Изобретение относится к металлургии и может быть использовано при внепечной обработке стали в ковшах путем продувки газами.
Наиболее близким по технической сущности является фурма для донной продувки металла газами в ковше, включающая в себя металлическую гильзу с дном, заполненную огнеупорной массой, в которой выполнены продольные щелевые каналы. При этом в донной части фурмы имеется индикатор износа, заформованный огнеупорной массой (1).
Недостатком фурмы является то, что индикатор износа выполнен в виде цилиндра. При износе фурмы до появления индикатора, под воздействием давления газа со стороны дна, индикатор выдавливается из огнеупорной массы, что приводит к созданию аварийной ситуации и может сопровождаться уходом металла из ковша.
Наиболее близким по технической сущности и достигаемому результату является способ изготовления продувочной фурмы, включающий изготовление конусной гильзы с дном и газоподводящей трубкой, установку в ней каналообразующих полосок для образования продольных сквозных щелевых каналов, послойную укладку и виброуплотнение огнеупорной бетонной массы с последующей термообработкой. Для фиксации нижних концов каналообразующих полосок в донную часть по центру гильзы устанавливают и закрепляют расходуемый шаблон, изготовленный из многослойной фанеры или другого легковыгораемого материала. При этом расходуемый шаблон к дну гильзы крепят лентой из тканых хлопчатобумажных материалов, которую пропускают через отверстие в центре расходуемого шаблона. Верхний конец ленты завязывают в узел, по размеру больший, чем отверстие в шаблоне. Ее нижний конец пропускают и закрепляют на трубке винтами. А фиксацию верхних концов каналообразующих полосок производят с помощью фиксатора, надетого на верхнюю часть конусной гильзы (2).
Недостатком способа является то, что при виброуплотнении происходит проникание цементной составляющей бетонной смеси под расходуемый шаблон и газоподводящую трубку. В этом случае после затвердевания цемента резко увеличивается гидравлическое сопротивление канала трубки, что приводит к увеличению энергоемкости и повышению затрат на продувку газом. Это является следствием нежесткого крепления расходуемого шаблона к дну конусной гильзы.
Задачей, на решение которой направлено изобретение, является повышение надежности работы фурмы и снижение затрат энергии при эксплуатации фурмы.
Предлагаемая фурма включает в себя металлическую гильзу с дном, заполненную огнеупорной массой, в которой выполнены продольные сквозные щелевые каналы, а в нижней части установлен индикатор износа, заформованный огнеупорной массой.
Отличительной особенностью фурмы является то, что индикатор износа выполнен в виде усеченного конуса, по наружной поверхности которого имеются кольцеобразные проточки, заполненные огнеупорной массой.
Такие отличительные особенности позволяют удерживать индикатор в огнеупорной массе в случае износа фурмы до появления индикатора, а следовательно повысить надежность фурмы при ее эксплуатации.
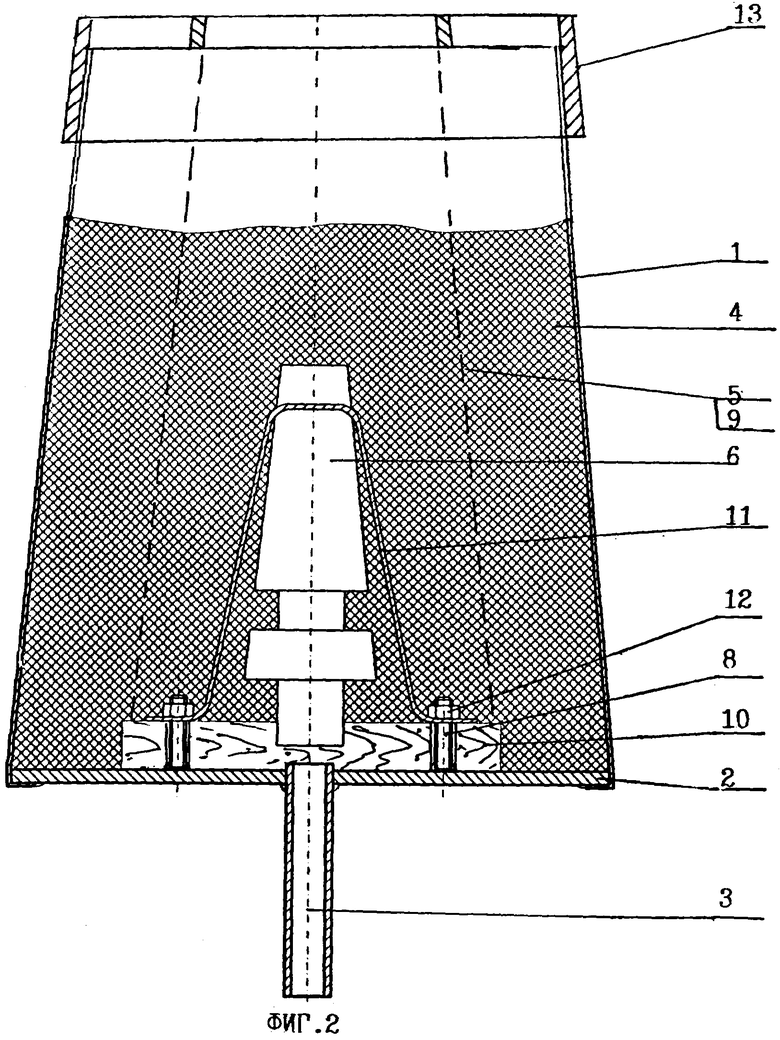
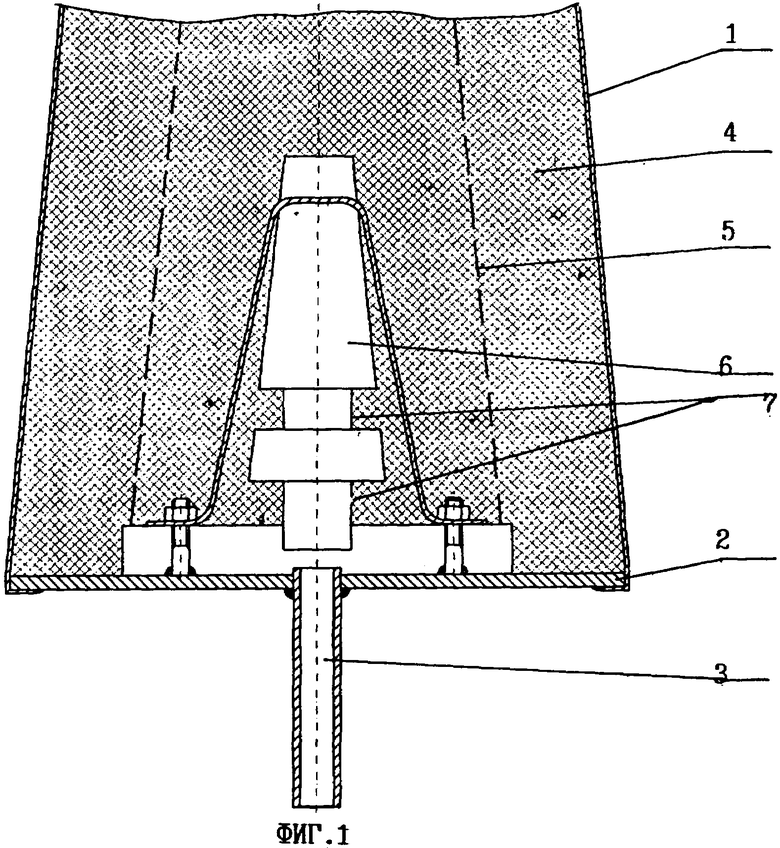
Конструкция предлагаемой фурмы представлена на фиг.1 - продольный разрез, На фиг.2 - крепление расходуемого шаблона, индикатора и фиксатора.
В состав фурмы входит металлическая гильза 1, сваренная с дном 2 и газоподводящей трубкой 3. Гильза заполнена плотной огнеупорной массой 4, в которой выполнены продольные сквозные щелевые каналы 5. В нижней части установлен индикатор износа 6, заформованный огнеупорной массой 4. Индикатор износа 6 выполнен в виде усеченного конуса, по наружной поверхности которого имеются кольцеобразные проточки 7, заполненные огнеупорной массой 4.
Фурма работает следующим образом. При эксплуатации фурмы происходит износ, составляющий 1,0-1,5 мм за плавку. По мере износа огнеупорной массы 4 оголяется верхняя часть индикатора износа 6, материал которого по лучеиспускательной способности отличается от лучеиспускательной способности огнеупорной массы 4. При этом от выдавливания из огнеупорной массы 4 силами давления газа индикатор износа 6 удерживается огнеупорной массой 4, заполняющей кольцеобразные проточки 7 в теле индикатора, а также конусной частью индикатора. При прекращении продувки индикатор износа 6 удерживается от выдавливания под воздействием давления металла огнеупорной массой 4, входящей в его кольцеобразные проточки 7. Таким образом, индикатор износа удерживается от выдавливания как вверх, так и вниз, что обеспечивает надежную работу фурмы.
Конкретный пример выполнения.
Фурма выполняется в виде гильзы усеченного конуса с диаметром верхнего основания 120 мм и нижнего 180 мм. Высота гильзы 332 мм. Гильза выполняется из нержавеющей стали толщиной 0,8 мм. Дно гильзы - из нержавеющей стали толщиной 4 мм. Гильзу заполняли низкоцементным тиксотропным огнеупорным бетоном корундового состава. Перед заполнением бетоном в донную часть гильзы устанавливали и закрепляли индикатор износа, выполненный из графита. Индикатор износа имеет форму усеченного конуса с верхним основанием диаметром 20 мм и нижним 45 мм. Общая высота конусной части индикатора износа 102 мм. На высоте 20 мм от нижнего основания на конусной части индикатора износа выполнена проточка до диаметра 20 мм и высотой 15 мм.
При бетонировании проточки заполняются бетонной массой, которая после затвердевания обладает прочностью при сжатии не менее 30 МПа. Прочность графита при сжатии составляет не менее 20 Мпа.
Результаты испытаний фурмы с таким индикатором показали свою надежность в эксплуатации.
Предлагаемый способ изготовления продувочной фурмы включает в себя изготовление конусных гильз с дном и газоподводящей трубкой, установку в них каналообразующих полосок для образования продольных сквозных щелевых каналов и индикатора износа, послойную укладку и виброуплотнение огнеупорной бетонной массы с последующей термообработкой. Для фиксации нижних каналообразующих полосок и индикатора износа в донную часть по центру гильзы устанавливают и закрепляют расходуемый шаблон, изготовленный, например из многослойной фанеры или другого легковыгораемого материала, фиксацию нижних концов каналообразующих полосок производят пазами, пропиленными в расходуемом шаблоне, а фиксацию верхних концов каналообразующих полосок производят с помощью фиксатора, надетого на верхнюю часть конусной гильзы фурмы.
Отличительной особенностью предлагаемого способа является то, что крепление расходуемого шаблона к дну осуществляют с помощью резьбовых шпилек, приваренных к дну гильзы фурмы, а крепление индикатора износа осуществляют с помощью скобы из тонколистового металла и резьбовых шпилек для крепления шаблона.
Вышеизложенное поясняется фиг.2.
Такое техническое решение обеспечивает плотное прилегание расходуемого шаблона к дну гильзы и его жесткое крепление при виброуплотнении бетонной массы.
Способ осуществляют в следующей последовательности. После изготовления конусных гильз 1 с дном 2 и газоподводящей трубкой 3 перед их сваркой к дну 2 приваривают резьбовые шпильки 8. Далее нарезают каналообразующие полоски 9 из выгорающего материала и вставляют их нижние концы в пазы расходуемого шаблона 10. Затем расходуемый шаблон с полосками вставляют в гильзу 1, таким образом, чтобы шпильки 8 вошли в отверстия под крепление шаблона, и прижимают шаблон к дну 2. После этого в центральное отверстие шаблона 10 вставляют индикатор износа 6 и сверху на него надевают скобу 11 из тонколистового металла. При этом опускают скобу 11 таким образом, чтобы шпильки 8 вошли в отверстия для крепления, после чего на шпильки 8 наворачивают гайки 12 и затягивают их до плотного прижатия к дну. Это также обеспечивает прижатие индикатора износа 6 к расходуемому шаблону 10 и обеспечивает его фиксацию в неподвижном состоянии при вибрации. Верхние же концы каналообразующих полосок фиксируют следующим образом. На верхнюю часть конусной гильзы снаружи надевают фиксатор 13 в виде конусного кольца с гнездами для крепления полосок и производят их натяжение. Конкретный пример выполнения способа. Из нержавеющей стали толщиной 0,8 мм изготавливают конусную, в виде усеченного прямого конуса диаметром верхнего 120 мм и нижнего 180 мм оснований, обечайку. Высота гильзы 338 мм. Перед сваркой гильзы к дну приваривают две шпильки М6×30 симметрично оси дна на расстоянии друг от друга 60 мм. После сварки гильзы в нее устанавливают деревянный расходуемый шаблон с каналообразующими полосками, таким образом, чтобы шпильки вошли в отверстия под крепление шаблона. Далее в центральное отверстие шаблона вставляют индикатор износа, сверху на индикатор износа надевают скобу и опускают ее так, чтобы шпильки вошли в отверстия для ее крепления. На шпильки наворачивают гайки М6 и закручивают их до плотного прижатия к дну. При этом обеспечивается прижатие индикатора износа к расходуемому шаблону. Верхние концы каналообразующих полосок крепят с помощью фиксатора, установленного на верхней части конусной гильзы фурмы. После натяжения каналообразующих полосок и их фиксации производят послойную укладку и виброуплотнение огнеупорной бетонной массы с последующей ее термообработкой.
При виброуплотнении бетонная масса заполняет кольцевые проточки индикатора износа и после ее затвердевания обеспечивается его надежное крепление, а плотное прижатие расходуемого шаблона к дну гильзы исключает проникновение бетонной массы под шаблон и закупоривание газоподводящей трубки.
Источники информации, принятые во внимание
1. Патент Германии 4408397, кл. С 21 С 5/48, опубл. 14.09.95 г.
2. Патент РФ №2186858, кл. C 21 C 7/072, 5/48, пр.13.03.2000 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2369464C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2479635C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2373023C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2368460C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2186858C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2000 |
|
RU2167206C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2023 |
|
RU2819958C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ | 2016 |
|
RU2656913C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ | 2003 |
|
RU2234540C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ, СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУВОЧНОГО МОНОБЛОКА И ОГНЕУПОРНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ МОНОБЛОКА | 2003 |
|
RU2255118C1 |
Изобретение относится к металлургии и может быть использовано при внепечной обработке стали в ковшах путем продувки газами. Технический результат - повышение надежности работы фурмы и снижение затрат энергии при ее эксплуатации. Фурма для донной продувки металла газами в ковше содержит металлическую гильзу с дном, заполненную огнеупорной массой, в которой выполнены продольные щелевые каналы и индикатор износа, расположенный в нижней части, заформованный огнеупорной массой. Индикатор износа выполнен в виде усеченного конуса, по наружной поверхности которого имеются кольцеобразные проточки, заполненные огнеупорной массой. Способ изготовления продувочной фурмы включает изготовление конусной гильзы с дном и газоподводящей трубкой, установку в ней каналообразующих полосок для образования продольных сквозных щелевых каналов и индикатора износа, фиксацию нижних концов каналообразующих полосок с помощью расходуемого шаблона, а верхних концов каналообразующих полосок с помощью фиксатора, надетого на верхнюю часть конусной гильзы фурмы, послойную укладку и виброуплотнение огнеупорной бетонной массы с последующей термообработкой. Крепление расходуемого шаблона к дну осуществляют с помощью резьбовых шпилек, приваренных к дну гильзы, а крепление индикатора износа осуществляют с помощью скобы из тонколистового металла и резьбовых шпилек для крепления шаблона. 2 с.п.ф-лы, 2 ил.
| DE 4408397 A, 14.09.1995 | |||
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2186858C2 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА | 1997 |
|
RU2129165C1 |
| Фурма для донной продувки металла в сталеплавильном агрегате | 1985 |
|
SU1293234A1 |
| US 4687184 A, 18.08.1987 | |||
| US 4971295, 20.11.1990. | |||

