цель изобретения - упрощение технологии получения соединения деталей. В изобретении, для соединения двух деталей в 2 первой из них выполняют отверстия под вторую деталь, а во второй выполняют глухое отверстие под промежуточный элемент, выполняемый из материала, увеличивающегося в объеме после специальной обработки. В качестве промежуточного элемента используют невзрывчатое средство (НРС-1), располагая его в глухом отверстии второй детали после специальной обработки. Затем устанавливают деталь с промежуточным элементом в охватываемую деталь. Можно перед установкой охватываемой детали в охватывающую нанести на поверхность охватываемой клей. Использование изобретения позволяет повысить несущую способность соединения. 1 з. п. ф-лы, 4 ил.. 1 табл.
фиг. Z
л-л
JT
v
ФигЗ
ФигЛ
| Способ соединения деталей | 1976 |
|
SU588080A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
