Изобретение относится к области переработки золотосодержащих полиметаллических материалов с целью выделения золота, а конкретно к способу извлечения золота из сплавов его с другими в основном неблагородными металлами, и может быть использовано при переработке металлического скрапа: лом ювелирных изделий и другие отходы ювелирной промышленности, монетный лом, самородное золото, золотосодержащий лом зубопротезирования, отходы радиотехнической промышленности, полупродукты переработки золотосодержащих руд с содержанием золота в широких пределах.
Известны способы извлечения золота из сплавов с другими металлами, причем выбор технологии переработки золотосодержащего материала зависит от содержания в нем золота и характера (природы) других составляющих.
Для выделения золота из сплавов с другими менее благородными металлами при содержании золота 20-80% широко применяется так называемый метод хлорирования в расплаве [1], который заключается в том, что в предварительно расплавленный обрабатываемый материал при Т=1423 К через графитовые трубы подают газообразный хлор; образовавшиеся хлориды металлов-примесей (железа, цинка, свинца и др.) отгоняют и улавливают в электростатических конденсаторах; после отгонки основной массы примесей удаляют хлориды меди и железа с поверхности расплава, а выделенное золото разливают в изложницы, получая товарные слитки с содержанием золота не менее 99,5%, серебра не более 0,35%.
Недостатками известного способа являются высокая энергоемкость, сложность аппаратурного оформления, обусловленная работой в атмосфере хлора при высокой температуре и трудностью выполнения требований экологической безопасности.
Для дальнейшей более глубокой очистки золота, полученного методом хлорирования, а также для рафинирования золота из сплавов его с благородными металлами при высоком содержании в них золота применяют электролитический метод, который заключается в следующем [2]: из обрабатываемого сплава изготавливают аноды (состав: золото 85-92%, палладий 6-15%, серебро 0,3-1%), которые помещают в выполненный из фарфора и керамики электролизер. Катодом служат тонкие пластинки золотой фольги. Электролит готовят электролитическим растворением золотого электрода в соляной кислоте, причем концентрацию золота в рабочем растворе доводят до 150-180 г/л, палладия 70-80 г/л, соляной кислоты 100-110 г/л. Процесс электролиза ведут при напряжении в ячейке 0,5 В, обеспечивая анодную плотность тока 970 А/м2, температуру ванны 333-343 К и перемешивание воздухом. В этих условиях примеси растворяются на аноде и переходят в электролит, при длительном использовании которого концентрация платины и палладия в нем увеличивается до такой степени, что эти металлы можно выделить химическими способами Золото выделяется на золотом катоде, который по окончании процесса вынимают как готовую продукцию высокой степени чистоты (содержание золота до 99,99%).
Однако применение этого способа для извлечении золота из сплавов его с неблагородными металлами и содержащих относительно большое количество этих примесей (более 20%) технически и экономически нецелесообразно.
Известны способы электрохимического выделения золота из сплавов его с серебром при аффинажном производстве серебра. Так, при переработке шлама электролитического получения меди, содержащего около 95% серебра, 3% золота и различные количества меди, свинца, висмута, никеля и др. металлов (так называемый сплав Доре), его сплавляют и отливают в аноды, поступающие на электролиз [3, 4].
В этом процессе, который по технической сущности является наиболее близким к заявляемому, аноды помещают в электролизер, где катодом служат стальные или титановые стержни, а электролитом - раствор азотнокислых солей серебра, меди и других металлов, содержащихся в сплаве. При пропускании тока анодное серебро растворяется и осаждается на катоде, другие компоненты сплава накапливаются в электролите, а золото переходит в анодный шлам, который собирают, промывают и направляют на дальнейшую переработку.
Известный способ решает задачу получения высокочистого серебра (степень чистоты его достигает иногда 99,99%) и разработанные параметры процесса обеспечивают эффективное решение этой задачи. Так, при проведении процесса в так называемых электролизерах Мебиуса в одном случае [3] процесс электролиза ведут в нейтральном растворе с добавлением нитрата серебра до концентрации 60 г серебра/л (суммарная концентрация ионов NO3 - составляет 34 г-ион/л) при напряжении на ванне 2,7 В и катодной плотности тока 50 А/м2. В другом варианте (на заводе "Монреал Ист") [4] аффинаж серебра ведут путем выделения его в электролизерах Мебиуса на титановых катодах при использовании в качестве электролита раствора азотнокислых солей: серебра (125-145 г/л), меди (11-18 г/л) и свинца (0,2-0,5 г/л), таким образом, суммарная концентрация аниона NO3 - составляет 90-120 г-ион/л. Напряжение на ванне 4,4 В, анодная плотность тока 958 А/м2.
Состав выделяемого в известном способе золотосодержащего шлама зависит от состава изготовленных серебряных анодов и от условий процесса электролиза. Получаемый на заводе "Монреал Ист" золотосодержащий шлам содержит 39-62% золота, до 50% серебра, 2-5% меди и 2-6% свинца и требует дальнейшей переработки для более полного извлечения золота, серебра и других ценных металлов химическими методами, например методом хлорирования в расплаве.
Задачей изобретения является создание нового способа извлечения золота из различного рода полиметаллических материалов с обеспечением технического результата - упрощения технологии, высокой степени извлечения и чистоты выделенного золота.
Технический результат достигается в заявляемом способе извлечения золота из полиметаллических материалов электролизом, который включает использование в качестве анода предварительно расплавленного и отлитого в форму обрабатываемого материала, электрохимическое растворение металлов-примесей с последующим осаждением их на катоде и выделение золота в виде анодного шлама, и отличается тем, что обеспечивают содержание золота в материале, из которого изготовляют анод, в пределах 5-50 мас.% и процесс электролиза ведут с использованием в качестве электролита водного раствора кислоты и/иди соли с анионом NO3 - или SО4 -- при суммарной концентрации аниона 100-250 г-ион/л, анодной плотности тока 1200-2500 А/м2 и напряжении на ванне 5-12 В.
Необходимое содержание золота в материале анода (5-50 мас.%) при наличии поступающих на переработку полиметаллических материалов с различным содержанием золота обеспечивают путем усреднения различных партий исходного сырья.
При переработке сплавов, содержащих более 50% золота, необходимое содержание его в материале анода обеспечивают введением в расплав корректирующей добавки.
В качестве корректирующей добавки целесообразно использовать медь, цинк, никель, серебро или сплав этих металлов, взятых в любом качественном и количественном соотношении.
Экономически целесообразно использовать в качестве корректирующей добавки катодный шлам процесса электролиза предыдущих партий обрабатываемого материала.
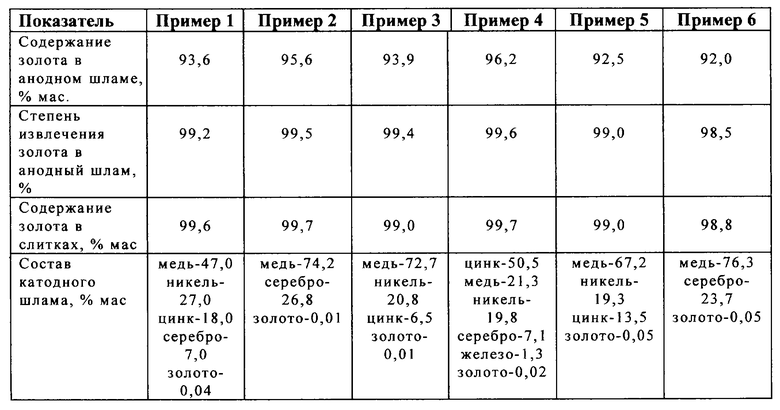
Ниже на конкретных примерах осуществления изобретения (см. также данные таблицы) показано, что регулированием параметров процесса электролиза в пределах, указанных в формуле изобретения, и при обеспечении содержания золота а материале анода в пределах 5-50% достигается эффективное удаление металлов-примесей и выделение основной их массы на катоде. При этом анод превращается в шлам с содержанием золота не ниже 93%, причем остающиеся в нем примеси легко удаляются промыванием сначала концентрированной кислотой, затем водой, а получаемое в слитках золото имеет высокую степень чистоты.
Таким образом, обеспечивается упрощение процесса как по сравнению с методом хлорирования в расплаве, так и по сравнению с технологией, предусматривающей применение известных электрохимических способов, в которой тот же результат может быть достигнут только при дополнительной сложной химической обработке полученного золотосодержащего шлама.
Следовательно, поставленная задача решена с достижением необходимого технического результата.
Ниже приведены конкретные примеры осуществления предлагаемого способа.
Пример 1
Процесс извлечения золота из полиметаллического золотосодержащего материала проводят на опытно-промышленной установке, включающей электролизер, подключенный к источнику постоянного тока, химический реактор для промывки шлама, сушильный шкаф и индукционную плавильную печь.
Корпус электролизера выполнен из винипласта, имеет прямоугольную форму (длина 700 мм, ширина 350 мм, высота 400 мм) и снабжен плотно прилегающей крышкой. Катод, изготовленный из нержавеющей стали в виде прямоугольного листа толщиной 1 мм и площадью 4 дм2, закреплен на катодной штанге.
Для проведения процесса электролиза из подготовленного материала отливают анод в виде двух пластин массой 2-2,5 кг и размером 140x15x250 мм каждая, которые подвешивают в электролизере на анодной штанге с помощью крюков, выполненных из нержавеющей стали. При этом анодные пластины помещают в специальные мешки, изготовленные из хлориновой ткани и предназначенные для сбора анодного шлама.
Поступивший на переработку материал расплавляют в индукционной печи. Если содержание золота в нем превышает 50%, в расплав добавляют корректирующую добавку в количестве, необходимом для снижения содержания золота до 35-45%. Полученный сплав с содержанием золота 5-50% отливают в изложницы, обеспечивающие получение анодных пластин указанных выше размеров, которые и используют в процессе электролиза.
В данном примере переработке с целью извлечения золота подвергают технологический лом ювелирного производства следующего состава (мас.%): золото 10,5, медь 45, никель 25, цинк 15, серебро 4,5. Лом расплавляют и отливают из него анодные пластины, которые помещают в электролизер, как указано выше. Процесс электролиза ведут с использованием в качестве исходного электролита водного раствора азотной кислоты с концентрацией 150 г/л при следующих условиях:
состав работающего электролита: медь 90 г/л, никель 40 г/л, цинк 26 г/л, серебро 8 г/л, суммарная концентрация аниона NO3 - 150 г-иои/л;
напряжение на ванне 5,5 В;
анодная плотность тока 1500 А/м2;
сила тока на ванне 80 А;.
температура электролита 343 К.
В процессе электролиза происходит анодное растворение металлов-примесей и последующее их осаждение на катоде в виде рыхлого катодного шлама. Процесс ведут до полного разрушение анодных пластин (в данном примере 65 часов). Полученный анодный шлам с высоким содержанием золота собирается в анодных мешках.
После окончания процесса скопившийся на дне электролизера катодный шлам извлекают из электролизера и загружают в емкости-накопители, а анодный шлам извлекают из мешков, промывают в химическом реакторе сначала концентрированной азотной кислотой при температуре 373 К, а затем водой, сушат в сушильном шкафу и сплавляют в слитки в индукционной печи.
Пример 2
На установке, описанной в примере 1, проводят извлечение золота из отходов ювелирного производства следующего состава (мас.%): золото 58,5, медь 33,5, серебро 8,0.
Отходы расплавляют и для корректировки состава в расплав добавляют отходы ювелирного производства следующего состава (мас.%): золото 33,3, медь 50,0, серебро 16,7 в количестве, обеспечивающем следующее содержание компонентов в материале анода (мас.%): золото 40,5, медь 44,5, серебро 15,0. Полученный сплав отливают в изложницы и используют в процессе электролиза, как описано в примере 1.
Условия процесса электролиза:
состав свежеприготовленного электролита: водный раствор азотной кислоты, концентрация 200 г/л;
состав работающего электролита: медь 80 г/л, серебро 15 г/л, суммарная концентрация аниона NO3 - 200 г-ион/л;
напряжение на ванне 8 В;
сила тока на ванне 90 А;
анодная плотность тока 1700 А/м2;
температура электролита 363 К;
Процесс ведут до полного срабатывания анода, которое в данном примере произошло за 40 часов. Далее шламы извлекают и обрабатывают, как описано в примере 1.
Пример 3
Переработке подвергают отходы ювелирного производства следующего состава, мас. %: золото 58,3, медь 22,0, никель 15,0, цинк 4,7. Отходы расплавляют в индукционной печи и для получения анодного материала нужного состава в расплав добавляют медь, обеспечивая следующий состав анодного материала, мас.%: золото 40,8, медь 42,6, никель 13,2, цинк 3,4. Далее изготовляют аноды и ведут процесс электролиза, как описано в примере 1.
Основные параметры процесса электролиза:
состав свежеприготовленного электролита: водный раствор серной кислоты, концентрация 150 г/л;
состав работающего электролита: медь 100 г/л, никель 30 г/л, цинк 10 г/л. суммарная концентрация аниона S04 -- 150 г-ион/л;
напряжение на ванне 8,5 В;
сила тока на ванне 95 А;
анодная плотность тока 1850 A/м2;
температура электролита 363 К.
Процесс ведут до полного срабатывания анодов (в данном примере 40 часов). Далее шламы обрабатывают, как описано в примере 1, за исключением того, что промывку анодных шламов проводят в концентрированной серной кислоте, а затем в воде.
Пример 4
Переработке подвергают продукт цементации цинком цианистых золотосодержащих растворов, получаемых при цианистом выщелачивании золотосодержащих руд, следующего состава, мас.%: золото 51,3, цинк 38,7, никель 4,5, серебро 2,9, железо - 2,6. Исходный материал расплавляют в индукционной печи и для получения анодного материала нужного состава в расплав добавляют катодный шлам, полученный в процессе по примеру 1, состав которого представлен в таблице, обеспечивая следующее соотношение компонентов в анодном материале, мас. %: золото 36,4, цинк 32,7, медь 14,5, никель 11,6, серебро 4,2, железо 0,6.
Из полученного сплава изготовляют анодные пластины и ведут процесс электролиза, как описано в примере 1. Основные параметры процесса электролиза:
состав свежеприготовленного электролита:
водный раствор азотной кислоты, концентрация 200 г/л;
состав работающего электролита: цинк 90 г/л, медь 15 г/л, никель 12 г/л, серебро 5 г/л, железо 1 г/л, суммарная концентрация аниона NO3 - 200 г-ион/л;
напряжение на ванне 8,4 В;
сила тока на ванне 85 А;
анодная плотность тока 1600 А/м2;
температура электролита 363 К.
Процесс прекращают после полного срабатывания анодов - через 36 часов. Шламы извлекают и обрабатывают как описано в примере 1.
Пример 5
Переработке подвергают отходы ювелирного производства следующего состава, мас.%: золото 33,3, медь 46,5, никель 13,2, цинк 7,0. Отходы расплавляют в индукционной печи, отливают анодные пластины и ведут процесс электролиза, как описано в примере 1.
Основные параметры процесса электролиза:
состав свежеприготовленного электролита:
водный раствор CuSO4, концентрация 200 г/л;
состав работающего электролита: медь 50 г/л, никель 10 г/л, цинк 5 г/л, суммарная концентрация аниона SO4 -- 150 г-ион/л;
напряжение на ванне 10,0 В;
сила тока на ванне 80 А;
анодная плотность тока 1500 А/м2;
температура электролита 363 К.
Процесс прекращают после полного срабатывания анодов - через 60 часов. Шламы извлекают и обрабатывают, как описано в примере 3.
Пример 6
В данном примере переработке с целью извлечения золота подвергают технологический лом ювелирного производства следующего состава (мас.%): золото 37,5, медь 46,5, серебро 6,0. Лом расплавляют, отливают из него анодные пластины и ведут процесс электролиза, как описано в примере 1.
Основные параметры процесса электролиза:
состав свежеприготовленного электролита;
водный раствор КNO3, концентрация 200 г/л;
состав работающего электролита: медь 30 г/л, калий 60 г/л, серебро 10 г/л, суммарная концентрация аниона NO3 - 120 г-ион/л;
напряжение на ванне 10,5 В;
сила тока на ванне 72 А;
анодная плотность тока 1300 А/м2;
температура электролита 365 К.
Процесс ведут до полного срабатывания анодов (в данном примере 65 часов). Шламы извлекают и обрабатывают, как описано в примере 1.
Характеристика состава шламов процесса электролиза, степени извлечения и качества полученного по примерам 1-6 золота, приведенные в таблице, наглядно подтверждают эффективность заявленного способа.
Источники информации
1. М.А. Меретуков, А.М. Орлов - "Металлургия благородных металлов ", М., Металлургия, 1991 г., стр. 354.
2. Там же, стр. 355-356.
3. Там же, стр. 343-344.
4 Там же, стр. 347-348, 356.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗВЛЕЧЕНИЯ ЗОЛОТА ИЗ ПРОМЫШЛЕННЫХ ОТХОДОВ | 1998 |
|
RU2151008C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ БЛАГОРОДНЫХ МЕТАЛЛОВ ИЗ ОТХОДОВ РАДИОЭЛЕКТРОННОЙ ПРОМЫШЛЕННОСТИ | 2014 |
|
RU2553320C1 |
| СПОСОБ ПЕРЕРАБОТКИ ВТОРИЧНОГО ЗОЛОТОСОДЕРЖАЩЕГО СЫРЬЯ В ЧИСТОЕ ЗОЛОТО (ВАРИАНТЫ) | 2001 |
|
RU2176279C1 |
| СПОСОБ РАФИНИРОВАНИЯ ЗОЛОТА | 1997 |
|
RU2122594C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ БЛАГОРОДНЫХ МЕТАЛЛОВ ИЗ ОТХОДОВ РАДИОЭЛЕКТРОННОЙ ПРОМЫШЛЕННОСТИ | 2007 |
|
RU2357012C1 |
| СПОСОБ ПЕРЕРАБОТКИ СПЛАВА ЛИГАТУРНОГО ЗОЛОТА | 2012 |
|
RU2516180C1 |
| СПОСОБ ПЕРЕРАБОТКИ СВИНЕЦ- И СУЛЬФИДСОДЕРЖАЩИХ ШЛИХОВ ЗОЛОТА (ВАРИАНТЫ) | 2000 |
|
RU2196839C2 |
| СПОСОБ ВЫДЕЛЕНИЯ СЕРЕБРА ИЗ СЕРЕБРОСОДЕРЖАЩЕГО СПЛАВА | 2013 |
|
RU2540242C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЗОЛОТА И СЕРЕБРА ИЗ ПОЛИМЕТАЛЛИЧЕСКОГО СЫРЬЯ | 2004 |
|
RU2258768C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ИЗВЛЕЧЕНИЯ СЕРЕБРА ИЗ СЕРЕБРОСОДЕРЖАЩИХ ТОКОПРОВОДЯЩИХ ОТХОДОВ | 2011 |
|
RU2467082C1 |
Изобретение относится к получению, регенерации или рафинированию металлов электролитическим способом. Обрабатываемый материал, предварительно расплавленный и отлитый в форму, используют в качестве анода и проводят электрохимическое растворение и осаждение на катоде металлов-примесей и выделение золота в виде анодного шлама. При этом содержание золота в анодном материале обеспечивают в пределах 5-50 мас. % и процесс электролиза ведут в водном растворе кислоты и/или соли с анионом NО3 - или SO4 -- в концентрации 100-250 г-ион/л при анодной плотности тока 1200-2500 А/м2 и напряжении на ванне 5-12 В. Способ позволяет достичь упрощения технологии с обеспечением высоких показателей степени извлечения и чистоты выделяемого золота. 4 з.п. ф-лы, 1 табл.
| МЕРЕТУКОВ М.А | |||
| и др | |||
| Металлургия благородных металлов Зарубежный опыт | |||
| - М.: Металлургия, 1991, с.356 | |||
| Способ электролитического рафинирования серебра | 1990 |
|
SU1802829A3 |
| US 4510027, 09.04.1985 | |||
| US 4892631, 09.01.1990 | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |

