1. Изобретение относится к обработке металлов давлением, в частности к способам и устройствам для базирования спиралей из стальной ленты или профиля, например при изготовлении поршневых или стопорных колец.
Известны способы базирования спирали из стальной ленты, заключающиеся в том, что спираль надевают на цилиндрическую оправку и обкатывают так, чтобы она плотно облегала ее. Затем спираль на оправке зажимают с торцов шайбой и далее спираль на оправке термофиксируют, полируют, хромируют и разрезают на отдельные кольца (см. SU N225005, 10.12.68, В 23 Р 15/06, N311720, 15.10.71, В 23 Р 15/06). Недостатком этих способов является то, что базирование спирали осуществляется на оправке по внутреннему диаметру спирали, а окончательная точность колец контролируется по внешнему диаметру. Поэтому при последующей термофиксации и разрезке спирали на отдельные кольца точность формы колец по внешнему диаметру и размеру теплового зазора в кольцах при их контроле в кольце-калибре заданного диаметра будет колебаться на величину, зависящую от изменения ширины ленты, из которой навита спираль, и толщины хрома, нанесенного на внешнюю поверхность спирали. Например, при допуске на ширину ленты 0,1 мм (согласно ТУ на ее поставку) и допуске на колебание толщины хрома 0,03 мм размер теплового зазора в кольцах колеблется в пределах 0,8 мм, (0,03+0,1)2π=0,13×2×3,14=0,8164 мм, что недопустимо, так как предельный допуск не должен быть более 0,6 мм. Что же касается необходимой формы кольца по внешнему диаметру, то ее точность можно получить только с помощью дополнительных операций (притирка, хонингование и т.д.). Известен способ базирования спирали из стальной ленты, при котором навитую спираль базируют на оправку заданного диаметра в процессе изготовления поршневых колец несколько раз после каждого вида обработки, в том числе перед термофиксацией спирали и перед разрезкой навитой хромированной спирали на отдельные кольца (см. SU N2182064, 10.05.2002, В 23 Р 15/06). При этом способе базирования спирали колебание размера ширины ленты, из которой навита спираль, также отрицательно влияет на точность формы кольца по внешнему диаметру и разбросу размера теплового зазора кольца.
Задачей изобретения является создание способа базирования спирали, обеспечивающего при ее термофиксации и последующей разрезке спирали на отдельные кольца заданные точности формы колец по внешнему диаметру и размеру теплового зазора. Для решения поставленной задачи спираль из стальной ленты или профиля базируют по внешней поверхности ее диаметра в гильзе заданного внутреннего диаметра, подавая каждый виток спирали в отдельности последовательно внутрь гильзы и фиксируя его одновременно в осевом и радиальном направлениях к базовым поверхностям гильзы, причем первый виток спирали в осевом направлении фиксируется к базовой торцевой поверхности гильзы, а последующие витки к предыдущим виткам с заданным усилием, в зависимости от геометрии ленты или профиля и диаметра навитой спирали.
Такое технологическое решение позволяет повысить точность формы колец по диаметру при термофиксации спирали и размера теплового зазора колец при разрезке спирали на отдельные кольца, исключив влияние колебаний размеров ширины ленты или профиля и толщины покрытия (хрома, никеля и т.д.).
На фиг.1 показано устройство, с помощью которого спираль базируется по внешнему диаметру в гильзе с заданным внутренним диаметром в процессе базирования.
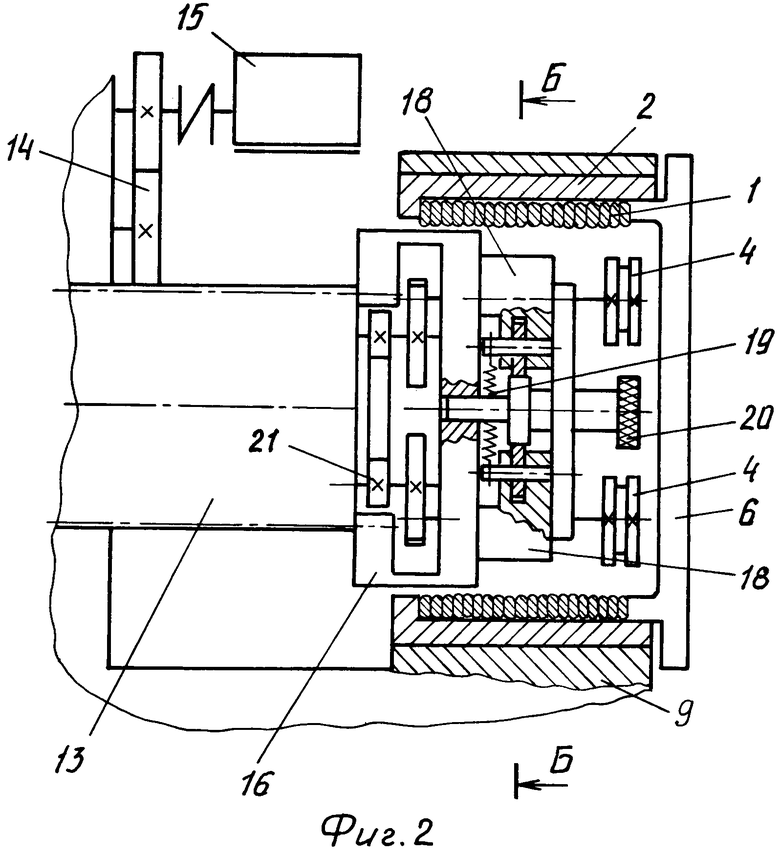
На фиг.2 показаны сбазированная спираль с отведенными базирующими роликами.
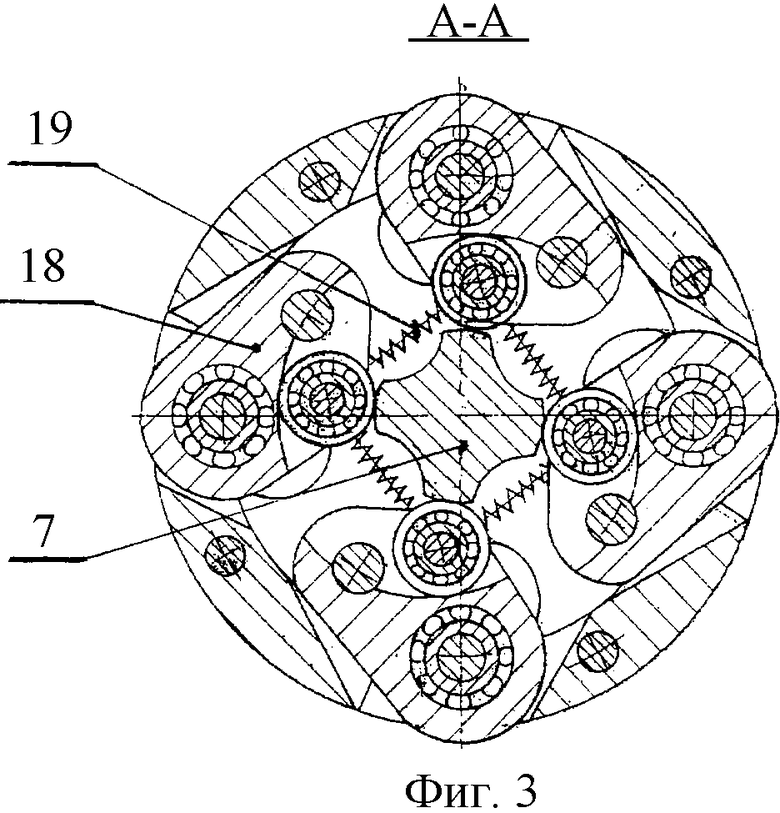
На фиг.3 показано сечение А-А устройства на фиг.1 в процессе базирования.
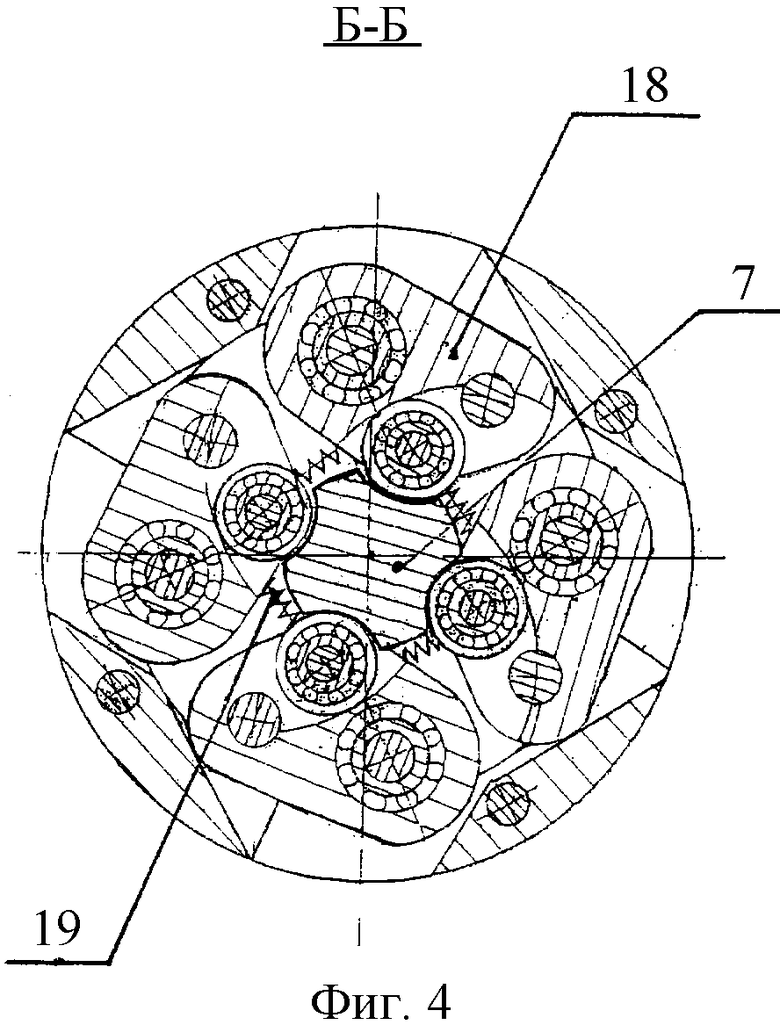
На фиг.4 показано сечение Б-Б устройства на фиг.2 сбазированной спирали.
Способ базирования спирали в гильзе с заданным внутренним диаметром осуществляется с помощью специального устройства (фиг.1, фиг.2, фиг.3, фиг.4) в следующей последовательности:
- первый виток спирали 1 вводится в гильзу 2 и прижимается к ее внутренней торцевой поверхности 3 с заданным усилием, а второй виток спирали 1 вставляется в пазы базирующих роликов 4;
- включается привод устройства 15, и спираль 1 последовательно, по одному витку, вводится в гильзу 2 с помощью базирующих роликов 4 и раскручивается ими, базируя витки спирали 1 в радиальном направлении по заданному внутреннему диаметру гильзы 2, а в осевом направлении к ее внутренней торцевой поверхности 3 с заданным усилием с помощью груза 5 через торцы базирующих роликов 4;
- сбазированная спираль 1 зажимается с торца крышкой 6. Базирующие ролики 4 с помощью кулака 7 отводятся радиально внутрь спирали 1, и каретка 8 с базирующими роликами 4 выводится из зоны базирования спирали 1, а спираль 1 совместно с гильзой 2 подается на позицию термофиксации или разрезки ее на отдельные кольца.
2. Изобретение относится к обработке металлов давлением, в частности может быть использовано для базирования спиралей из стальной ленты или профиля, например, при изготовлении поршневых или стопорных колец.
Известно устройство для базирования (натягивания) спирали на оправку (см. SU N240442, 14.01.69, Кл. 48а, 5/68, МПК С 23 в). Это устройство применяется при базировании спиралей на оправку по их внутреннему диаметру, что является недостатком этого устройства.
Задачей изобретения является устройство, обеспечивающее базирование спирали по внешнему диаметру с целью получения после термофиксации и разрезки ее на отдельные кольца заданной формы по внешнему диаметру и заданного размера теплового зазора колец.
Для решения поставленной задачи предлагается устройство для базирования спирали из стальной ленты или профиля.
Устройство показано на фиг.1-4.
Устройство содержит: корпус 9, на котором закреплены гильза 2 с заданным внутренним диаметром и внутренней торцевой поверхностью 3 и каретка 8 на направляющих 10; в каретке 8 закреплен неподвижный вал 11 с шестерней 12, на котором установлена на подшипниках удлиненная шестерня 13, входящая в зацепление с шестерней 14 привода устройства 15; с торца удлиненной шестерни 13 закреплена составная планшайба 16 с установленными осями 17, на которых смонтированы рычаги 18 с базирующими роликами 4, которые пружинами 19 прижимаются к кулаку 7, имеющему возможность поворачиваться с помощью рукоятки 20; базирующие ролики 4 кинематически через блок шестерен 21 связаны с шестерней 12 неподвижного вала 11 таким образом, что составная планшайба 16 вращается в сторону закручивания спирали 1, а базирующие ролики 4 вращаются в сторону раскручивания спирали 1, причем линейная скорость вращения базирующих роликов 4 не менее чем на 5% больше линейной скорости вращения составной план-шайбы 16; каретка 8 с установленными на ней деталями через трос 22 и блок 23 соединена с грузом 5 заданного веса и имеет возможность двигаться вдоль направляющих 10.
Устройство для базирования спирали из стальной ленты или профиля работает следующим образом.
Перед началом работы с помощью каретки 8 вводим в гильзу 2 базирующие ролики 4, затем вводим первый виток спирали 1 и прижимаем его к внутренней торцевой поверхности 3 гильзы 2 торцевой поверхностью базирующих роликов 4, а второй виток спирали вводим в пазы базирующих роликов 4, предварительно разводим базирующие ролики 4 в радиальном направлении поворотом кулака 7 с помощью рукоятки 20. При этом первый виток спирали 1 прижимается к базовому торцу 3 гильзы 2 торцевой поверхностью базирующих роликов 4 с помощью груза 5.
Далее, включается привод устройства 15 и спираль 1 последовательно, по одному витку, обкатывается базирующими роликами 4, прижимаясь внешним диаметром к внутреннему диаметру гильзы 2 и ее внутренней торцевой поверхности 3. Поступающий последовательно из базирующих роликов 4 каждый виток спирали 1, прижимаясь к предыдущему витку, перемещает каретку 8 вдоль оси гильзы 2, преодолевая сопротивление груза 5.
По окончании загрузки всех витков спирали 1 отключается привод устройства 15. Спираль 1 зажимается с торца крышкой 6, а базирующие ролики 4 отводятся внутрь спирали 1 кулаком 7 поворотом рукоятки 20, и каретка 8 с базирующими роликами 4 выводится из зоны базирования с помощью груза 5.
В результате использования изобретения экономический эффект ожидается от повышения точности колец перед финишной обработкой и снижения отхода дорогостоящей стальной ленты и профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ХРОМИРОВАННЫХ ПОРШНЕВЫХ КОЛЕЦ | 2000 |
|
RU2182064C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1998 |
|
RU2132763C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |
| СОСТАВНОЕ ПОРШНЕВОЕ КОЛЬЦО | 2004 |
|
RU2272949C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ СПИРАЛЕЙ | 1998 |
|
RU2146178C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ МАСЛОСЪЕМНЫХ ПОРШНЕВЫХ КОЛЕЦ | 2005 |
|
RU2318645C2 |
| Способ изготовления поршневых колец | 1977 |
|
SU715277A1 |
| СОСТАВНОЕ ПОРШНЕВОЕ КОЛЬЦО | 1998 |
|
RU2145018C1 |
| СОСТАВНОЕ ПОРШНЕВОЕ КОЛЬЦО | 2000 |
|
RU2177569C2 |
Изобретение относится к обработке металлов давлением, в частности к способам и устройствам для базирования спиралей из стальной ленты или профиля при изготовлении поршневых или стопорных колец. В способе базирования спирали из стальной ленты или профиля спираль из стальной ленты или профиля базируют по внешней поверхности ее диаметра в гильзе заданного внутреннего диаметра при подаче каждого витка спирали в отдельности последовательно внутрь гильзы и фиксируют его одновременно в осевом и радиальном направлениях к базовым поверхностям гильзы, причем первый виток спирали в осевом направлении фиксируют к базовой торцевой поверхности гильзы, а последующие витки - к предыдущим виткам с заданным усилием. Устройство для осуществления способа базирования спирали содержит гильзу с заданным внутренним диаметром и внутренней торцевой поверхностью, каретку с неподвижным валом и шестерней, кинематически связанную базирующими роликами, закрепленными на составной планшайбе таким образом, что составная планшайба вращается в сторону закручивания спирали, а базирующие ролики - в сторону раскручивания спирали, при этом линейная скорость вращения базирующих роликов не менее, чем на 5% больше линейной скорости вращения составной планшайбы, а каретка через трос связана с грузом заданного веса и имеет возможность двигаться по направляющим вдоль оси гильзы и постоянно поджимать витки спирали и спираль в целом через торцевые поверхности базирующих роликов к внутренней торцевой поверхности гильзы. Обеспечивается заданная точность формы колец по внешнему диаметру и размеру теплового зазора при термофиксации и разрезке ее на отдельные кольца. 2 н. и 1 з.п. ф-лы, 4 ил.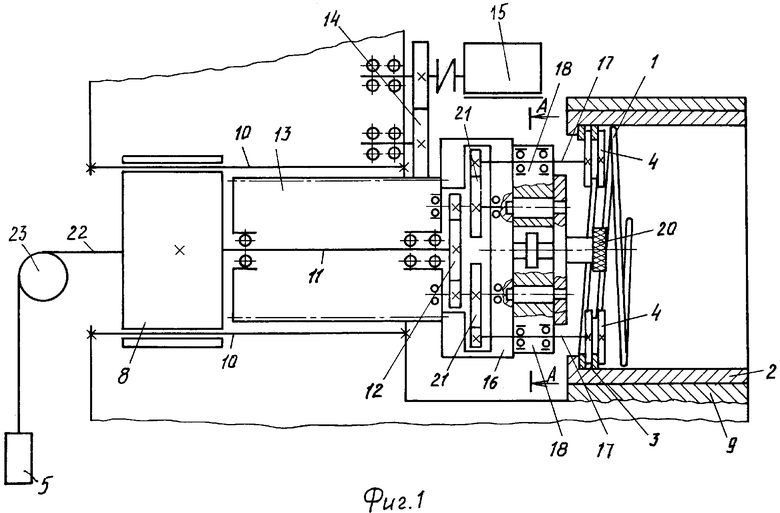
| СПОСОБ ИЗГОТОВЛЕНИЯ ХРОМИРОВАННЫХ ПОРШНЕВЫХ КОЛЕЦ | 2000 |
|
RU2182064C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАТЯГИВАНИЯ СПИРАЛИНА ОПРАВКУ | 0 |
|
SU240442A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1998 |
|
RU2132763C1 |
| Способ изготовления поршневых колец двигателей внутреннего сгорания | 1990 |
|
SU1782202A3 |
| US 4176434 A, 04.12.1979. | |||

