Изобретение относится к столярному ручному инструменту и может быть использовано для изготовления профильных изделий из древесины.
Известен рубанок для строгания профильных поверхностей изделий из древесины (авт. св. SU 1395491, В 27 G 17/02, 1988), у которого в средней части корпуса в пазах закреплены на небольшом расстоянии друг от друга два резца. Первый резец обеспечивает получение плоских поверхностей по краям изделия, а второй резец, выполненный с конфигурацией, обратной конфигурации профиля готового изделия обеспечивает получение профильных поверхностей. Недостатком этого рубанка является наличие двух резцов и отсутствие возможности получить гарантированную чистоту строгания.
Известен универсальный рубанок (патент RU 2070513, В 27 G 17/02, 1996), принятый за прототип, содержащий колодку с профильной подошвой и два режущих ножа, установленных в пазах колодки на некотором расстоянии друг за другом или в одном пазу, при этом первый дополнительный нож установлен на пластине второго основного ножа. Такой рубанок обеспечивает получение фасонных деревянных изделий, но не обеспечивает гарантированную чистоту строгания. Кроме того, использование двух ножей требует выполнить две последовательные операции - сначала первым ножом предварительное строгание, а затем вторым ножом - чистовое строгание, что повышает трудоемкость изготовления изделий.
Техническим результатом предложенного изобретения является повышение чистоты обработки изделий из древесины, снижение трудоемкости, повышение производительности и обеспечение возможности обработки твердых пород древесины.
Технический результат достигается тем, что в рубанке для изготовления профильных изделий из древесины, содержащем колодку с профильной подошвой и режущий нож с рабочей частью и хвостовиком, установленным в сквозном пазу колодки, рабочая часть и хвостовик режущего ножа установлены в сквозном пазу колодки и расположены под углом относительно друг друга, угол наклона хвостовика превышает угол наклона рабочей части к плоскости подошвы на 2-10o, а профиль режущей кромки рабочей части ножа совпадает с профилем подошвы, при этом сквозной паз выполнен ступенчатым, ширина рабочей части ножа превышает ширину хвостовика с образованием заплечиков, опертых в верхние боковые поверхности ступенчатого паза. Соотношение длин хвостовика в зоне рубанка и рабочей части ножа составляет не менее 1,5-6,0. Режущая кромка рабочей части ножа выполнена косозаточенной, причем режущая кромка для получения плоских поверхностей выполнена с постоянным углом заточки, а для получения профильных поверхностей - с изменением угла заточки относительно центра полуокружностей вогнутых и выпуклых поверхностей режущих кромок. Боковые грани рабочей части ножа заточены и выступают за пределы обрабатываемой ножом поверхности. Передняя торцевая часть профильной подошвы выполнена закругленной. Рубанок снабжен съемным футляром, выполненным в виде подставки с боковыми стенками, совпадающей с рубанком по габаритам и опорной поверхностью, соответствующей профилю подошвы.
Выполнение режущего ножа с расположением рабочей части и хвостовика под углом друг к другу и превышением угла наклона хвостовика угла наклона рабочей части ножа к плоскости подошвы на 2-10o обеспечивает необходимую жесткость режущего ножа при закреплении хвостовика в ступенчатом пазу с помощью зажимного клина, причем передний торец клина при зажиме не должен выходить на плоскость рабочей части ножа. Разница в углах наклона хвостовика и рабочей части ножа к плоскости подошвы более 10o вызывает микровибрацию рабочей части ножа при использовании рубанка и ухудшение чистоты обработки изделий, а разница в углах наклона менее 2o не обеспечивает необходимой степени зажима режущего ножа и его жесткости при работе, что также ухудшает чистоту обработки изделий.
Совпадение профилей режущей кромки рабочей части ножа и подошвы обеспечивает получение строго заданного профиля изделий.
Выполнение сквозного паза колодки ступенчатым и режущего ножа с более широкой рабочей частью обеспечивает надежное крепление ножа в ступенчатом пазу за счет того, что заплечики ножа упираются в верхние боковые поверхности паза, тем самым не требуется регулировка режущего ножа в процессе работы и обеспечивается заданная глубина строгания.
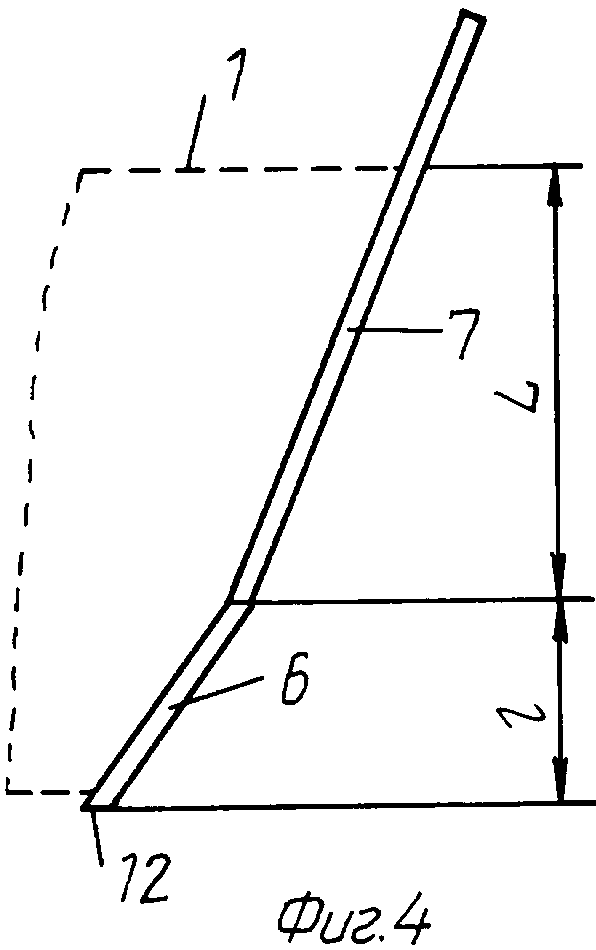
Соотношение длин хвостовика в зоне рубанка L и рабочей части ножа l не менее 1,5-6,0 обеспечивает исключение возможности изгиба режущего ножа при работе и получение качественной поверхности, особенно при обработке древесины с сучками.
Выполнение режущей кромки рабочей части ножа косозаточенной и режущей кромки для получения плоских поверхностей с постоянным углом заточки, а для получения профильных поверхностей - с изменением угла заточки относительно центра полуокружностей вогнутых и выпуклых поверхностей режущих кромок обеспечивает гарантированную чистоту строгания и сводит к минимуму сопротивление обрабатываемой древесины, в том числе твердых пород и "сучковатой" древесины. Этот же эффект достигается за счет того, что боковые грани рабочей части ножа заточены и выступают за пределы обрабатываемой ножом поверхности. Кроме того, исключается попадание и заедание стружки между режущим ножом и боковыми гранями колодки.
Выполнение передней торцевой части профильной подошвы закругленной обеспечивает хороший захват режущим ножом обрабатываемого материала.
Снабжение рубанка съемным футляром, выполненным в виде подставки с боковыми стенками, по габаритам совпадающей с рубанком и опорной поверхностью, соответствующей профилю подошвы, обеспечивает надежную защиту режущих кромок от затупления при хранении и особенно при транспортировке.
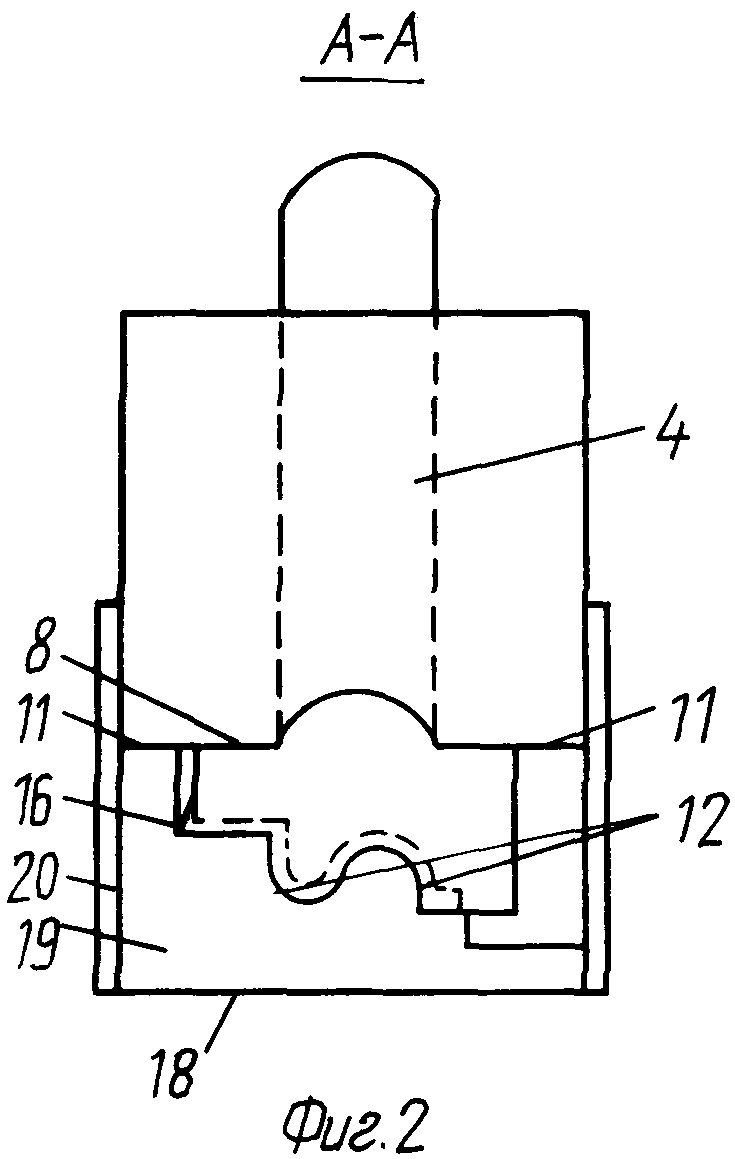
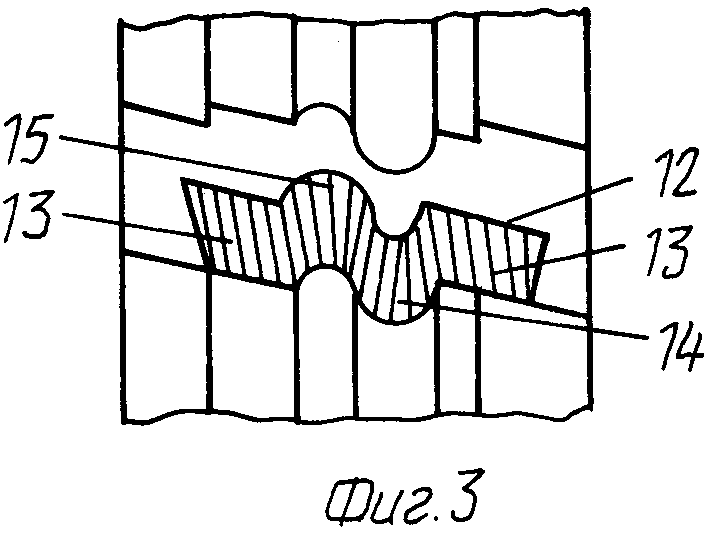
Сущность изобретения поясняется чертежами, где на фиг.1 изображен общий вид рубанка, вид сбоку; на фиг.2 - разрез по А-А на фиг.1; на фиг.3 - вид рубанка со стороны подошвы; на фиг.4 - режущий нож.
Рубанок для изготовления профильных изделий из древесины содержит колодку 1 с вырезом 2 для руки и профильной подошвой 3, сквозной ступенчатый паз 4, режущий нож 5 с рабочей частью 6, хвостовиком 7 и заплечиками 8, зажимной клин 9, поперечный вырез 10 в виде раковины для выхода стружки в левую сторону. Угол наклона α хвостовика 7 превышает угол наклона β рабочей части 6 к плоскости подошвы на 2-10o. Заплечики 8 режущего ножа 5 опираются в верхние боковые поверхности 11 ступенчатого паза 4. Режущая кромка 12 рабочей части 6 ножа выполнена косозаточенной, причем для получения плоских поверхностей 13 режущая кромка выполнена с постоянным углом заточки, а для получения профильных поверхностей - с изменением угла заточки относительно центра полуокружностей вогнутых 14 и выпуклых 15 поверхностей режущих кромок. Боковые грани 16 рабочей части ножа заточены и выступают за пределы обрабатываемой ножом поверхности. Передняя торцевая часть 17 профильной подошвы выполнена закругленной. Рубанок снабжен съемным футляром 18, выполненным в виде подставки 19 с боковыми стенками 20, по габаритам совпадающей с рубанком и опорной поверхностью, соответствующей профилю подошвы.
Рубанок используют следующим образом. Подготовленный и заточенный режущий нож устанавливают со стороны профилированной подошвы в ступенчатый паз и хвостовик ножа закрепляют зажимным клином, при этом режущая кромка рабочей части ножа расположена над поверхностью профильной подошвы на заданную величину. Затем рубанок устанавливают профильной подошвой колодки на плоскость деревянного бруска-заготовки и за минимальное количество проходов рубанка получают готовое профилированное изделие.
Предложенный рубанок для изготовления профильных изделий из любых пород древесины отличается простотой конструкции, не требует регулировки и наладки в процессе работы и обеспечивает возможность изготовления в непроизводственных условиях широкого сортамента профильных изделий, в частности багета, раскладок, наличников и других изделий. Качество получаемой поверхности профильных изделий не требует дальнейшей зачистки, шлифовки и отделки.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЦЕЛЕВОЙ РУБАНОК | 1997 |
|
RU2115541C1 |
| РУБАНОК | 1992 |
|
RU2066632C1 |
| РУЧНОЙ ФУГОВАЛЬНО-РЕЙСМУСОВЫЙ СТАНОК (ВАРИАНТЫ) И РУЧНОЙ РУБАНОК ДЛЯ НЕГО | 2004 |
|
RU2271924C2 |
| РУБАНОК МАКАРОВА ДЛЯ ПРИВИВКИ ЩИТКОМ | 2007 |
|
RU2355158C1 |
| МЕХАНИЧЕСКИЙ РУБАНОК | 2003 |
|
RU2231441C1 |
| МЕХАНИЧЕСКИЙ РУБАНОК | 2004 |
|
RU2286246C2 |
| Рубанок для строгания профильных поверхностей изделий из древесины | 1986 |
|
SU1395491A1 |
| РУЧНОЙ РУБАНОК | 2003 |
|
RU2248878C1 |
| РУБАНОК | 1990 |
|
RU2021890C1 |
| Способ заточки ножей в корпусе дереворежущего инструмента | 1987 |
|
SU1504097A1 |
Изобретение относится к столярному ручному инструменту. Рубанок содержит колодку с профильной подошвой и режущий нож с рабочей частью и хвостовиком, установленным в сквозном пазу колодки. Рабочая часть и хвостовик режущего ножа расположены под углом друг к другу, угол наклона хвостовика превышает угол наклона рабочей части к плоскости подошвы на 2-10o. Профиль режущей кромки рабочей части ножа совпадает с профилем подошвы. Ширина рабочей части режущего ножа превышает ширину хвостовика с образованием заплечиков, опертых в верхние боковые поверхности ступенчатого паза. Соотношение длин хвостовика в зоне рубанка и рабочей части ножа составляет не менее 1,5-6,0. Режущая кромка рабочей части ножа выполнена косозаточенной, причем режущая кромка для получения плоских поверхностей выполнена с постоянным углом заточки, а для получения профильных поверхностей - с изменением угла заточки относительно центра полуокружностей вогнутых и выпуклых поверхностей режущих кромок. Боковые грани рабочей части ножа заточены и выступают за пределы обрабатываемой ножом поверхности. Передняя торцевая часть профильной подошвы выполнена закругленной. Рубанок снабжен съемным футляром, выполненным в виде подставки с боковыми стенками, по габаритам совпадающей с рубанком и опорной поверхностью, соответствующей профилю подошвы. Рубанок позволяет повысить чистоту обработки изделий из древесины, снизить трудоемкость, повысить производительность и обеспечить возможность обработки твердых пород древесины. 6 з.п.ф-лы, 4 ил.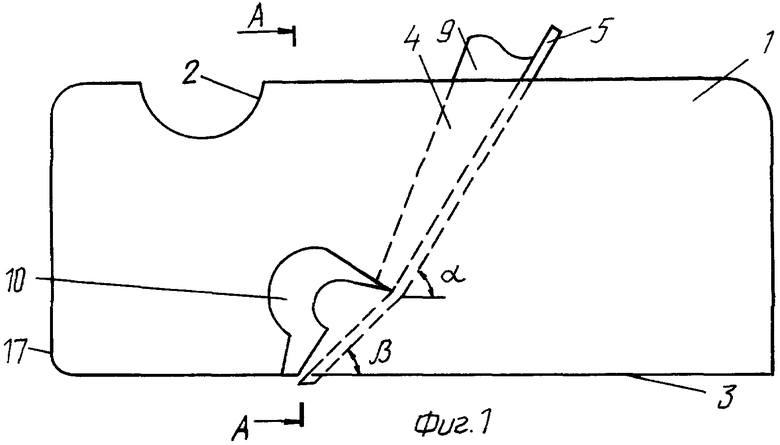
| RU 2070513 С1, 20.12.1996 | |||
| Рубанок для строгания профильных поверхностей изделий из древесины | 1986 |
|
SU1395491A1 |
| Столярный инструмент Власенко | 1986 |
|
SU1423384A1 |

