Изобретение относится к области очистки трубопровода с обратным стояком и может быть использовано для снятия отложений в трубе и одновременного их удаления в различных трубопроводах.
Трубопроводы, в частности канализационные и утилизационные трубопроводы, за счет загрязнения и образования осадка все больше уменьшаются в своем проходном сечении в свету до тех пор, пока поступающие количества воды не смогут больше стекать, в результате чего происходит подпор и связанный с этим ущерб от воды. Для устранения этого недостатка и предотвращения засорения трубопровода или для повторного освобождения засоренной трубы уже существуют способы очистки, при которых отложения механически снимают и смывают. Для этого сверху в обратный стояк очищаемого трубопровода вводят служащую очищающим инструментом, вращаемую посредством приводимой винтовой пружины цепную центрифугу, цепные детали которой ударяют по отложениям на стенках и снимают их. Однако эти цепные центробежные инструменты почти невозможно отрегулировать по их действию, трубопроводы подвергаются значительной, зачастую разрушающей ударной нагрузке и продвигаемый, в основном, за счет своей силы тяжести инструмент почти не способен преодолевать изгибы трубопровода, постоянно встречающиеся, например, в качестве препятствия в более высоких обратных стояках или у смещенных один по отношению к другому отрезков трубы. Кроме того, за счет ударного действия цепных центрифуг отделяются и откалываются относительно крупные куски и пластинообразные части твердых отложений, которые падают вниз или смываются промывочной водой и проникают в еще не очищенный суженный участок трубы, где тогда практически неизбежны засорения ими. Промывочная вода или поступающая в обратный стояк сточная вода не может больше стекать и следует опасаться подпоров в совокупности с последующим крупным ущербом. Известные способы очистки остаются поэтому неудовлетворительными и из-за связанной с этим опасности превышающего пользу вреда успешно применяются лишь в простых случаях.
Кроме того, уже существуют самые различные способы очистки горизонтальных трубопроводов, использующие фрезерные инструменты, такие как ротационные водяные фрезы (патент ФРГ 4416721,С), корневые фрезерные головки (заявка ФРГ 3427371 А) и т.п., которые протягивают в направлении подачи или продвигают вперед посредством гидравлического удара, однако эти способы не пригодны для очистки сильно покрытых осадком обратных стояков. Далее известны способы расширения внутреннего сечения дымовой трубы (заявка ФРГ 19530880 А), при которых сверху в дымовую трубу вводят фрезерные головки ступенчатого диаметра, однако эти способы не пригодны для очистки обратных стояков трубопровода, поскольку невозможно учесть изгибы трубы и слишком велика была бы опасность засорения в результате падения снятого материала.
Ближайшим аналогом группы изобретений является способ очистки трубопроводов с обратным стояком и устройство для его осуществления по патенту Франции 1565474, кл. В 08 В, 02.05.1969.
В известном способе очистки трубопровода с обратным стояком приводимый во вращение через гибкий вал очищающий инструмент для снятия отложений в трубе подвергают проходящей в направлении трубопровода продольной подаче и одновременно для удаления снятого материала ниже зоны снятия разбрызгивают промывочную воду в трубопроводе в направлении стекания снятых отложений с избыточным давлением. При этом отложения в трубе снимают со встречной направлению стекания снятых отложений продольной подачей, для чего очищающий инструмент вводят в трубопровод ниже обратного стояка и протягивают с передней в направлении подачи стороны.
Известные устройства для осуществления способа очистки трубопровода с обратным стояком содержат вращательно-симметричный относительно оси привода посредством цапфы очищающий инструмент.
Этим известным способу и устройству для очистки обратных стояков присущи те же недостатки, что и вышеупомянутым.
Техническим результатом способа и устройства согласно изобретению является обеспечение рациональной и надежной очистки самых разных трубопроводов без опасности засорения или подпора.
Этот результат достигается тем, что в способе очистки трубопровода с обратным стояком приводимый во вращение через гибкий вал очищающий инструмент для снятия отложений в трубе подвергают проходящей в направлении трубопровода продольной подаче и одновременно для удаления снятого материала ниже зоны снятия промывочную воду разбрызгивают в трубопроводе в направлении стекания с избыточным давлением, при этом отложения в трубе снимают со встречной направлению стекания снятых отложений продольной подачей, для чего очищающий инструмент вводят в трубопровод ниже обратного стояка и протягивают с передней в направлении подачи стороны, промывочную воду подают в трубопровод также выше зоны снятия, а выполненный в виде фрезы очищающий инструмент приводят во вращение с задней в направлении подачи стороны.
В качестве гибкого вала используют винтовую пружину.
За счет осуществления вверх по потоку процесса очистки снятые загрязнения и отложения могут быть удалены вниз по потоку через уже очищенный участок трубы, и вдоль пути удаления отсутствует приносящее опасность засорения сужение сечения трубы. Стекающая сверху промывочная вода подхватывает снятый материал в направлении потока, а разбрызгиваемая ниже инструмента вниз по потоку под давлением вода ускоряет и завершает этот процесс удаления. Кроме того, за счет операции фрезерования снятие отложений и загрязнений происходит не крупными частями, а относительно мелкими кусками, что существенно облегчает снятие и обеспечивает чистое полное удаление снятого материала с помощью промывочной воды. Протягивание фрезы вместе с соответственно регулируемой частотой вращения привода позволяет также целенаправленно согласовать процесс фрезерования с соответствующими условиями, в результате чего происходит безупречная и эффективная очистка. Обусловленную канатной тягой продольную подачу фрезы также можно точно согласовать с соответствующей конфигурацией трубопровода, благодаря чему можно без проблем справиться с изгибами трубы и другими изменениями направления трубопровода, не препятствуя фрезерной очистке. В зависимости от локальных условий, а также степени загрязнения и величины отложений процесс очистки осуществляют при этом в несколько этапов ступенчато увеличивающимися в диаметре фрезами, так что всегда можно обеспечить щадящий как трубу, так и инструмент, режим работы.
Указанный технический результат достигается и тем, что в устройстве для очистки трубопровода с обратным стояком, содержащем вращательно-симметричный относительно оси привода посредством цапфы очищающий инструмент, последний представляет собой фрезерную головку, которая на своем заднем торце имеет цапфу, а на переднем - проушину для подвешивания, при этом фрезерная головка выполнена в виде тела вращения в качестве корпуса фрезы с дугообразно ниспадающей в сторону проушины для подвешивания образующей, на боковой поверхности которого выполнены ножевые детали, образующие проходящие преимущественно вдоль винтовых линий лезвия. Фрезерной головке для подвешивания к тяговому канату приданы присоединяемая одним концом к проушине фрезерной головки, а другим концом присоединяемая к тяговому канату муфта вращения, содержащая полумуфты, установленные с возможностью поворота одна по отношению к другой вокруг проходящей в направлении протягивания оси вращения. Эта фрезерная головка может быть несколькими движениями руки присоединена одним концом к канатной тяге, обеспечивающей продольную подачу, а другим концом - к винтовой пружине или иному гибкому валу для привода вращения и обеспечивает снятие отложений разной толщины из-за своей выпускной основной формы, которая дополнительно обеспечивает надлежащее снятие отложений в зоне изгибов трубы и т. п. Проходящие наискось к оси вращения преимущественно в форме винтовой линии лезвия, помимо требуемого высокого снимающего действия, создают также эффект удаления снятого материала, который вместе с промывочной водой заботится о его безупречном, без проблем удалении. Сам корпус фрезы может быть рационально изготовлен и образует особенно стойкую и обладающую высокой режущей способностью фрезу с длительным сроком службы.
Поскольку фреза во время продольной подачи приводится во вращательное движение, то создающий продольную подачу тяговый канат во избежание явлений закручивания или раскручивания не должен скручиваться. Проворачиваемые одна по отношению к другой полумуфты препятствуют передаче вращательного движения фрезерной головке на тяговый канат и обеспечивают безупречное протягивание вращающейся фрезерной головки.
На фиг. 1 схематично изображено устройство для очистки трубопровода способом согласно изобретению;
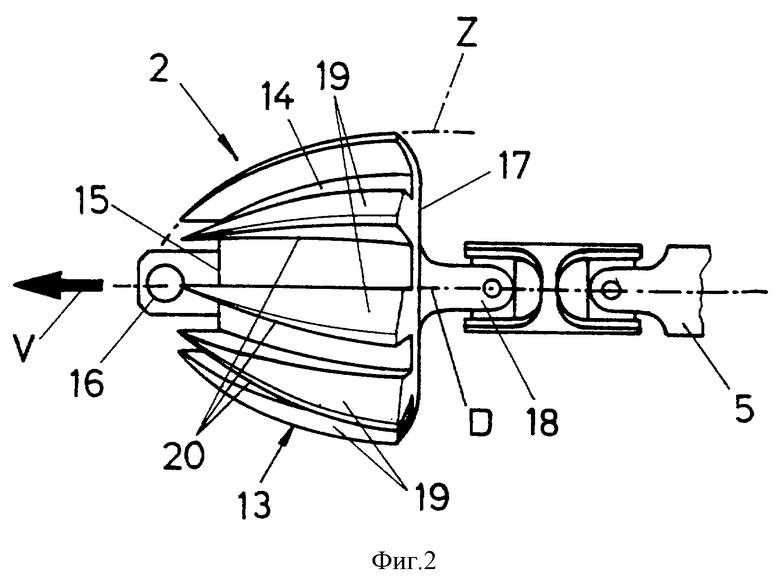
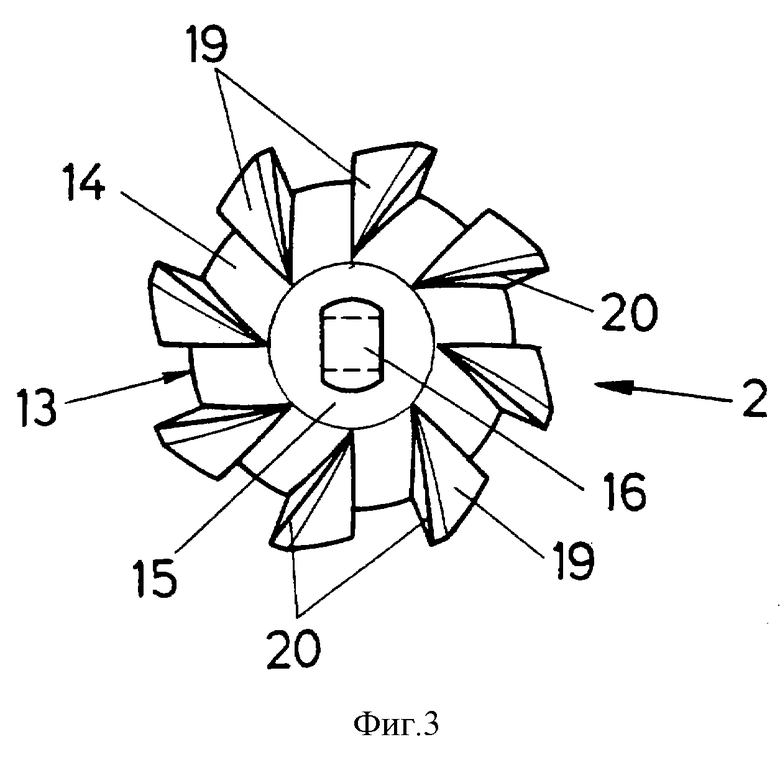
на фиг.2 и 3 - очищающий инструмент устройства для осуществления способа, соответственно вид сбоку и с торца.
Канализационная система Е здания G содержит трубопровод 1, который включает в себя обратный стояк F, заканчивающийся вверху в вентиляционной шахте L и переходящий внизу в горизонтальный отрезок Н. Для очистки такого трубопровода 1 отложения А в трубе эффективно и без опасности подпора и повреждения снимают в процессе фрезерования с направленной снизу вверх продольной подачей V, причем служащую очищающим инструментом фрезу 2 протягивают в направлении подачи с помощью устройства 3 канатной тяги и приводят во вращение с задней в направлении подачи стороны через приводное устройство 4 посредством винтовой пружины 5.
Для этого трубопровод 1 открывают вверху в зоне вентиляционной шахты L и внизу в зоне ревизионной шахты R горизонтального отрезка Н и делают доступным очищаемый отрезок трубы. Затем подробно не показанным образом посредством установленного на крыше приводного агрегата сверху через вентиляционную шахту L в трубопровод 1 вводят винтовую пружину и, вращая, продвигают ее до зоны ревизионной шахты R, после чего верхний конец винтовой пружины отсоединяют от приводного агрегата и соединяют с тяговым канатом 6 устройства 3 канатной тяги, так что с помощью винтовой пружины тяговый канат можно протянуть сверху вниз через трубопровод 1 до ревизионной шахты R. Теперь можно начинать собственно процесс очистки.
Винтовую пружину 5 присоединяют к приводному устройству 4, обеспечивающему привод фрезы с регулированием частоты вращения, и оснащают фрезой 2, которую, в свою очередь, через муфту 7 вращения подвешивают к тяговому канату 6. Тяговый канат 6 проходит по соответственно регулируемой консоли 8 устройства 3 канатной тяги и может быть протянут посредством входящей в состав устройства 3 моторной лебедки 9 с регулируемой скоростью протягивания. Одновременно с наматыванием тягового каната 6, который обеспечивает продольную подачу V фрезы 2 вдоль трубопровода 1, фрезу 2 через приводное устройство 4 и винтовую пружину 5 приводят во вращение, в результате чего происходит фрезерная очистка. Кроме того, через верхний водопровод 10 сверху в трубопровод 1 подают промывочную воду W, а снизу за фрезой 2 посредством встроенного в приводное устройство 4 насосного агрегата нагружают давлением введенное в горизонтальный отрезок Н сопловое тело 11 и в направлении S стекания в трубопроводе 1 разбрызгивают промывочную воду W с тем, чтобы удалить снятый материал.
На своем встречном направлении S стекания пути через трубопровод 1 фреза 2 сфрезеровывает мелкие куски отложений А, и снятый материал К сразу же смывают в направлении уже очищенного отрезка трубы, поэтому не возникает опасности засорения и сбоев. Муфта 7 вращения между фрезой 2 и канатной тягой 6, содержащая две проворачиваемые одна по отношению к другой полумуфты 12, препятствует передаче вращательного движения от фрезы 2 на тяговый канат 6, что предотвращает закручивание каната. За счет соответствующего регулирования частоты вращения фрезы 2, с одной стороны, и согласованной с этой частотой вращения скорости подачи, с другой стороны, которую можно регулировать натяжением на моторной лебедке 9, фрезерные работы можно оптимальным образом производить в соответствии с данными отложениями А и изменениями направления трубопровода 1, что обеспечивает эффективную очистку.
Как видно на фиг.2 и 3, в качестве фрезы 2 предусмотрена фрезерная головка 13 с выполненным, в основном, выпуклым в направлении продольной подачи V корпусом 14, причем на переднем в направлении подачи торце 15 расположена проушина 16 для присоединения тягового каната 6 или муфты 7 вращения, а на заднем торце 17 - цапфа 18 для присоединения винтовой пружины 5. Корпус 14 фрезы состоит из тела вращения с дугообразно ниспадающей в сторону проушины 16 для подвешивания образующей Z, вращающейся вокруг оси D привода за счет проушины 16 и цапфы 18, причем на боковой поверхности тела вращения выполнены ножевые детали 19, которые образуют лезвия 20, проходящие вдоль винтовых линий. Благодаря этой фрезерной головке 13 происходит эффективное сфрезеровывание мелких кусков отложений А внутри трубопровода 1, причем фрезерная головка за счет своей направленной вперед выпуклой формы без проблем снимает отложения разной толщины и без ухудшения фрезерной обработки может повторять изменения направления трубопровода.
Способ очистки согласно изобретению приводящий к снятию отложений в трубе за счет встречного направлению стекания процесса фрезерования, обеспечивает рациональную, щадящую трубопровод и инструмент и наилучшим образом согласуемую с данными условиями очистку самых разных трубопроводов.
Изобретение относится к области очистки трубопровода с обратным стояком и может быть использовано для снятия отложений в трубе и одновременного их удаления в различных трубопроводах. В способе очистки трубопровода с обратным стояком приводящую во вращение через гибкий вал фрезу для снятия отложений в трубе подвергают проходящей в направлении трубопровода продольной подаче и одновременно для удаления снятого материала ниже зоны снятия разбрызгивают промывочную воду в трубопроводе в направлении стекания снятых отложений с избыточным давлением. При этом отложения в трубе снимают со встречной направлению стекания снятых продольных отложений продольной подачей, для чего фрезу вводят в трубопровод ниже обратного стояка и протягивают с передней в направлении подачи стороны. Промывочную воду подают также выше зоны снятия отложений, а фрезу приводят во вращение с задней в направлении подачи стороны. В устройстве для осуществления способа вращательно-симметричная относительно оси привода фрезерная головка имеет цапфу на своем заднем торце, а на переднем торце - проушину для подвешивания, при этом фрезерная головка выполнена в виде тела вращения в качестве корпуса фрезы с дугообразно ниспадающей в сторону проушины для подвешивания образующей, на боковой поверхности которого выполнены ножевые детали, образующие проходящие преимущественно вдоль винтовых линий лезвия. Изобретение обеспечивает надежную очистку трубопроводов без опасности засорения или подпора. 2 с. и 2 з.п. ф-лы, 3 ил.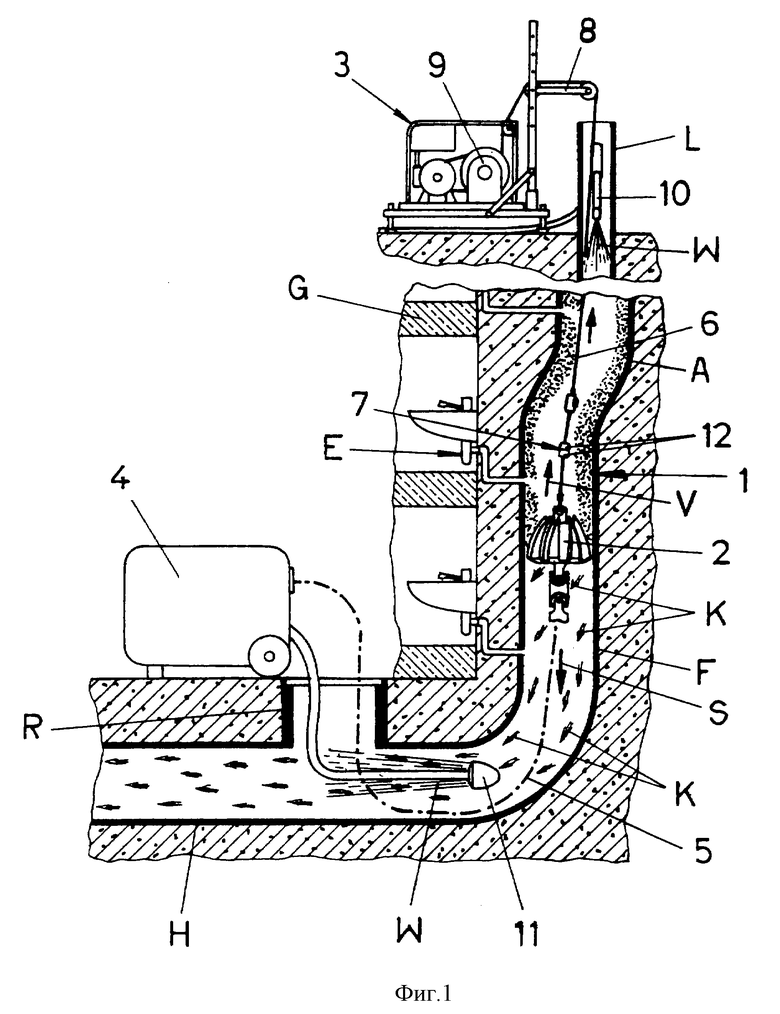
| Устройство для транспортирования плодов | 1988 |
|
SU1565474A1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 1994 |
|
RU2074213C1 |
| УСТРОЙСТВО для ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДОВ от ОТЛОЖЕНИЙ | 1972 |
|
SU435016A1 |
