Изобретение относится к металлообработке, в частности к инструменту с механическим креплением режущей пластины.
Известны отрезные резцы с механическим креплением режущей пластины, установка которой осуществляется в гнезде державки, последняя образует клеммовый зажим (Музыкант Я.А. Металлорежущий инструмент. Номенклатурный каталог. Часть 1. М. : Машиностроение, 1995. С-279). Закрепление пластины осуществляется за счет зажимного винта.
Известен также сборный отрезной резец (А.С. 1720803, кл. В 23 В 27/04, 1992 г.), режущая пластина которого закрепляется за счет самозаклинивания в фигурном пазу.
Недостатком таких резцов являются малые усилия закрепления, возникающие в клеммовом зажиме, что не обеспечивает необходимой надежности резца в работе. На практике в таких резцах часты случаи вырыва режущих пластин из гнезда.
Известно также устройство резцового блока для пластинчатого резца, в котором режущая пластина установлена в гнезде державки, имеющем на боковой стенке прорезь, направленную к концу державки и образующую клеммовый зажим с верхней и нижней зажимными губками, стягивающимися с помощью крепежного винта, установленного перпендикулярно опорной поверхности державки. (Музыкант Я. А. Металлорежущий инструмент. Номенклатурный каталог. Часть 1. М.: Машиностроение, 1995. С-273.). Закрепление режущей пластины осуществляется крепежным винтом при его завинчивании. Опорная поверхность губок имеет форму ласточкина хвоста.
Недостатком таких резцов является невысокая надежность крепления пластины вследствие того, что крепежный винт не может обеспечить требуемое усилие зажима, т. к. имеет недостаточное сечение из-за ограниченности размеров державки. Кроме того, опорная часть губок, выполненная в форме ласточкина хвоста, требует высокой точности изготовления как самого паза, так и режущей пластины.
Известен также отрезной токарный резец, принятый в качестве ближайшего аналога, режущая пластина которого установлена в гнезде державки, имеющем на боковой стенке прорезь, направленную к концу державки и образующую клеммовый зажим с верхней и нижней зажимными губками, предназначенными для взаимодействия с крепежным винтом, при этом опорные поверхности верхней и нижней зажимных губок и режущей пластины имеют цилиндрическую форму (см. пат. США 1427403, В 23 В 29/06, 1922).
Задачей изобретения является повышение надежности крепления режущей пластины с помощью увеличения усилия зажима, а также удешевление конструкции за счет повышения ее технологичности.
Поставленная задача решается тем, что в отрезном токарном резце, режущая пластина которого установлена в гнезде державки, имеющем на боковой стенке прорезь, направленную к концу державки и образующую клеммовый зажим с верхней и нижней зажимными губками, предназначенными для взаимодействия с крепежным винтом, опорные поверхности верхней и нижней зажимных губок и режущей пластины имеют цилиндрическую форму, согласно изобретению, в средней части опорной поверхности верхней зажимной губки выполнен паз, а на задней стенке гнезда державки - прорезь.
Технологичность конструкции повышается за счет выполнения паза в средней части опорной поверхности верхней зажимной губки, а также прорези на задней стенке гнезда державки, кроме того, опорные поверхности верхней и нижней зажимных губок и режущей пластины имеют цилиндрическую форму.
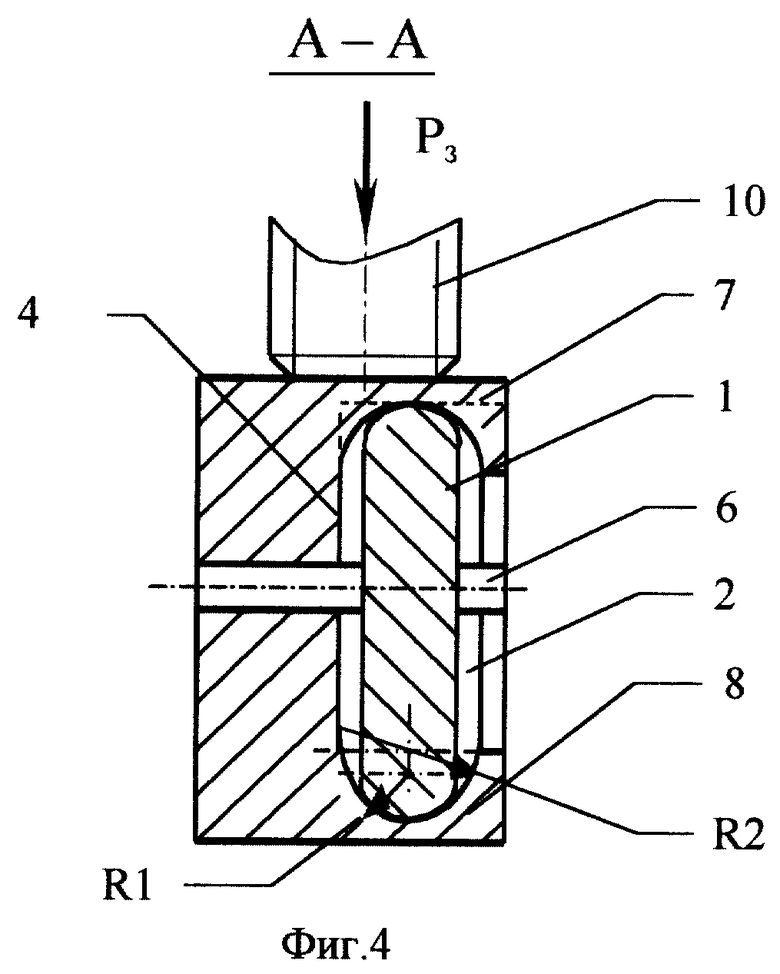
Фиг.1 - отрезной резец в сборе, вид сбоку.
Фиг.2 - державка отрезного резца, вид сверху.
Фиг.3 - режущая пластина.
Фиг.4 - разрез отрезного резца в сборе по А-А.
Отрезной токарный резец содержит режущую пластину 1, установленную в гнезде 2 державки 3. На боковой 4 и задней 5 стенках гнезда 2 державки выполнена прорезь 6, которая направлена к концу державки 3 и вместе с верхней зажимной губкой 7 и нижней зажимной губкой 8 образует клеммовый зажим. Опорные поверхности режущей пластины 1, а также верхней 7 и нижней 8 зажимных губок имеют цилиндрическую форму. При этом радиус опорных поверхностей режущей пластины 1 (R1) меньше радиуса опорных поверхностей верхней 7 и нижней 8 зажимных губок (R2) на 0,1...0,15 мм для обеспечения собираемости конструкции и исключения перекосов режущей пластины 1. Опорные поверхности верхней 7 и нижней 8 зажимных губок могут быть получены сверлением, что позволит отказаться от операций фрезерования и шлифования. В средней части опорной поверхности верхней зажимной губки 7 выполнен паз 9, уменьшающий площадь контакта верхней зажимной губки 7 и режущей пластины 1, что позволяет сминать верхнюю опорную поверхность режущей пластины 1. Это смятие компенсирует неточность изготовления пластины и допускает увеличение допуска на высоту режущей пластины 1 до 0,3. ..0,4 мм. Винт резцедержателя станка 10 осуществляет закрепление режущей пластины 1 усилием Рз, которое значительно больше усилия, которое может обеспечить крепежный винт в прототипе. Режущая пластина 1 изготавливается из качественной конструкционной стали (например, 30ХГСА) и имеет более твердую рабочую часть 11, полученную наплавкой быстрорежущей сталью. Режущая пластина 1 имеет твердость 27...29 HRC, а ее рабочая часть 66. ..68 HRC. Державка 3 изготавливается из стали 45, термообработка заключается в закалке и среднем отпуске. Это обеспечивает необходимые упругие свойства и твердость державки 3.
Закрепление режущей пластины 1 осуществляется следующим образом: режущую пластину 1 устанавливают в гнезде 2 державки 3 между верхней 5 и нижней 6 губками таким образом, чтобы она своим торцом, противоположным режущей части 11, базировалась о заднюю стенку 5 гнезда 2, зажим режущей пластины осуществляется непосредственно на станке винтом резцедержателя 10, который при закреплении резца упруго деформирует элементы клеммового зажима, при этом происходит некоторое смятие опорной поверхности режущей пластины 1 под действием верхней губки 7, которое позволяет компенсировать неточность изготовления режущей пластины 1.
Изобретение найдет применение в качестве металлорежущего инструмента в машиностроении. Выполнение рабочих поверхностей губок цилиндрической формы позволяет заменить фрезерование и шлифование паза "ласточкин хвост" двумя сверлениями и фрезерованием концевой фрезой и этим упростить технологический процесс его изготовления.
Была изготовлена опытная партия отрезных резцов и проведены их испытания, которые показали работоспособность разработанной конструкции и целесообразность ее внедрения на производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| Канавочный резец | 1991 |
|
SU1757773A1 |
| СБОРНЫЙ РЕЗЕЦ | 1999 |
|
RU2172231C2 |
| СПОСОБ КРЕПЛЕНИЯ РЕЖУЩЕЙ ВСТАВКИ В СБОРНОМ РЕЗЦЕ | 1999 |
|
RU2172230C2 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| СБОРНЫЙ ТОКАРНЫЙ РЕЗЕЦ | 2001 |
|
RU2203162C1 |
| ОТРЕЗНОЙ РЕЗЕЦ | 1994 |
|
RU2065800C1 |
| Сборный канавочный резец | 1990 |
|
SU1780932A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРЕЗНОГО РЕЗЦА | 1995 |
|
RU2101153C1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРЕЗНОГО РЕЗЦА | 1994 |
|
RU2078668C1 |


Изобретение относится к области металлообработки, инструменту с механическим креплением режущей пластины. Режущая пластина резца установлена в гнезде державки, имеющем на боковой стенке прорезь, направленную к концу державки и образующую клеммовый зажим с верхней и нижней зажимными губками, предназначенными для взаимодействия с крепежным винтом, при этом опорные поверхности верхней и нижней зажимных губок и режущей пластины имеют цилиндрическую форму. Для повышения надежности крепления режущей пластины с помощью увеличения усилия зажима и удешевления конструкции за счет повышения ее технологичности в средней части опорной поверхности верхней зажимной губки выполнен паз, а на задней стенке гнезда державки - прорезь. 4 ил.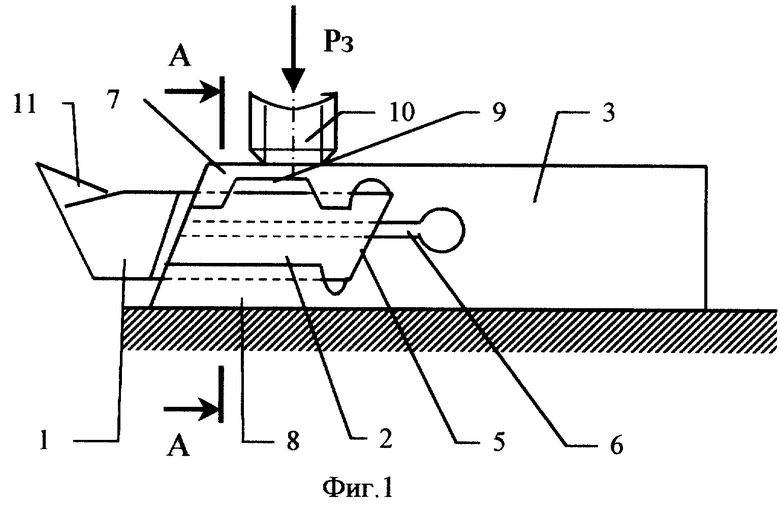
Отрезной токарный резец, режущая пластина которого установлена в гнезде державки, имеющем на боковой стенке прорезь, направленную к концу державки и образующую клеммовый зажим с верхней и нижней зажимными губками, предназначенными для взаимодействия с крепежным винтом, при этом опорные поверхности верхней и нижней зажимных губок и режущей пластины имеют цилиндрическую форму, отличающийся тем, что в средней части опорной поверхности верхней зажимной губки выполнен паз, а на задней стенке гнезда державки - прорезь.
| Устройство для приема и передачи телеметрической информации | 1986 |
|
SU1427403A1 |
| Сборный отрезной резец | 1960 |
|
SU135738A1 |
| Отрезной резец | 1990 |
|
SU1720803A1 |
| Канавочный резец | 1991 |
|
SU1757773A1 |
| Устройство для ввода рабочих средВ ТРубНую МЕльНицу | 1979 |
|
SU837405A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| МУЗЫКАНТ Я.А | |||
| Металлорежущий инструмент | |||
| Номенклатурный каталог | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Токарный инструмент | |||
| - М.: Машиностроение, 1995, с.273. | |||
