Изобретение относится к способу изготовления корпуса грузоподъемного кузова с вогнутым профилем поперечного сечения, точнее говоря, с вогнутым дном, имеющим непрерывную или сплошную кривизну, из одного металлического листа достаточно большого формата, позволяющего изготовить этот корпус кузова в виде единой детали.
Грузоподъемные кузова с искривленным дном изготавливаются в настоящее время при помощи сгибания металлического листа. Вогнутая форма профиля поперечного сечения такого кузова является результатом определенной последовательности продольных складок, придающей профилю поперечного сечения многоугольный контур.
Такая последовательность продольных складок оказывается не вполне удовлетворительным техническим решением по различным соображениям.
Прежде всего, адаптированный корпус кузова должен иметь внутреннюю конструкцию, находящуюся в контакте с грузом, с возможно более гладкой поверхностью и без ребер для того, чтобы по возможности исключить задержку остатков груза, препятствующую удовлетворительной разгрузке и неблагоприятным образом влияющую на поведение металла кузова во времени. Кроме того, наличие в кузове остатков груза нежелательно по соображениям их возможного смешивания с материалом последующей загрузки.
С другой стороны, следует отметить, что некоторые металлы, такие, например, как алюминий, требуют принятия специальных мер предосторожности при их сгибании.
В то же время, другие интересные в рассматриваемом здесь применении металлы, такие, например, как сталь с высоким пределом упругости (HLE) или сталь с очень высоким пределом упругости (THLE), не могут сохранять придаваемую им окончательную форму без сгибания или формирования складок. Использование этих металлов оказывается особенно затруднительным при обработке листов большого формата для реализации в виде единой детали таких изделий, как корпуса грузоподъемных кузовов транспортных средств. Эти металлы при использовании листов больших форматов оказываются еще более трудно поддающимися формированию, которое в ряде случаев даже может оказаться невозможным иначе, как при помощи сгибания на формах или оправках, предназначенных для вставления одна в другую, как это имеет место для корпусов грузоподъемных кузовов с их лоткообразным приемным держателем соответствующей формы.
Кроме того, по соображениям этих дополняющих друг друга или соответствующих форм необходимо обеспечить совершенную концентричность между изгибаниями корпуса кузова и изгибами лоткового держателя. Для использования такой технологии требуются специальные и очень дорогостоящие машины.
Таким образом, производители оказываются вынужденными использовать листы металла меньших размеров или сохранять технологию сгибания или формирования складок со всеми ее многочисленными недостатками.
Однако упомянутые выше металлы обладают преимуществами, достаточными для того, чтобы предпочесть их обычно используемым в данном случае металлам.
Действительно, алюминий вследствие своей относительно малой плотности позволяет увеличить вес транспортируемой в данном кузове полезной нагрузки. Именно поэтому многие транспортные компании уже имеют в своем распоряжении прицепы, полуприцепы и кузова грузовых автомобилей, изготовленные в большинстве своем из алюминия.
Правда, все эти кузова имеют классическую конструкцию со строго прямоугольным поперечным сечением, что требует использования многочисленных подкрепляющих элементов.
По некоторым другим соображениям сталь с высоким пределом упругости входит в число металлов, которым отдается предпочтение при изготовлении корпусов грузоподъемных кузовов.
В то время как алюминий характеризуется серьезной опасностью растрескивания при сгибании, сталь с высоким пределом упругости очень плохо поддается сгибанию и даже характеризуется такой высокой сопротивляемостью сгибанию, которая делает невозможным ее сгибание с использованием обычно применяемого для этого оборудования и технологий.
Однако сталь с высоким пределом упругости, известная под условным обозначением HLE, или сталь с очень высоким пределом упругости, известная под условным обозначением THLE, обладает двумя главными преимуществами, весьма важными для материала, используемого при изготовлении корпуса кузова:
- хорошая механическая стойкость к ударам и к пробиванию этой стали, что является особенно полезным для кузовов, предназначенных для транспортировки камня навалом, и позволяет ограничить опасность серьезного повреждения кузова при падении практически любых тяжелых материалов и обеспечить тем самым удовлетворительное состояние кузова при любых условиях его эксплуатации на транспортном средстве;
- качества этой стали обеспечивают также ее высокую устойчивость к абразивному износу.
Эта более высокая прочность упомянутой стали обеспечивает возможность выигрыша в весе и уменьшения себестоимости в результате использования более тонкого листа.
Однако упомянутые выше преимущества сталей с высоким пределом упругости влекут за собой значительные трудности из обработки и изготовления из них кузовов.
Упругая сталь при попытке изогнуть ее создает эффект пружины, который противодействует приданию ей не являющейся естественной для нее окончательной формы с достаточно точными параметрами и удержанию этой формы после выгибания стальной заготовки.
Таким образом, в рамках способа промышленного изготовления корпусов грузовых кузовов речь определенно идет о том, чтобы обеспечить возможность получения постоянной формы искривленного профиля с непрерывной кривизной, например строго полуэллиптического профиля, с определенной или заданной точностью формы и воспроизводимым способом.
Предлагаемое изобретение касается промышленного способа изготовления корпуса грузового кузова из единого металлического листа или из нескольких располагающихся рядом и соединенных между собой встык в продольном направлении или в поперечном направлении металлических листов, причем эта листовая металлическая заготовка перемещается и формуется как единая деталь.
Говоря более конкретно, предлагаемое изобретение касается способа формирования корпуса кузова с вогнутым профилем непрерывной кривизны без образования складок из металлического листа большого формата. Способ включает:
- выгибание металлического листа большого формата по форме профиля с поперечным сечением, близким к окончательной форме получаемого корпуса кузова, при помощи средств удержания;
- перекрытие одного конца вогнутой металлической листовой заготовки присоединением к нему пластины перекрытия, контур которой соответствует окончательной форме профиля, придание дополнительной жесткости другому концу присоединением к нему подкрепляющего элемента, имеющего окончательную форму профиля;
- уменьшение давления, оказываемого средствами удержания, и освобождение полученного корпуса кузова с окончательным профилем поперечного сечения, в качестве металлического листа большого формата используют металлическую листовую заготовку из цельного листа или из листа, соединенного из листов меньшего формата;
- придание жесткости продольным кромкам до или после изгиба листовой заготовки.
Кроме того, способ включает следующие операции:
- пластины перекрытия присоединяют к одному из концов выгнутой металлической листовой заготовки после подкрепления другого ее конца подкрепляющим элементом, имеющим окончательный профиль;
- для подкрепления продольных кромок осуществляют присоединение к ним краевых профилей перед выгибанием металлической листовой заготовки;
- для подкрепления продольных кромок осуществляют присоединение к ним краевых профилей после выгибания металлической листовой заготовки;
- для подкрепления продольных кромок присоединение к ним продольных краевых профилей осуществляют после подкрепления другого конца выгнутой металлической листовой заготовки подкрепляющим элементом;
- для выгибания металлической листовой заготовки по форме профиля используют оправку или контрформу с более заостренным профилем в поперечном сечении, чем получаемый профиль;
- используют оправку или контрформу с выпуклой наружной поверхностью, а выгибание металлической заготовки осуществляют ее прижатием к выпуклой наружной поверхности оправки или контрформы;
- используют оправку или контрформу с вогнутой внутренней поверхностью, а выгибание металлической листовой заготовки осуществляют ее введением в контакт с внутренней вогнутой поверхностью оправки или контрформы и удержанием ее в контакте с ней;
- введение металлической листовой заготовки в контакт с внутренней вогнутой поверхностью оправки или контрформы осуществляют ее скольжением вдоль указанной поверхности;
- введение металлической листовой заготовки в контакт с внутренней вогнутой поверхностью оправки или контрформы осуществляют ее вдавливанием путем приложения давления к ее центральной продольной зоне;
- введение металлической листовой заготовки в контакт с внутренней вогнутой поверхностью оправки или контрформы осуществляют приложением давления к двум ее продольным кромкам или краевым профилям, приближая их к продольным кромкам оправки или контрформы;
- осуществляют снятие механических напряжений в металлической листовой заготовке механической обработкой зон наибольшей кривизны;
- обработку осуществляют после присоединения краевых профилей;
- в качестве механической обработки используют дробеструйную или пескоструйную обработку;
- повышение жесткости продольных кромок металлической листовой заготовки осуществляют продольной деформацией;
- повышение жесткости продольных кромок металлической листовой заготовки осуществляют механической или термической, или химической обработкой.
Способ в соответствии с предлагаемым изобретением позволяет изготовить корпус грузового кузова с вогнутым дном непрерывной кривизны, без образования складок, из листовой металлической заготовки большого формата, изготовленной из любого подходящего для создания кузовов металла, но особенно из любых предпочтительных для данного применения металлов, а именно из алюминия и из стали с высоким пределом упругости.
Другие преимущества и характеристики предлагаемого изобретения будут лучше поняты из приведенного ниже описания примеров его практической реализации со ссылками на чертежи, на которых:
фиг. 1-5 представляют собой перспективные схематические виды, иллюстрирующие первый возможный вариант способа в соответствии с предлагаемым изобретением, который состоит в прижатии листов заготовки к выпуклой оправке;
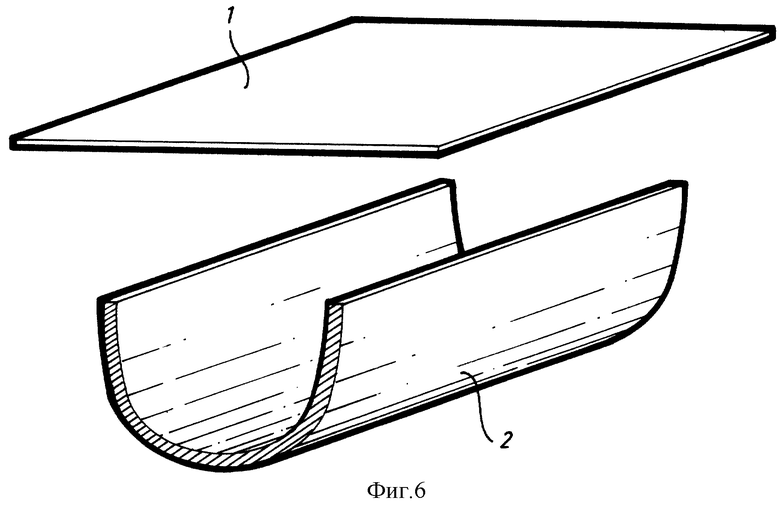
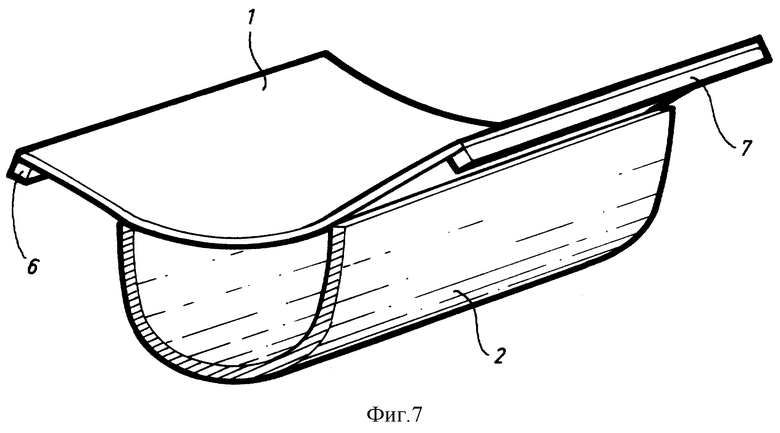
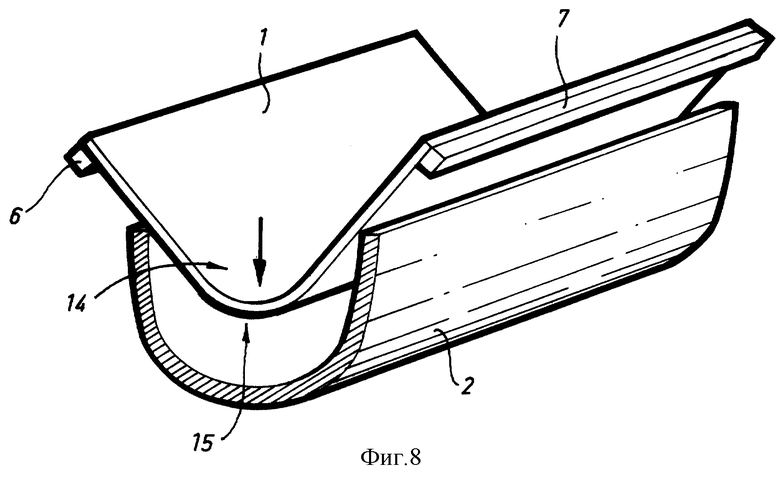
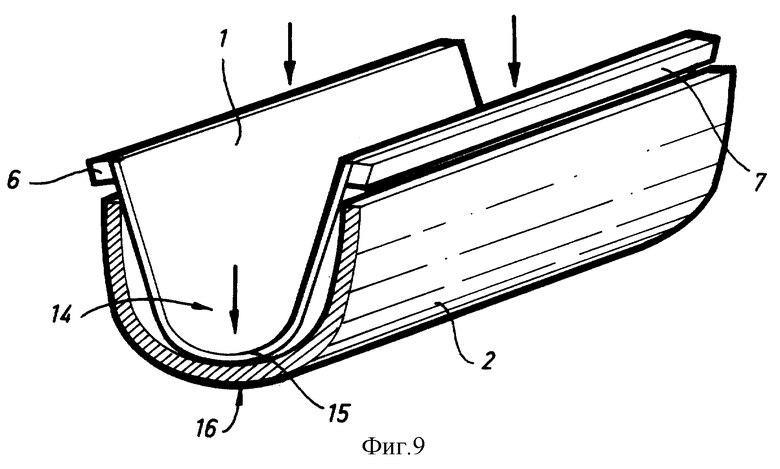
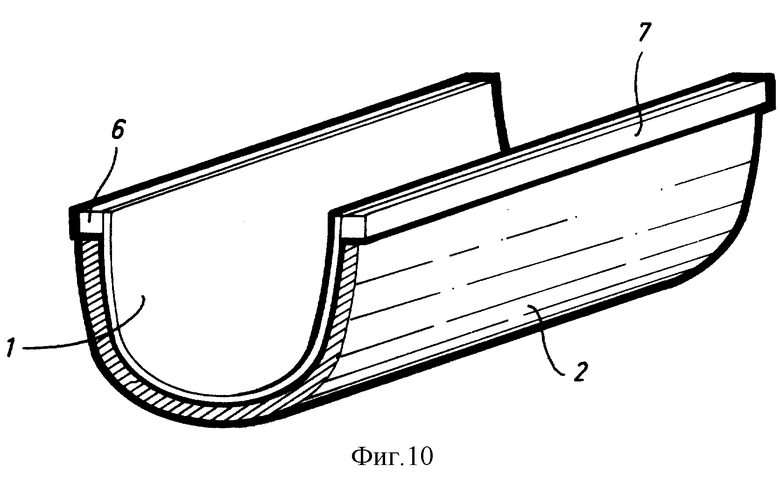
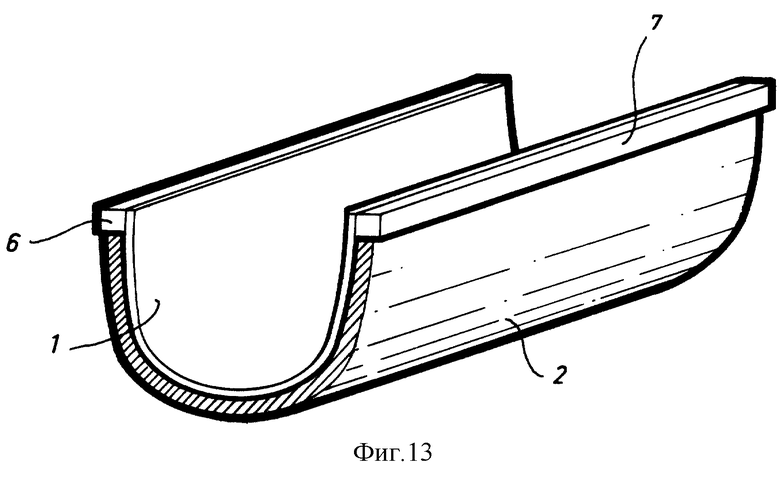
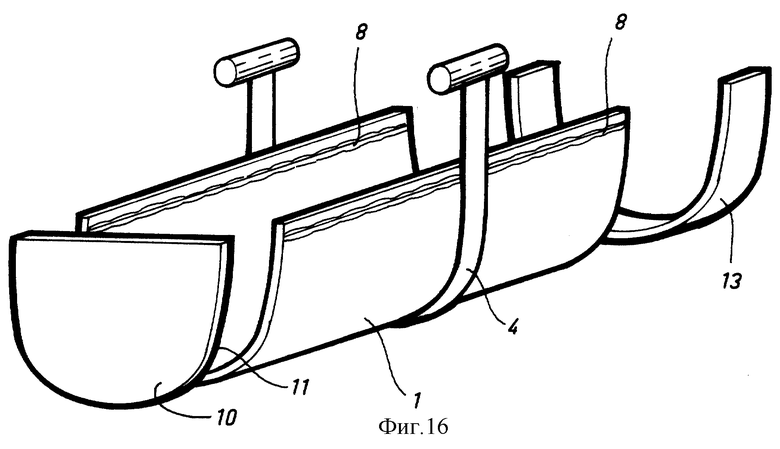
фиг. 6-13 представляют собой перспективные схематические виды, иллюстрирующие второй возможный вариант реализации способа в соответствии с предлагаемым изобретением, который состоит в использовании вогнутой оправки;
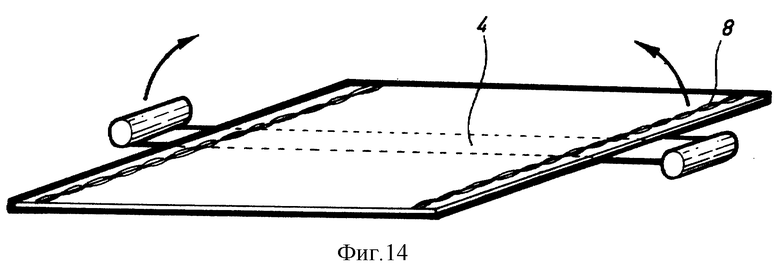
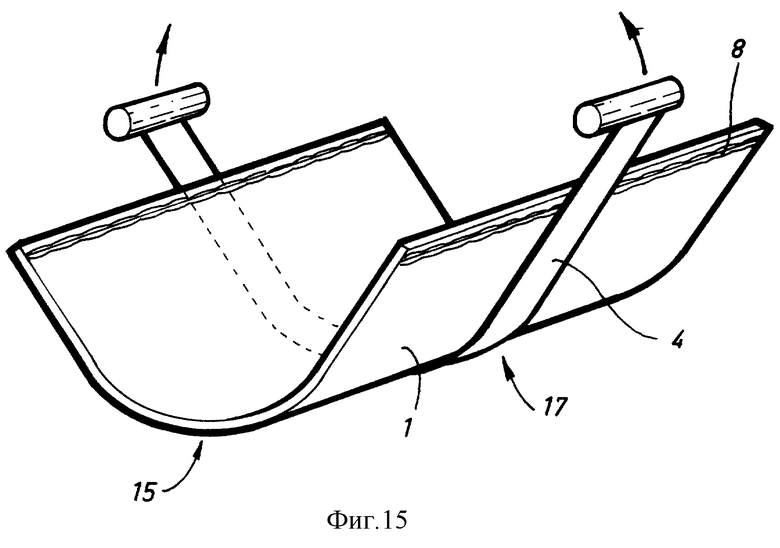
фиг. 14-17 представляют собой перспективные схематические виды, иллюстрирующие третий возможный вариант реализации способа в соответствии с предлагаемым изобретением, который состоит в использовании сжатия или стягивания листовой заготовки;
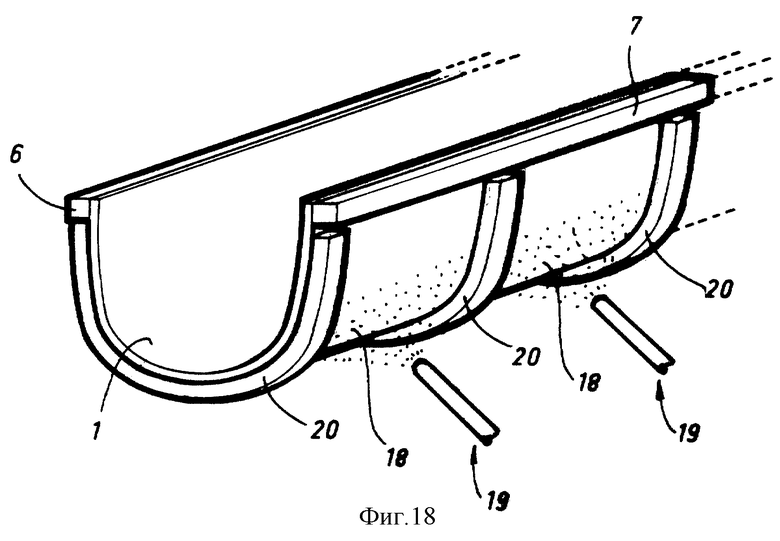
фиг. 18 представляет собой схематический перспективный вид, иллюстрирующий пример механической обработки.
Способ в соответствии с предлагаемым изобретением отличается наличием трех способов искривления или выгибания металлической листовой заготовки: первый способ состоит в прижатии этой заготовки к выпуклой оправке, второй способ состоит во введении этой заготовки в вогнутую оправку и третий способ состоит в сжатии или стягивании данной листовой заготовки.
Способ прижатия к выпуклой оправке
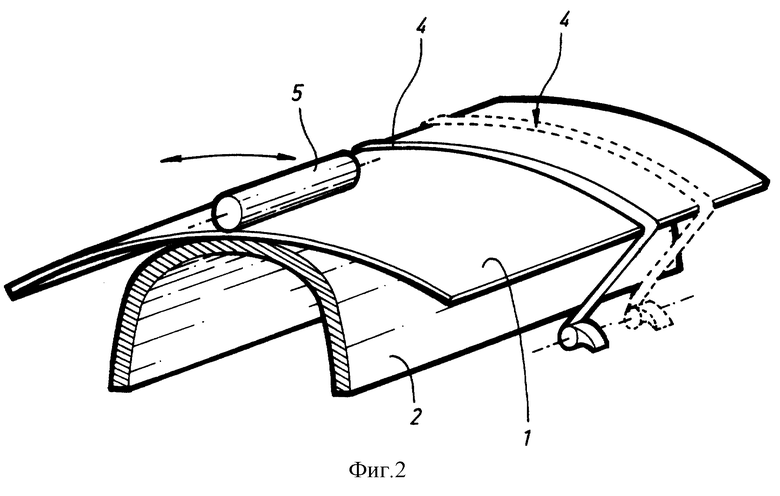
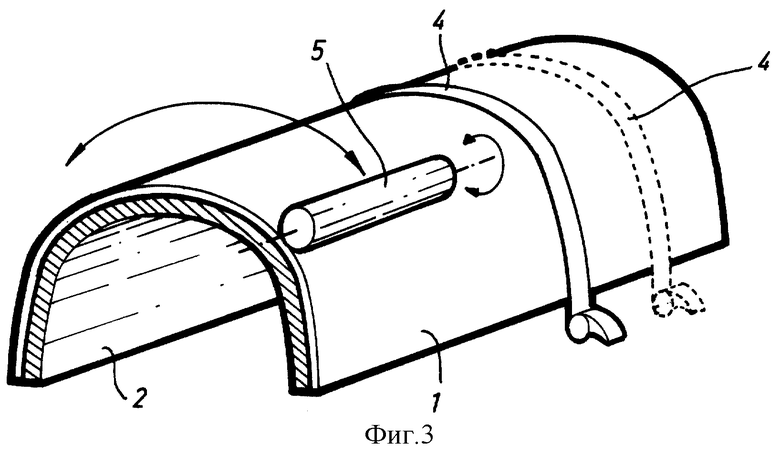
Этот способ состоит в наложении и последующем прижатии всей поверхности металлической листовой заготовки большого формата или листа 1, или большей части поверхности этой заготовки к боковой поверхности формирующей оправки или контрформы 2, которая с точностью до небольших отличий воспроизводит искривленный профиль корпуса 3 кузова, который должен быть получен, в конечном счете (см. фиг. 1-5).
Прижатие упомянутой листовой заготовки к этой профилированной контрформе может осуществляться с использованием любых подходящих в данном случае средств удержания или прижатия, таких, например, как мягкие или гибкие стяжки 4, подвижные ролики прижатия 5, домкраты, цепи и т.п.
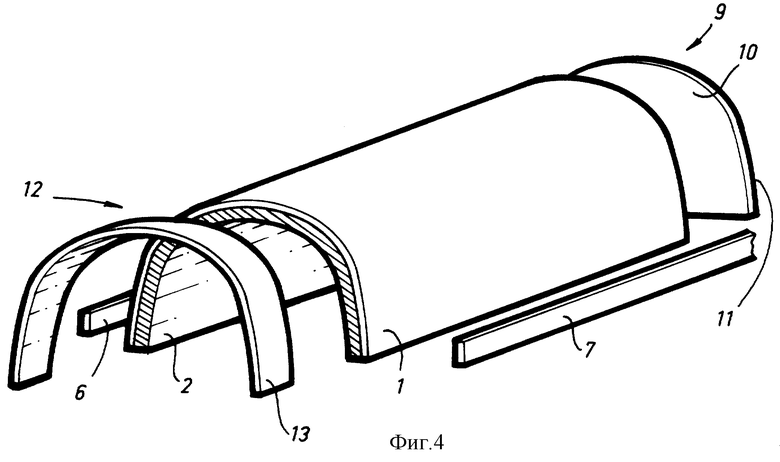
Продольные обрамления или краевые профили 6 и 7 могут быть прикреплены к упомянутой листовой заготовке как до, так и после ее размещения на оправке или контрформе 2.
Если эти продольные обрамления или краевые профили 6 и 7 реализуются перед установкой данной листовой заготовки на оправку или контрформу 2, то они могут служить в качестве элементов крепления для средств удержания.
Повышение продольной жесткости кромок упомянутой листовой заготовки может также быть следствием выполнения на этих кромках ребер жесткости, складок или других пригодных в данном случае деформаций 8 механического характера или следствием механической, термической или химической обработки.
Поскольку данная листовая заготовка удерживается на оправке или контрформе 2 при помощи, например, гибких стяжек 4, осуществляют подкрепление одного конца этой заготовки и перекрытие ее противоположного конца.
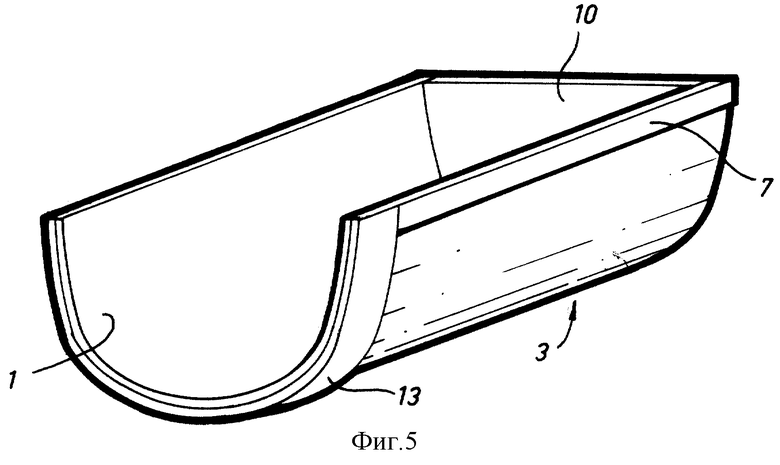
Для того чтобы это сделать, к одному из концов 9 листовой заготовки, обычно к ее переднему концу, приваривают пластину перекрытия 10, контур 11 которой точно соответствует профилю корпуса 3 кузова, который необходимо получить в данном случае. Зафиксированный таким образом конец листовой заготовки придает ей достаточную жесткость на определенной длине.
Затем производят повышение жесткости другого конца 12 заготовки кузова, который обычно предназначен для того, чтобы держать откидной задний борт для временного закрытия этого конца кузова и прохождения через него транспортируемого груза в наклонном положении разгрузки.
Это повышение жесткости может быть обеспечено при помощи различных подкрепляющих средств. В данном случае речь может идти о дублировании прикрепленного элемента 13 на предварительно определенной концевой длине корпуса данного кузова, присоединении кессона или подкрепляющей трубы, а также присоединении какого-либо другого жесткого элемента, обладающего достаточной толщиной и инерцией.
В соответствии с этим методом предусматриваются адаптированные различия между формой профиля оправки или контрформы и окончательной формой профиля корпуса кузова.
Уместно, в частности, придать оправке или контрформе некоторую избыточную заостренность, то есть дополнительную степень вогнутости в нижней центральной части по соображениям упругого характера стали и ее стремления в соответствии с этим вернуться в направлении наружу к своей плоской форме.
Таким образом предваряют последующие механические деформации корпуса кузова.
Способ введения в оправку или контрформу
В соответствии с этим способом металлическая листовая заготовка 1 после формирования при помощи соединения встык нескольких листов или другим способом удерживается своими продольными кромками при помощи любых плавающих или подвижных средств, опираясь, например, на краевые профили 6 или 7, присоединенные в предпочтительном варианте реализации к продольным кромкам (фиг. 6-13).
Как и в предыдущем варианте, повышение продольной жесткости кромок листовой заготовки также может быть следствием выполнения специальных ребер жесткости или других механических деформаций типа складок, а также результатом специальной механической, термической или химической обработки.
Упомянутую листовую заготовку вводят в оправку или контрформу, которая имеет вогнутость, обращенную вверх. Затем приводится в действие пуансон 14 (схематически представленный на указанных фигурах стрелкой) соответствующей формы, при помощи которого листовая заготовка 1 принудительно вдавливается при помощи вертикального усилия давления центральной продольной части пуансона, воздействующего на центральную продольную зону 15 данной листовой заготовки, в случае необходимости удерживая в вертикальном положении упомянутые продольные кромки. В процессе опускания пунсона 14 продольные кромки листовой заготовки сближаются друг с другом вплоть до того положения, пока данная листовая заготовка не будет плотно облегать внутреннюю поверхность оправки или контрформы 2 и наружную часть пуансона (фиг. 6-10).
Листовая заготовка, захваченная между двумя своими краями, формируется в соответствии с формой вогнутой части данной оправки или контрформы.
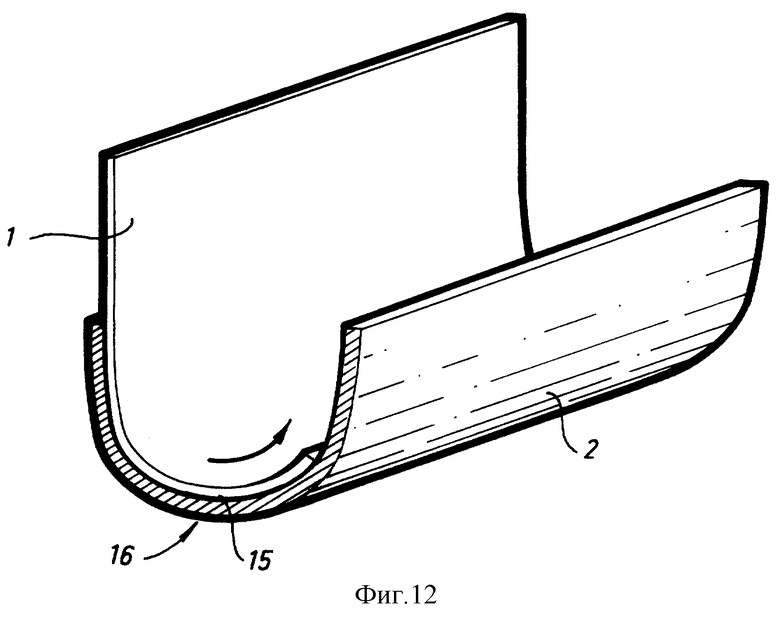
Можно также вводить листовую заготовку в оправку или контрформу в результате ее скольжения (фиг.11) вдоль внутренней вогнутой поверхности 16 этой оправки или контрформы 2, проталкивая эту заготовку и/или протягивая ее в направлении вниз при помощи одной или другой из двух ее продольных кромок, в случае необходимости, листовую заготовку проталкивают в направлении вниз, одновременно прижимая ее к внутренней вогнутой боковой поверхности оправки или контрформы.
Поддерживая давление на данную листовую заготовку, прикрепляют уже описанным выше образом соответствующую пластину перекрытия и соответствующий подкрепляющий элемент к одному и к другому концам частично изготовленного корпуса кузова.
Можно также вводить листовую заготовку во внутреннюю вогнутую полость оправки или контрформы, оказывая давление сразу на обе продольные кромки или на оба краевых профиля в процессе их приближения к двум продольным кромкам оправки или контрформы.
В случае необходимости, как до, так и после завершения формирования корпуса кузова может быть произведено повышение жесткости продольных кромок этой листовой заготовки путем присоединения к ним одного или двух краевых профилей 6 и 7 или при помощи выполнения соответствующих подкрепляющих продольных деформаций на этих кромках.
Преимущество этого варианта способа в соответствии с предлагаемым изобретением заключается в формировании корпуса кузова в его нормальном положении использования, что исключает таким образом необходимость его переворачивания после завершения упомянутых выше операций формирования.
Способ сжатия
В соответствии с этим вариантом реализации способа по данному изобретению, схематически представленным на фиг. 14-17, отпадает необходимость использования оправки или контрформы, как это имело место в двух предыдущих вариантах.
Здесь используют листовую заготовку 1 большего формата из цельного листа или изготавливают лист необходимых размеров путем соединения встык нескольких листов меньшего формата.
В случае необходимости, корпус 3 кузова подкрепляется на своих верхних концах путем прикрепления краевых профилей 6 или 7 или при помощи выполнения соответствующих продольных подкрепляющих деформаций.
Как и в описанных выше случаях, повышение продольной жесткости кромок может также быть следствием выполнения специальных ребер жесткости, подкрепляющих складок или других продольных деформаций, а также результатом специальной механической, термической или химической обработки.
Листовую заготовку по всей ее длине сжимают или стягивают при помощи соответствующих внешних средств сжатия или стягивания 17, таких, например, как гибкие стяжки, или других средств.
Под сжатием или стягиванием в данном случае следует понимать сближение двух боковых кромок, при изгибании листовой заготовки, по направлению друг к другу, вплоть до достижения определенного расстояния между ними.
Затем присоединяют пластину перекрытия 10 к одному из концов 9 сформированного корпуса кузова и используют ее в качестве средства закрепления окончательной формы.
Эта пластина перекрытия должна быть предварительно вырезана из нужного материала в соответствии с контурами, обеспечивающими реализацию того профиля корпуса кузова, который необходимо получить в конечном счете.
При помощи дополнительного стягивания данной листовой заготовки или при помощи локального ослабления ее стягивания производят адаптацию контура открытого конца корпуса кузова к ребру контура 11 упомянутой пластины перекрытия 10 и приваривают эту пластину постепенно своими краями к соответствующим кромкам конца 9 этого корпуса 3 кузова.
Затем осуществляют подобно тому, как это было описано выше по отношению к способам с использованием оправок или контрформ, повышение жесткости другого конца 12 листовой заготовки при помощи предварительного отформованного соответствующим образом подкрепляющего элемента.
После обеспечения описанным выше способом дополнительной жесткости на этом другом конце корпуса кузова отпускают или освобождают средства стягивания 17.
В случае необходимости, сформированный таким образом корпус кузова подкрепляют затем на его верхних продольных концах при помощи присоединения краевых профилей 6 или 7 или при помощи подкрепляющих продольных деформаций.
Механическая обработка
В случае необходимости, подвергают специальной механической обработке обладающие наибольшей кривизной части боковин 18 корпуса 3 кузова при помощи бомбардировки под давлением с использованием сопел 19 этих участков частицами или зернами твердого материала по типу дробеструйной или пескоструйной обработки или путем обработки выколачиванием с целью улучшения формования данной листовой заготовки по всей длине корпуса кузова и более надежного поддержания требуемой формы (фиг. 18).
Это механическое воздействие обладает преимуществом снятия или ослабления поверхностных механических напряжений материала, то есть удлинения волокон наружного слоя листа, и нейтрализации таким образом его тенденции к возвращению своей первоначальной плоской формы. Это воздействие обладает также преимуществом попутной реализации защиты от коррозии под напряжением.
Эта механическая обработка может быть осуществлена снаружи данной листовой заготовки еще тогда, когда эта заготовка находится в своей оправке или контрформе, которая в данном случае должна будет иметь специальные отверстия, образующие в целом ажурную структуру, или промежуточные силовые дуги 20 между продольными силовыми балками, как это схематически показано на фиг.18.


Изобретение относится к обработке металлов давлением, в частности для изготовления корпуса грузоподъемного кузова с вогнутым профилем. Способ позволяет сформировать из единой детали корпус кузова с вогнутым профилем из металлической листовой заготовки большого формата, причем для этого упомянутой заготовке придают близкий к заданному профиль при помощи средства формирования, присоединяют, удерживая этот близкий профиль, специальную пластину перекрытия к одному из концов данной заготовки и присоединяют подкрепляющий элемент, сформированный в соответствии с окончательным профилем, к другому концу этой заготовки, а затем, после повышения жесткости продольных кромок заготовки, осуществляют специальную механическую обработку зон с наибольшей кривизной и отпускают захваты средств формования. Способ обеспечивает повышение качества изделий за счет исключения образования продольных складок. 15 з.п. ф-лы, 18 ил.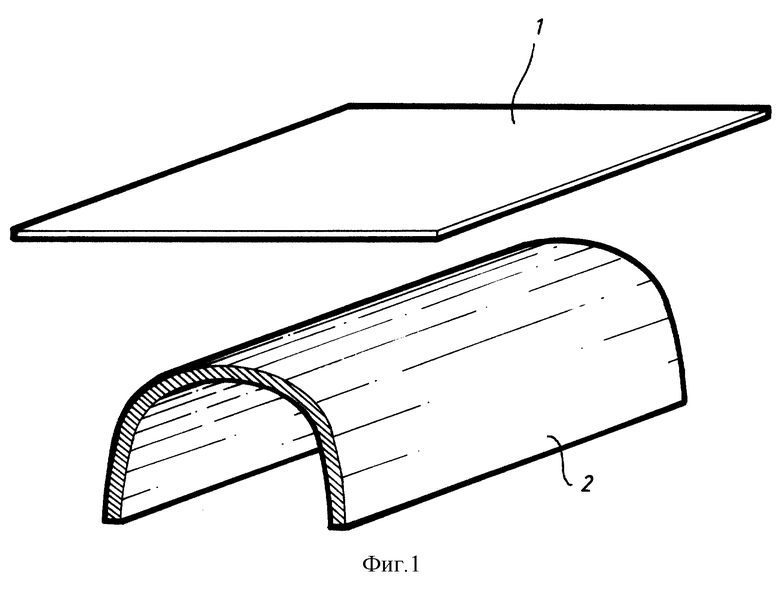
| РОМАНОВСКИЙ В.П | |||
| Справочник по холодной штамповке | |||
| - Л.: Машиностроение, 1971, с 266, рис | |||
| Ветряный много клапанный двигатель | 1921 |
|
SU220A1 |
| US 5086636 A, 11.02.1992 | |||
| КОМПОЗИЦИИ ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА, СОДЕРЖАЩИЕ ПРОПОЛИС | 2006 |
|
RU2380084C1 |
| US 5482356, 09.01.1996. | |||

