Изобретение относится к металлообработке и может быть использовано для снятия заусенцев, скругления острых кромок, образованных пересечением отверстий, поверхностей в полостях корпусов, других труднодоступных местах деталей.
Цель изобретения - расширение технологических возможностей эластичного инструмента за счет обеспечения снятия заусенцев с острых кромок отверстий в труднодоступных местах заготовок.
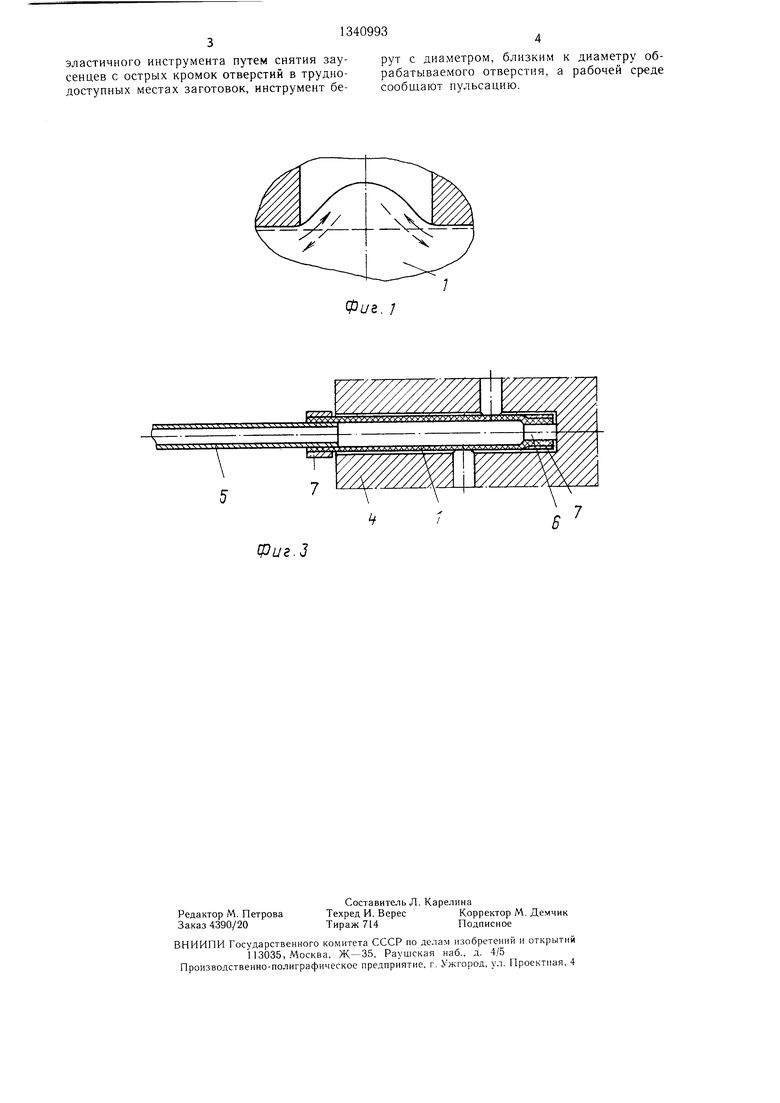
На фиг. 1 изображена схема снятия заусенцев с внутренней кромки отверстия; на фиг. 2 - схема обработки с использованием объемного упругого элемента; на фиг. 3 - то же, с использованием упругой герметичной оболочки.
Эластичный инструмент выполнен в виде упругого элемента 1 с диаметром, близким к диаметру обрабатываемого отверстия. При возрастании давления в полузамкнутом объеме в зоне обрабатываемых кромок (фиг. 1) упругий элемент 1 выдавливается в отверстие, причем в зоне выступающих кромок деформация упругого элемента, а следовательно, и трение его об обрабатываемую деталь максимальны. При пульсациях давления происходит возвратно-поступательное движение поверхности упругого элемента в зоне выступающих кромок, а следовательно, и интенсивный съем заусенцев, скругление острых кромок.
Инструмент на фиг. 2 содержит упругий элемент 1 из эластомера с абразивным слоем, закрепленным на внешней его поверхности, державку 2 и тягу 3.
Снятие заусенцев осуществляется следующим образом.
Инструмент вводится в обрабатываемую деталь 4 таким образом, чтобы упругий элемент 1 перекрывал зону обработки. К державке 2 и тяге 3 подсоединяют вибратор любого типа (гидравлический, кулачковый и др.), обеспечивающий циклическое сжатие упругого элемента 1 путем перемещения тяги 3 относительно державки 2. Амплитуда перемещения тяги 3 относительно державки 2 выбирается из условия упругого течения элемента 1 в радиальные отверстия (фиг. 2) при одноразовом испытании. В процессе обработки произвольно перемещают, поворачивают упругий элемент 1 приложения к державке и тяге ограниченного осевого усилия, крутящего момента. Поскольку наружный диаметр упругого элемента при снятии деформации меньше диаметра отверстия, в которое он введен, поворот и перемещение элемента 1 происходит только в моменты снятия с него деформации.
Замкнутый объем, в котором происходят деформации элемента 1, в данном случае ограничен поверхностью отверстия и поверхностями державки и тяги, которые контактируют с элементом 1.
0
5
0
5
0
Максимальная частота пульсаций давления элемента 1 определяется скоростями нарастания деформации и восстановления формы упругого элемента при снятии давления.
Инструмент на фиг. 3 содержит упругий элемент 1 в виде трубки (резиновой) с абразивным слоем, закрепленным на внешней ее поверхности, металлическую трубку 5, за- глущку 6 и хомуты 7.
Замкнутый объем, в котором происходит деформация упругой оболочки, в данном случае ограничивается поверхностью отверстия, в которое введен инструмент, и предварительно закрепленной трубкой.
При подаче в трубку рабочей среды под пульсирующим давлением (какое-либо масло, вода, воздух) происходит изменение объема упругого элемента 1, интенсивное трение в зоне внутренних кромок радиальных отверстий, полостей, К трубке также целесообразно прилагать ограниченный крутящий момент. В этом случае проворот трубки осуществляется в моменты сброса давления в ней.
Максимальное давление, подаваемое в упругую оболочку, ограничивается значе-. нием, при котором происходит разрыв оболочки, зависит от диаметра отверстий в обрабатываемой зоне и подбирается при одноразовых испытаниях в каждом конкретном случае.
Опробывание работоспособности инструмента с упругой оболочкой (фиг. 3) проведено следующим образом.
Рабочая часть инструмента представляла собой резиновую трубку )й12хЗ, шаржированную карбидом кремния зеленым марки
63СМ28. Обрабатываемая деталь представляла собой пруток из стали 45 с центральным глухим отверстием jzil2 мм, глубиной 70 мм и радиальным отверстием 07 мм. Для исключения разрыва резиновой трубки металлическую трубку подвода масла перед началом обработки неподвижно закрепляли. Циклическую деформацию резиновой трубки осуществляли периодическим подключением инструмента к маслостанции, сбросом давления. Давление масла 20 кгс/см. Частота пульсаций - 1 пульсация за 4 с. После каждого сброса давления обрабатываемую деталь поворачивали. После 30 пульсаций давления заусенцы были сняты, обрабатываемая кромка скруглена до ,3 мм.
50
Формула изобретения
Способ обработки заготовок эластичным инструментом с закрепленными на его наружной поверхности абразивными частицами, при котором инструмент прижимают к обрабатываемой поверхности посредством рабочего агента, подаваемого под давлением, отличающийся тем, что, с целью расширения технологических возможностей
эластичного инструмента путем снятия заусенцев с острых кромок отверстий в труднодоступных местах заготовок, инструмент берут с диаметром, близким к диаметру обрабатываемого отверстия, а рабочей сообщают пульсацию.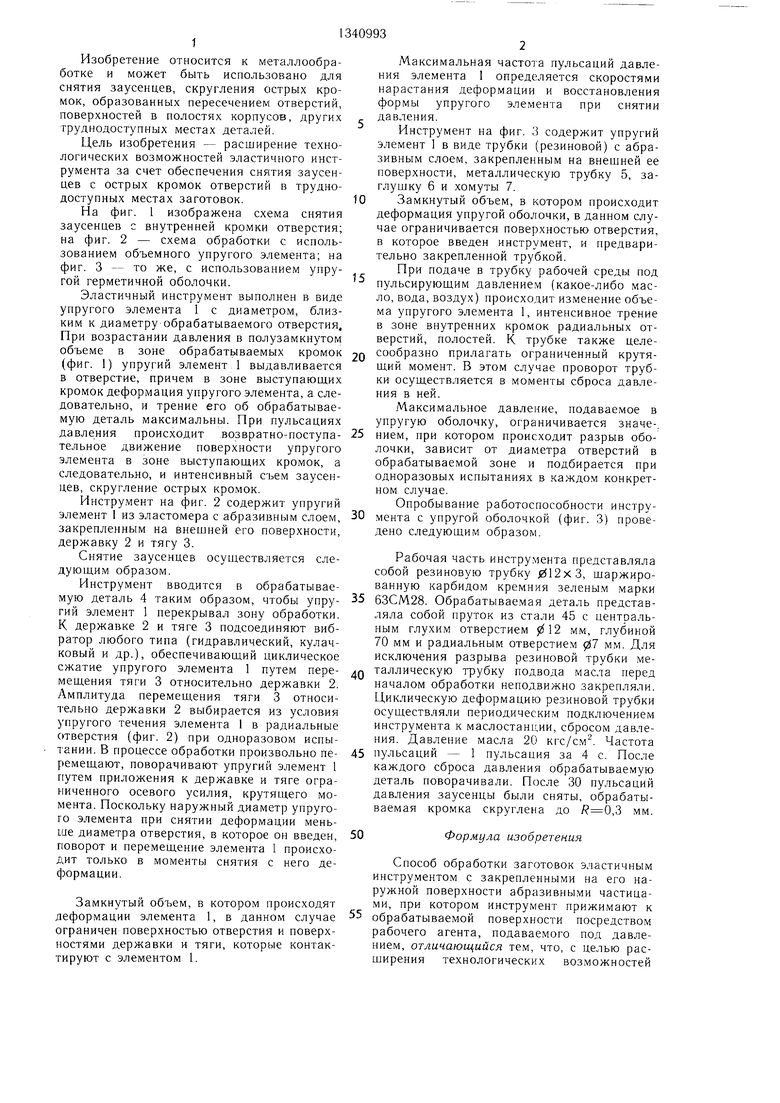
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2003 |
|
RU2238667C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2003 |
|
RU2243069C1 |
| СПОСОБ ПЛАВНО-ПРЕРЫВИСТОГО ИГЛОФРЕЗЕРОВАНИЯ | 2003 |
|
RU2236932C1 |
| СТАНОК ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ | 1995 |
|
RU2080965C1 |
| ГИБКИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2012 |
|
RU2524455C2 |
| Устройство для снятия заусенцев с кромок деталей | 1985 |
|
SU1389946A1 |
| Инструмент для обработки отверстий | 1989 |
|
SU1703434A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ СНЯТИЯ ФАСОК И ЗАУСЕНЦЕВ НА КРОМКАХ ОТВЕРСТИЙ | 1999 |
|
RU2163859C2 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК НА ЗУБЧАТЫХ ДЕТАЛЯХ | 1994 |
|
RU2077413C1 |
| Устройство для обработки торца трубы | 2020 |
|
RU2744786C1 |
Изобретение относится к поверхностной обработке деталей и может быть использовано в машиностроительной и других отраслях промышленности. Оно позволяет расширить технологические возможности эластичного инструмента за счет обеспечения снятия заусенцев с острых кромок отверстий в труднодоступных местах заготовок. Инструмент выполнен в виде упругого элемента 1, который берут с диаметром, близким к диаметру обрабатываемого отверстия, и вводят в зону обработки. При этом упругий элемент ограничивают поверхностями детали 4, образуя замкнутый объем. Упругому элементу сообщают пульсацию. 3 ил. Фиг. 2 (Л 00 4 О СО со СО
0i/. 7
иг.З
Составитель Л. Карелина
Техред И. ВересКорректор М. Демчик
Тираж 714Подписиое
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная. 4
| Способ абразивной обработки | 1977 |
|
SU650797A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
