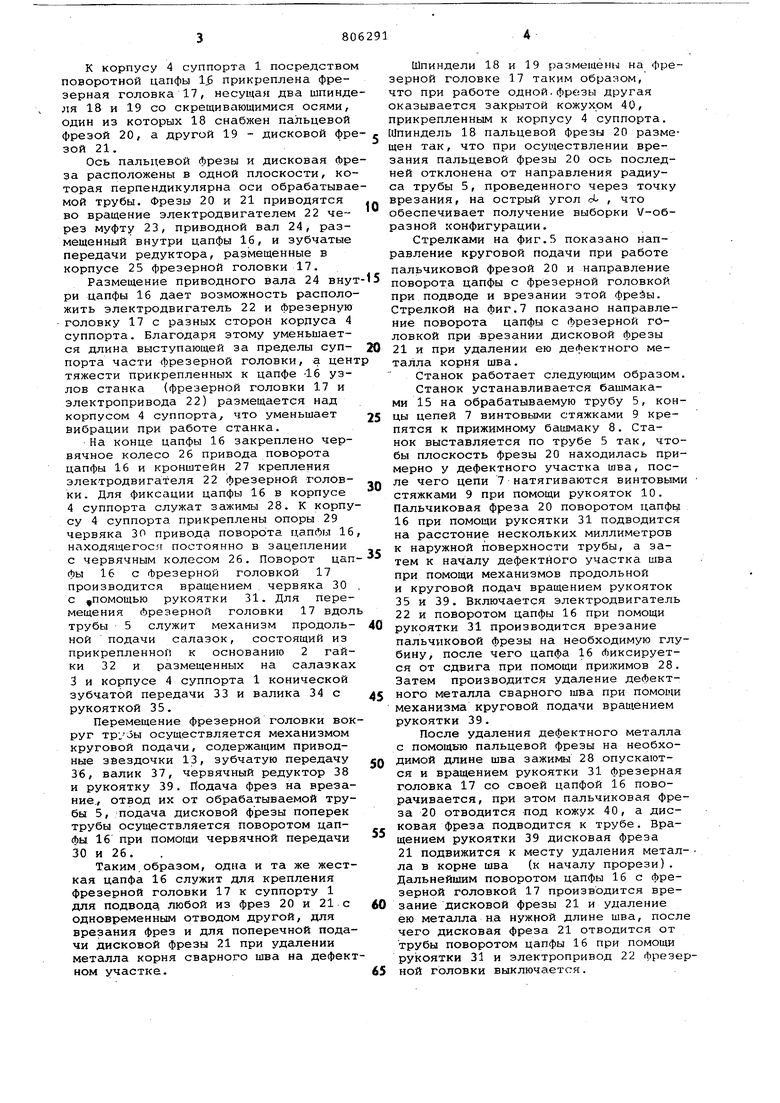
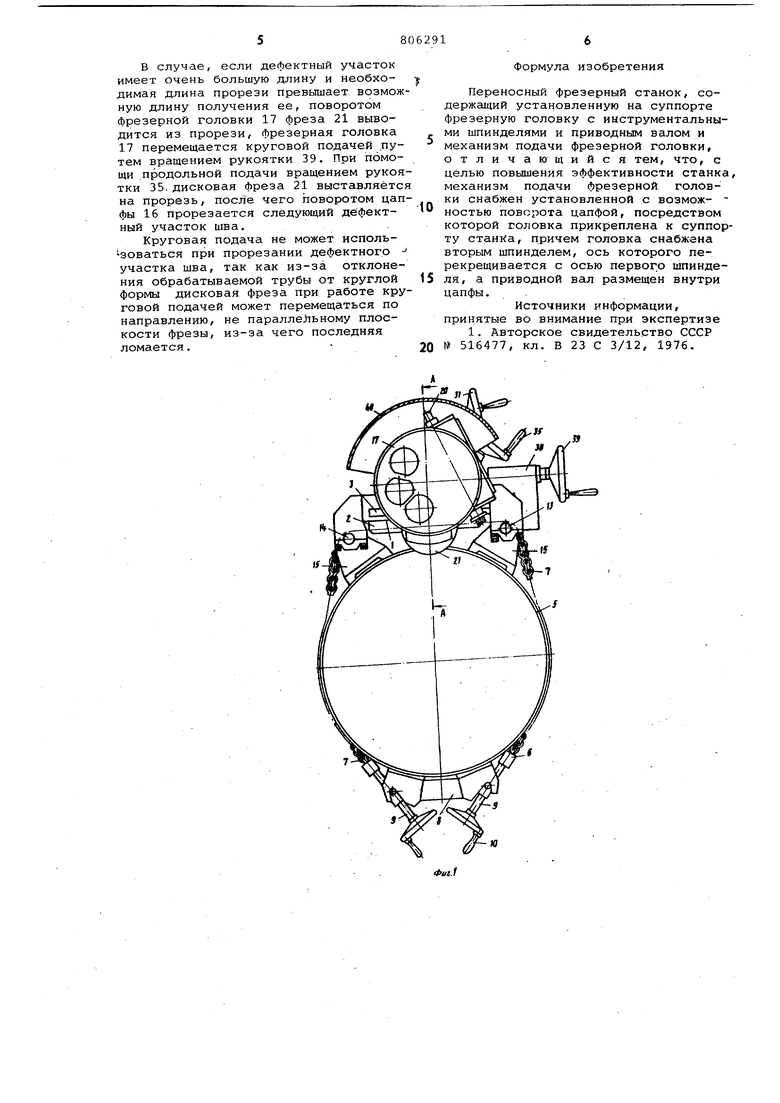
Изобретение относится к станкостроению, в частности к переносным станкам для обработки труб,преимущественно к средствам механизации рабо по удалению дефектного металла сварных стыковых швов трубопроводов из нержавеющей и углеродистой стали. Известны переносные фрезерные ста ки, содержащие установленные на суппортах Фрезерные головки, устройства для крепления суппорта и механизм по дач, фрезерной головки Недостатком известных станков является то, что станок не может быть использован для обработки швов, Удаленных от конца трубы, и для получения выборки V-образной , а также то, что механизм подач не обладает достаточной жесткостькз, необходимой для обработки труднообрабатываемых материалов. Цель изобретения - повышение эффективности станка. С этой целью механизм подачи фрезерной головки снабжен установленной с возможностью поворота цапфой, посредством которой головка прикреплена к суппорту станка, причём головка снабжена вторым шпинделем, ось которого перекрещивается с осью первого шпинделя, а приводной вал фрезерной головки размещен внутри цапфы. На фиг.1 представлен предлагаемый станок, вид спереди; на фиг.2 - раз-, рез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - кинематическая схема фрезерной головки; на фиг.5схема удаления дефектного металла шва пальчиковой фрезой; на фиг.6 сечение В-В на фиг.5; на фиг.7 - схема удаления дефектного металла корня шва дисковой фрезой; на фиг.8 - сечение Г-Г на фиг.7. Переносный фрезерный станок содержит суппорт 1, состоящий из осно- вания 2 и салазок 3 с прикрепленным к ним корпусом 4. Основание 2 закрепляется к обрабатываемой трубе 5 при помощи устройства 6, включающего цепи 7, прижимной башмак 8 и винтовые стяжки 9 с рукоятками 10, закрепленными к концам цепей 7. Цепи 7 перекинуты через приводные звездочки 11 и холостые звездочки 12, установленные соответственно на осях 13 и 14, прикрепленных к основанию 2. Основание 2 через оси 13 и 14 опирается одетыми на них башмаками 15 на обрабатываемую трубу 5.. К корпусу 4 суппорта 1 посредство поворотной цапфы 1 прикреплена фрезерная головка 17, несущая два шпинд ля 18 и 19 со скрещивающимися осями, один из которых 18 снабжен пальцевой фрезой 20, а другой 19 - дисковой фр ЗОЙ 21. Ось пальцевой фрезы и дисковая фр за расположены в одной плоскости, ко торая перпендикулярна оси обрабатыва мой трубы. Фрезы 20 и 21 приводятся во вращение электродвигателем 22 через муфту 23, приводной вал 24, размещенный внутри цапфы 16, и зубчатые передачи редуктора, размещенные в корпусе 25 фрезерной головки 17. Размещение приводного вала 24 вну ри цапфы 16 дает возможность располо жить электродвигатель 22 и фрезерную головку 17 с разных сторон корпуса 4 суппорта. Благодаря этому уменьшается длина выступающей за пределы суппорта части фрезерной головки, а цен тяжести прикрепленных к цапфе -16 узлов станка (фрезерной головки 17 и электропривода 22) размещается над корпусом 4 суппортау что уменьшает Вибрации при работе станка. На конце цапфы 16 закреплено червячное колесо 26 привода поворота цапфы 16 и кронштейн 27 крепления электродвигателя 22 фрезерной головки. Для фиксации цапфы 16 в корпусе 4 суппорта служат зажимы 28. К корпу су 4 суппорта прикреплены опоры 29 червяка 30 привода поворота цапфы 16 находящегося постоянно в зацеплении с червячным колесом 26. Поворот цап фы 16 с фрезерной головкой 17 производится вращением червяка 30 с помощью рукоятки 31. Для перемещения Фрезерной головки 17 вдол трубы 5 служит механизм продольной подачи салазок, состоящий из прикрепленной к основанию 2 гайки 32 и размещенных на салазках 3 и корпусе 4 суппорта 1 конической зубчатой передачи 33 и валика 34 с рукояткой 35. Перемещение фрезерной головки вок руг тр:оы осуществляется механизмом круговой подачи, содержащим приводные звездочки 13, зубчатую передачу 36, валик 37, червячный редуктор 38 и рукоятку 39. Подача фрез на врезание., отвод их от обрабатываемой трубы 5, подача дисковой фрезы поперек трубы осуществлйется поворотом цапфы 16 при помощи червячной передачи 30 и 26. Таким образом, одна и та же жесткая цапфа 16 служит для крепления фрезерной головки 17 к суппорту 1 для подвода любой из фрез 20 и 21 с одновременным отводом другой, для врезания фрез и для поперечной подачи дисковой фразы 21 при удалении металла корня сварного шва на дефект ном участке. Шпиндели 18 и 19 размещен 1 на фрезерной головке 17 таким образом, что при работе одной.фрезы другая оказывается закрытой кожухом 40, прикрепленным к корпусу 4 суппорта. Шпиндель 18 пальцевой фрезы 20 размещен так, что при осуществлении врезания пальцевой фрезы 20 ось последней отклонена от направления радиуса трубы 5, проведенного через точку врезания, на острый угол сА- , что обеспечивает получение выборки V-образной конфигурации. Стрелками на фиг.5 показано направление круговой подачи при работе пальчиковой фрезой 20 и направление поворота цапфы с фрезерной головкой при подводе и врезании этой фрейы. Стрелкой на фиг.7 показано направление поворота цапфы с фрезерной головкой при врезании дисковой фрезы 21и при удалении ею дефектного металла корня шва. Станок работает следующим образом. Станок устанавливается башмаками 15 на обрабатываемую трубу 5, концы цепей 7 винтовыми стяжками 9 крепятся к прижимному башмаку 8. Станок выставляется по трубе 5 так, чтобы плоскость фрезы 20 находилась примерно у дефектного участка щва, после чего цепи 7 натягиваются винтовыми стяжками 9 при помощи рукояток 10. Пальчиковая фреза 20 поворотом цапфы 16 при помощи рукоятки 31 подводится на расстоние нескольких миллиметров к наружной поверхности трубы, а затем к началу дефектного участка шва при помощи механизмов продольной и круговой подач вращением рукояток 35 и 39. Включается электродвигатель 22и поворотом цапфы 16 при помощи рукоятки 31 производится врезание пальчиковой фрезы на необходимую глубину, после чего цапфа 16 Фиксируется от сдвига при помощи прижимов 28. Затем производится удаление дефектного металла сварного шва при помощи механизма круговой подачи вращением рукоятки 39. После удаления дефектного металла с помощью пальцевой фрезы на необходимой длине шва зажимы 28 опускаются и вращением рукоятки 31 фрезерная головка 17 со своей цапфой 1б поворачивается, при этом пальчиковая фреза 20 отводится под кожух 40, а дисковая фреза подводится к трубе. Вращением рукоятки 39 дисковая фреза 21 подвижится к месту удаления метал- ла в корне шва (к началу прорези). Дальнейшим поворотом цапфы 16 с фрезерной головкой 17 производится врезание дисковой фрезы 21 и удаление ею металла на нужной длине шва, после чего дисковая фреза 21 отводится от трубы поворотом цапфы 16 при помощи рукоятки 31 и электропривод 22 Фрезерной головки выключается.
В случае, если дефектный участок имеет очень большую длину и необходимая длина прорези превышает возможную длину получения ее, поворотом фрезерной головки 17 фреза 21 выводится из прорези, фрезерная головка 17 перемещается круговой подачей путем вращением рукоятки 39, При помощи .продольной подачи вращением рукоятки 35. дисковая фреза 21 выставляется на прорезь, после чего поворотом цапфы 16 прорезается следующий дефектный участок шва.
Круговая подача не может исполь зоваться при прорезании дефектного - участка шва, так как из-за отклонения обрабатываемой трубы от круглой формы дисковая фреза при работе круговой подачей может перемещаться по направлению, не параллельному плоскости фрезы, из-за чего последняя ломается.
Формула изобретения
Переносный фрезерный станок, содержащий установленную на суппорте фрезерную головку с инструментальными шпинделями и приводным валом и механизм подачи фрезерной головки, отличающийся тем, что, с целью повышения эффективности станка, механизм подачи фрезерной головки снабжен установленной с возмож- 0ностью поворота цапфой, посредством которой головка прикреплена к суппорту станка, причем головка снабжена вторым шпинделем, ось которого перекрещивается с осью первого шпинде5ля, а приводной вал размещен внутри цапфы.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 516477, кл. В 23 С 3/12, 1976.
0
Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНОСНОЙ ФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗКИ РЕМОНТНЫХ ОТВЕРСТИЙ И НАКЛАДОК В КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ | 1992 |
|
RU2013189C1 |
| Станок для обработки секторов сварных отводов трубопроводов | 1978 |
|
SU764872A1 |
| Станок для фрезерования коленчатыхВАлОВ | 1979 |
|
SU823014A1 |
| Переносный станок для обработки сварных швов | 1977 |
|
SU636060A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1978 |
|
SU778005A1 |
| Устройство к токарному станку для нарезания глобоидных червяков | 1980 |
|
SU944826A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |

JO
Фиг.З
