Изобретение относится к обработке металлов давлением в сочетании с термообработкой и упрочнением трущихся поверхностей гальваническим методом, например хромированием. В частности, изобретение может быть использовано для изготовления хромированных поршневых колец.
Известен способ изготовления хромированных поршневых колец, заключающийся в том, что из плющеной ленты навивают спираль, которую базируют на оправке заданного диаметра и подвергают обработке, включающей следующие операции: шлифование, хромирование и термофиксацию при t ≤ 300oC, после чего спираль разрезают на отдельные кольца (SU 225005, 10.12.1968, В 23 Р 15/06)[1].
Недостатком известного способа является то, что при термофиксации хромированной спирали на оправке при t ≤ 300oС не обеспечивается достаточно полного снятия остаточных напряжений и, следовательно, не достигается необходимая точность спирали по заданному диаметру, а повышение температуры термофиксации выше 300oС снижает твердость хрома и его износостойкие свойства.
Известен способ изготовления хромированных поршневых колец, включающий навивку из стальной ленты спирали с последующей ее термофиксацией, полированием, хромированием и разрезкой на отдельные кольца (SU 311720, 15.10.1971, В 23 Р 15/06) [2].
Недостатками этого способа изготовления хромированных поршневых колец является следующее.
1. B процессе термофиксации спираль покрывается окисной пленкой, что нарушает токопроводность и отрицательно отражается на качестве хромирования - неравномерный слой хрома по толщине.
2. В процессе полирования спирали в зазоры между витками навиваются отходы от полирования (грязь), что также нарушает токопроводность при хромировании и дополнительно снижает качество хромирования - отслаивание, дентриты (наросты).
Задачей изобретения является создание способа изготовления хромированных поршневых колец, обеспечивающего в процессе их производства равномерное по толщине хромированное покрытие без сколов, отслаивания и дентритов.
Для решения поставленной задачи в известном способе изготовления хромированных поршневых колец, включающем навивку из стальной ленты спирали с последующей ее термофиксацией, полированием, хромированием и разрезкой на отдельные кольца, согласно изобретению навитую спираль из стальной ленты базируют на оправке заданного диаметра с закреплением торцев и производят последующую обработку на оправке, в процессе которой осуществляют термофиксацию и полирование, после чего спираль снимают с оправки и производят подготовку ее поверхности к хромированию, перед хромированием спираль базируют на оправке заданного диаметра, после хромирования спираль снимают с упомянутой оправки и обезводораживают в печи при температуре до 250oС, вновь базируют на оправке или в гильзе заданного диаметра и разрезают на отдельные кольца.
В процессе подготовки поверхности спирали к хромированию производят ее зачистку, травление и обезжиривание.
Такие технологические решения позволяют повысить качество хромирования, обеспечивая равномерный слой хрома по толщине в одном кольце и по длине спирали с надежным сцеплением слоя хрома с основным материалом кольца.
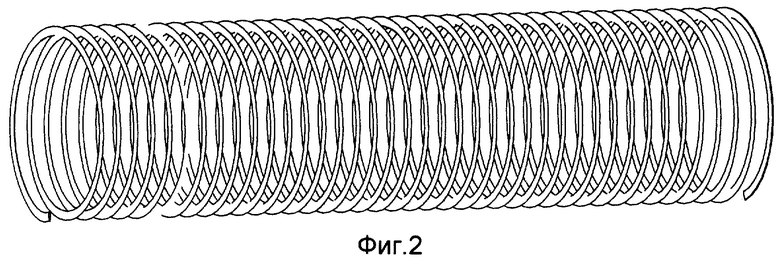
На фиг 1 показана спираль, сбазированная на оправку заданного диаметра.
На фиг.2 в аксонометрии показана спираль в свободном состоянии.
Способ осуществляют в следующей последовательности.
1. Из плющенной стальной ленты навивают спираль заданного диаметра и заданной длины.
2. Навитую спираль базируют на оправку заданного диаметра таким образом, чтобы по внутреннему диаметру витки спирали плотно прилегали к поверхности оправки, а в осевом направлении - друг к другу и зажимают с торцов (фиг.1).
3. Спираль на оправке термофиксируют при температуре 350..500oС.
4. Термофиксируемую спираль полируют на оправке.
5. Полированную спираль снимают с оправки (фиг.2), зачищают от окисной пленки и продуктов полирования в местах контакта, обезжиривают и базируют вновь на оправке заданного диаметра, предварительно зачищенной в местах контакта со спиралью.
6. Спираль хромируют на оправке.
7. Хромированную спираль снимают с оправки, промывают от электролита и обезводораживают в печи при температуре до 250oС.
8. Хромированную спираль разрезают на отдельные кольца, предварительно спираль базируют на оправке или в гильзе заданного диаметра в зависимости от способа разрезки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1998 |
|
RU2132763C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| СПОСОБ БАЗИРОВАНИЯ СПИРАЛИ ИЗ СТАЛЬНОЙ ПРОВОЛОКИ ИЛИ ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2254222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХРОМИРОВАННЫХ ПОРШНЕВЫХКОЛЕЦ | 1971 |
|
SU311720A1 |
| Способ изготовления хромированных поршневых колец | 1974 |
|
SU502738A2 |
| Способ изготовления поршневых колец | 1977 |
|
SU715277A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ МАСЛОСЪЕМНЫХ ПОРШНЕВЫХ КОЛЕЦ | 2005 |
|
RU2318645C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ КОМПРЕССИОННЫХ ПОРШНЕВЫХ КОЛЕЦ | 2007 |
|
RU2341362C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ ИЗ ЛИСТОВОЙ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2255850C1 |
Изобретение относится к обработке металлов давлением в сочетании с термообработкой и упрочнением трущихся поверхностей гальваническим методом, например хромированием. Из стальной ленты навивают спираль, которую базируют на оправке заданного диаметра с закреплением торцов и подвергают обработке, в процессе которой производят термофиксацию и полирование. Затем спираль снимают с оправки и готовят ее поверхность к хромированию. Перед хромированием спираль базируют на оправке заданного диаметра, а после хромирования снимают с оправки и обезводораживают в печи при температуре до 250oС. Затем спираль базируют на оправке или в гильзе заданного диаметра и разрезают на отдельные кольца. В процессе подготовки поверхности спирали к хромированию производят ее зачистку, травление и обезжиривание. В результате обеспечивается повышение качества хромированных поршневых колец за счет получения равномерного по толщине хромированного покрытия без сколов, отслаивания и дентритов. 1 з.п. ф-лы, 2 ил.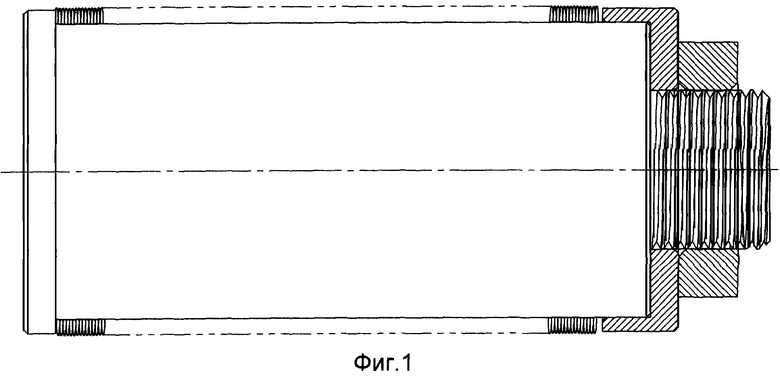
| СПОСОБ ИЗГОТОВЛЕНИЯ ХРОМИРОВАННЫХ ПОРШНЕВЫХКОЛЕЦ | 0 |
|
SU311720A1 |
| SU 225005, 10.12.1968 | |||
| SU 1815104 A1, 15.05.1993 | |||
| US 4176434, 04.12.1979 | |||
| US 4085490, 25.04.1978. | |||

