Изобретение относится к способам изготовления режущего инструмента, в частности, с применением наплавки.
Известен способ групповой наплавки резцов (Космачев И.Г. Сварка и наплавка в производстве режущего инструмента. Машгиз, 1955, с.134-137), при котором державки резцов с рабочими частями, у которых сформирован паз под наплавку, заформовываются в литейно-формовочную смесь на расстоянии 20-30 мм друг от друга. Наплавку производят ручным способом в паз рабочей части резца, не прерывая процесс горения дуги.
Недостатками данного способа групповой наплавки резцов являются: ручная наплавка со сложными перемещениями наплавочного электрода, что не позволяет стабилизировать качество наплавляющего металла, и большая трудоемкость при заформовке заготовок в литейно-формовочную смесь.
Наиболее близким по сущности и достигаемому результату является способ изготовления отрезного резца, при котором на рабочей части последнего выполняют паз под наплавку, размещают рабочую часть упомянутым пазом вверх между трех электропроводных формирующих пластин, две из которых расположены вдоль упомянутого паза, а третья с торцевой стороны, и производят наплавку с последующей заточкой [1]
Недостатком этого способа изготовления отрезного резца является низкая производительность процесса наплавки.
В основу изобретения была положена задача повышения производительности изготовления отрезного резца с применением наплавки.
Это достигается тем, что по способу изготовления отрезного резца, состоящего из державки и рабочей части, изготавливают из конструкционной стали отдельно державку и рабочую часть с пазом под наплавку, устанавливают в кассету несколько рабочих частей пазами под наплавку вверх, разделяя их электропроводными формирующими пластинами, собранные в кассете рабочие части фиксируют и поджимают к электропроводной формирующей пластине, расположенной со стороны торца, при этом высоту формирующих пластин выполняют на 2-3 мм выше рабочей части резца, ведут непрерывно наплавку в поперечном относительно паза рабочей части направлении, извлекают из кассеты наплавленные рабочие части, проводят термическую обработку направленного металла, приваривают рабочую часть к державке и затачивают отрезной резец.
Такая последовательность операции способа, при которой ведут непрерывную наплавку в отдельные пазы образованные рабочими частями и электропроводными формирующими пластинами, собранными в кассете, совместно с электропроводной формирующей пластиной, расположенной со стороны торца рабочих частей отрезного резца, позволяет увеличить производительность процесса наплавки и при этом снизить расход наплавленного металла на одну рабочую часть за счет формирования задней и боковой поверхностей и более равномерного деления наплавленного металла.
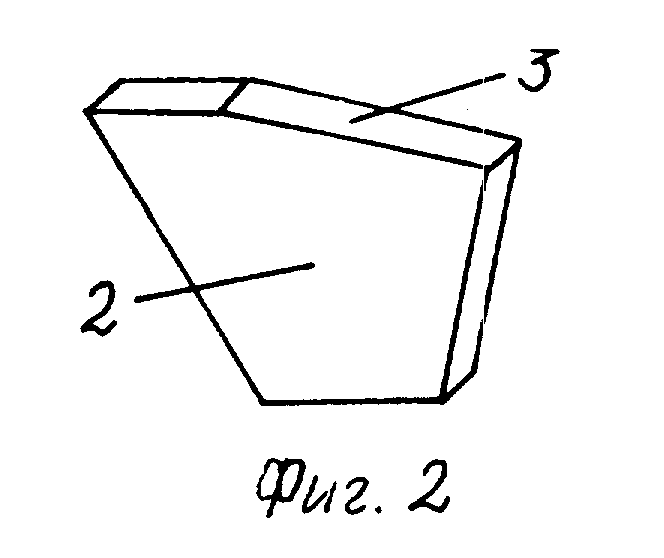
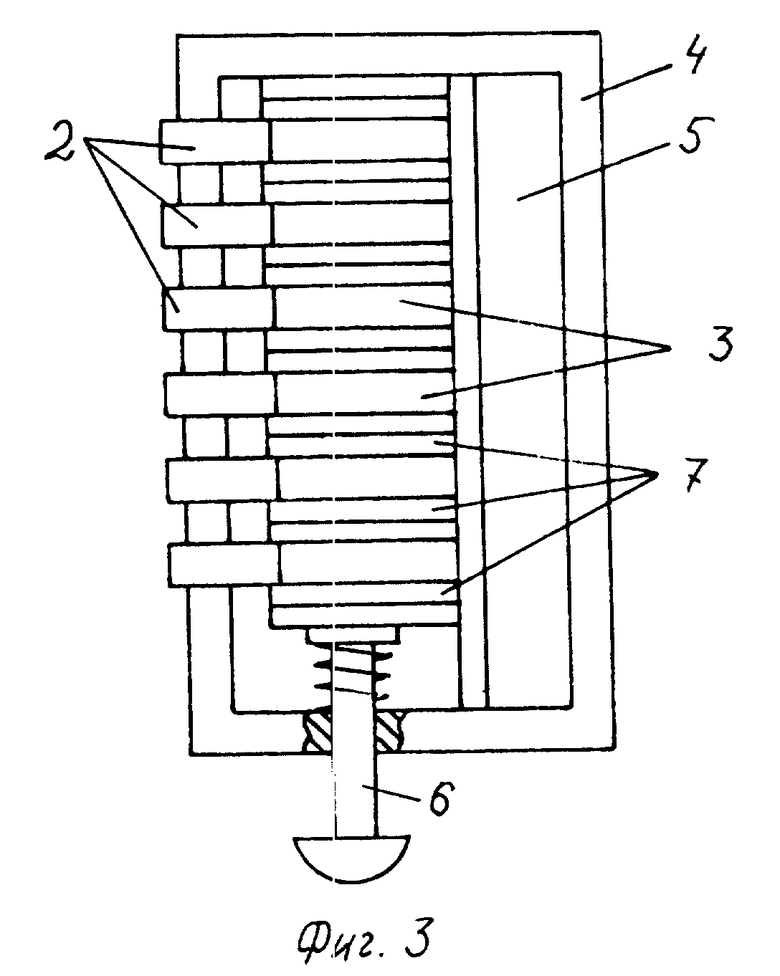
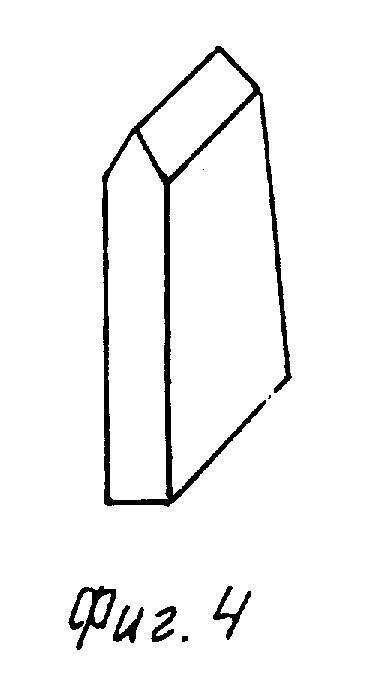
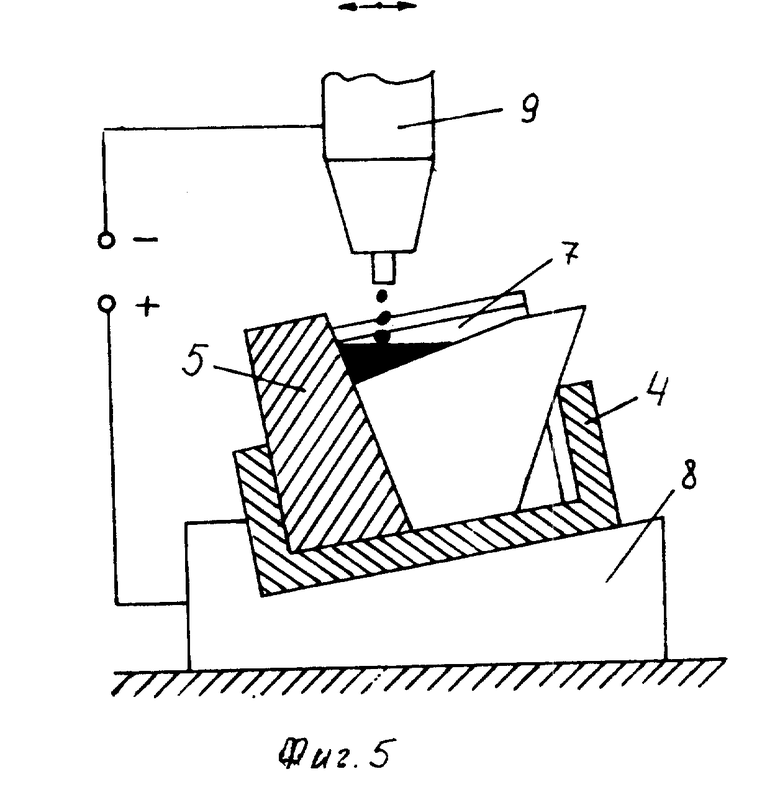
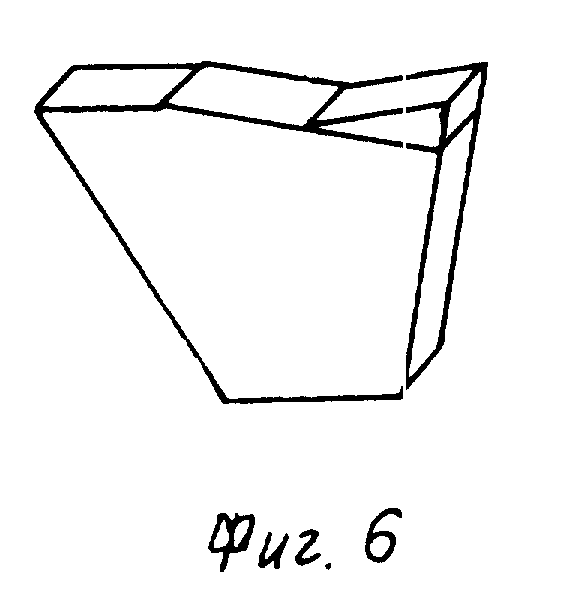
На фиг. 1 показана державка отрезного резца рабочей части; на фиг. 2 - рабочая часть отрезного резца; на фиг. 3 рабочие части отрезных резцов, собранных в кассете; на фиг. 4 разделительная электропроводная формирующая пластина; на фиг. 5 схема наплавки рабочих частей в кассете; на фиг. 6 - наплавленная рабочая часть отрезного резца.
Описание сущности способа поясняется на примере изготовления отрезного токарного резца по ГОСТ 18874-73 типоразмера 2130-0517.
Предварительно изготавливают державки 1 (фиг. 1) отрезных резцов из полосы 25 x 16 мм, которая выполнена из конструкционной стали (сталь 45). Также из полосы конструкционной стали 25 x 5 мм изготавливают рабочую часть 2 отрезного резца (фиг. 2) с пазом под наплавку 3.
В кассете 4 (фиг. 3), в которой установлена общая электропроводная формирующая пластина 5, собирают рабочие части 2 пазами 3 вверх, разделяя их электропроводными формирующими пластинами 7, которые сверху имеют равновеликие скосы (фиг. 4). Высота электропроводных формирующих пластин 5 и 7 на 2-3 мм выше высоты рабочей части 2. Рабочие части 2 с формирующими пластинами 7 прижимают к общей формирующей пластине 5 и фиксируют их подпружиненным упором 6. Собранные в кассете рабочие части 2 нагревают до температуры 20 - 600oC. Затем кассету 4 устанавливают на подставку 8 (фиг. 5) и ведут непрерывную наплавку в поперечном относительно паза рабочей части направления в открытые сверху пазы, образованные рабочими частями 2, формирующей пластиной 5 и пластинами 7.
Для улучшения формирования наплавляемого металла в сформированных пазах подставка 8 наклоняет кассету 4 на дополнительный угол. Угол наклона определяется режимами наплавки. Кроме этого могут применяться и другие известные методы, а именно: колебательное движение горелки (фиг. 5), воздействие на ванну жидкого металла ультразвуковыми колебаниями и т.п.
После наплавки кассету разбирают, наплавленные рабочие части отрезных резцов (фиг. 6), подвергают термообработке, заключающейся в трехкратном отпуске при 560oC в течение одного часа. Термообработанные рабочие части соединяются с державками с помощью сварки. Полученные отрезные резцы затачивают.
Способ позволяет сократить расход наплавляемого металла, повысить производительность наплавки и снизить затраты рабочего времени на заточку отрезных резцов. Предлагаемый способ может быть использован при изготовлении и восстановлении отрезных токарных резцов, токарных отрезных автоматических резцов, резьбонарезных резцов и отрезных строгальных резцов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРЕЗНОГО РЕЗЦА | 1994 |
|
RU2078668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕВОГО ИНСТРУМЕНТА | 1996 |
|
RU2098254C1 |
| ОТРЕЗНОЙ ТОКАРНЫЙ РЕЗЕЦ | 2000 |
|
RU2181644C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ЧАСТЕЙ ОТРЕЗНОГО РЕЗЦА | 2008 |
|
RU2367555C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВЛЕННОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2013 |
|
RU2539499C1 |
| СПОСОБ НАПЛАВКИ | 1998 |
|
RU2133659C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПА | 2004 |
|
RU2279956C1 |
| СПОСОБ УПРОЧНЕНИЯ НАПЛАВЛЕННОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2012 |
|
RU2483120C1 |
| СПОСОБ КРЕПЛЕНИЯ РЕЖУЩЕЙ ВСТАВКИ В СБОРНОМ РЕЗЦЕ | 1999 |
|
RU2172230C2 |
| СБОРНЫЙ РЕЗЕЦ | 1999 |
|
RU2172231C2 |
Использование: способы изготовления металлорежущего инструмента с применением наплавки, в частности к изготовлению отрезного токарного резца. Сущность изобретения: способ включает разделительное изготовление державки и рабочей части отрезного резца с пазом под наплавку. Рабочие части собираются в кассете пазами под наплавку вверх, разделяя их электропроводными формирующими пластинами, прижимают их к общей формирующей платине. Наплавку ведут в поперечном направлении в открытые сверху пазы, образованные формирующими пластинами и рабочими частями отрезных резцов. 1 з.п. ф-лы, 6 ил.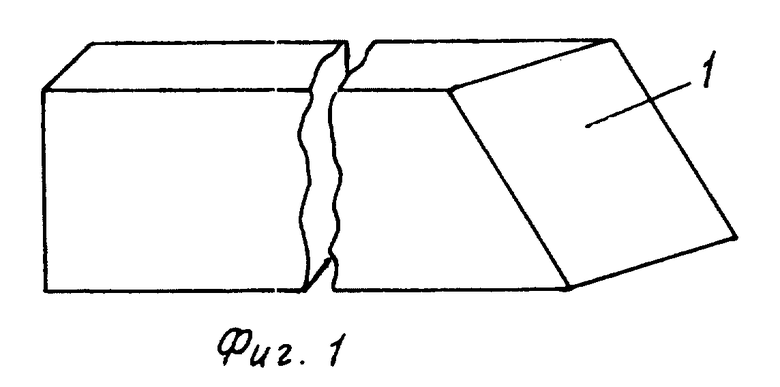
| Четвериков С.С | |||
| Металлорежущие инструменты | |||
| Изд | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| - М.: Машгиз, 1945, с.65, фиг.46. | |||
