Способ относится к нефте- и газодобывающей промышленности, конкретно к герметизации и изоляции скважин.
Известен способ герметизации нефтяных и газовых скважин (А.И.Булатов. Тампонажные материалы и технология цементирования скважин. - М.: Недра, 1982, 13 с. ), который состоит в пробуривании скважины и установки в ней колонны обсадных труб, при этом пространство между пробуренным отверстием и обсадной трубой герметизируется путем заливки его раствором цемента. Основным недостатком этого способа является плохое сцепление цемента с поверхностью трубы, что приводит на практике в 90% случаев к зазорам между трубой и цементом. Это вызывает проникновение нефти и газового конденсата в верхние почвенные и водоносные слои и приводит к значительным неблагоприятным воздействиям на флору и фауну в районах нефте- и газодобычи. При снижении давления продукта в пластах по мере его добычи почвенные воды могут проникать в нефтеносный слой, что вызывает необходимость его последующей очистки.
Наиболее близким по технической сущности является способ герметизации нефтяных и газовых скважин, принятый за прототип, заключающийся в пробуривании скважины, установки в нее обсадных колонн, причем наружную поверхность обсадных труб до сборки в колонны очищают от окалины и ржавчины дробеструйной обработкой и затем на нее наносят тонкий слой антикоррозионного материала с повышенной шероховатостью поверхности, и последующей изоляции внешнего пространства раствором цемента.(см. патент РФ 2123541, 20.12.1998).
Техническим результатом изобретения является повышение экологической чистоты и долговечности нефтяных и газовых скважин. Технический результат достигается тем, что в способе герметизации скважины, заключающемся в пробуривании скважины, сборке обсадной колонны из обсадных труб, очистке наружной поверхности обсадных труб от окалины и ржавчины дробеструйной обработкой и установке обсадной колонны в скважину, на очищенную от окалины и ржавчины наружную поверхность обсадной колонны наносят газотермическим напылением, например дуговой металлизацией, слой нержавеющей стали толщиной 350-400 мкм с шероховатостью поверхности напыленного слоя 60-160 мкм.
Повышение герметизации стыка "металлическая поверхность - цемент" достигается значительным увеличением адгезии за счет резкого увеличения площади раздела сред и придания ей коррозионной стойкости. При этом тонкий слой антикоррозионного покрытия может наноситься на поверхность обсадных труб, например, дуговой металлизацией.
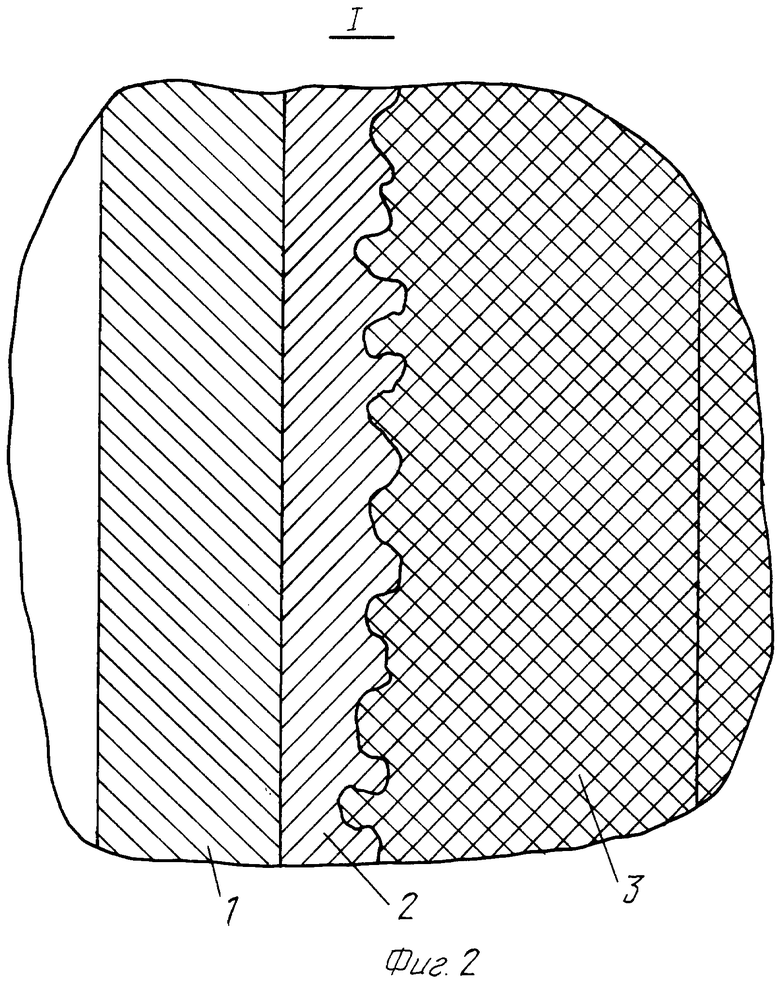
Предложенный способ схематически представлен на фиг.1 и 2. На фиг.1 показан разрез нефтяной скважины с размещенными в ней колоннами из обсадных труб, а на фиг.2 продольный разрез стыка "металл - цемент". На очищенную, например, дробеструйной обработкой наружную поверхность обсадной трубы 1 до ее сборки в колонны наносят газотермическим напылением, например дуговой металлизацией, тонкий слой антикоррозионного материала, преимущественно из нержавеющей стали толщиной 350-400 мкм с большой шероховатостью поверхности от 60 до 160 мкм. Во время металлизации трубу поворачивают с заданной скоростью, а металлизатор перемещают в осевом направление, что обеспечивает сплошное покрытие поверхности. Увеличенная на порядок по сравнению с исходной шероховатость поверхности напыленного слоя обеспечивает прочное сцепление со слоем 3 цемента скважины.
Режимы металлизации обсадных труб: напыляемый материал - проволока из стали 12Х18Н10Т диаметром 2 мм; напряжение дуги - 30-32 В; ток - 150-200 А; давление воздуха: подслой - 5-6 кг/см2, основной слой - 3,5-4 кг/см2; дистанция напыления - 120-150 мм.
Приведенные режимы металлизации обеспечивают требуемую шероховатость поверхности трубы.
Обработанные таким образом обсадные трубы собирают в колонны и опускают в скважину с последующей изоляцией наружного пространства. Нанесенный на поверхность обсадных труб тонкий слой нержавеющей стали с повышенной шероховатостью поверхности обеспечивает более высокую адгезию цемента с поверхностью и тем самым хорошую герметизацию скважины, что обеспечивает повышение экологической чистоты в районах добычи нефти и газа и их долговечности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПЛОТНЕНИЯ НЕФТЯНЫХ И ГАЗОВЫХ СКВАЖИН | 2000 |
|
RU2156350C1 |
| СПОСОБ ЦЕМЕНТИРОВАНИЯ ОБСАДНОЙ ТРУБЫ В СКВАЖИНЕ | 2000 |
|
RU2166063C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ПОГРУЖНОГО НАСОСНОГО АГРЕГАТА ПУТЕМ ФУТЕРОВКИ НАРУЖНОЙ ПОВЕРХНОСТИ ЕГО УЗЛОВ | 2019 |
|
RU2734201C1 |
| Способ крепления нефтяных и газовых скважин | 2002 |
|
RU2219329C1 |
| АНТИФРИКЦИОННЫЕ ПОКРЫТИЯ С УЛУЧШЕННЫМИ СВОЙСТВАМИ АБРАЗИВНОГО ИЗНОСА И ИСТИРАНИЯ, И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2013 |
|
RU2653379C2 |
| СПОСОБ ДРОБЕСТРУЙНОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1998 |
|
RU2132267C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ СКВАЖИНЫ | 1998 |
|
RU2136851C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| СПОСОБ ОБРАБОТКИ ПРИЗАБОЙНОЙ ЗОНЫ НЕФТЕДОБЫВАЮЩЕЙ СКВАЖИНЫ | 2000 |
|
RU2156353C1 |
| КОМПОЗИЦИЯ СМАЗОЧНОГО ПОКРЫТИЯ, ПОДХОДЯЩАЯ ДЛЯ СМАЗКИ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2001 |
|
RU2246532C1 |
Изобретение относится к нефте- и газодобывающей промышленности, конкретно к герметизации и изоляции скважин. Обеспечивает повышение экологической чистоты и долговечности нефтяных и газовых скважин. Сущность изобретения: наружную поверхность обсадных труб до сборки в колонны очищают от окалины и ржавчины. Очистку производят дробеструйной обработкой. Затем на нее газотермическим напылением наносят слой нержавеющей стали толщиной 350-400 мкм с шероховатостью поверхности 60-160 мкм. Бурят скважину. Устанавливают в нее обсадные колонны. Раствором цемента изолируют внешнее пространство. 2 ил.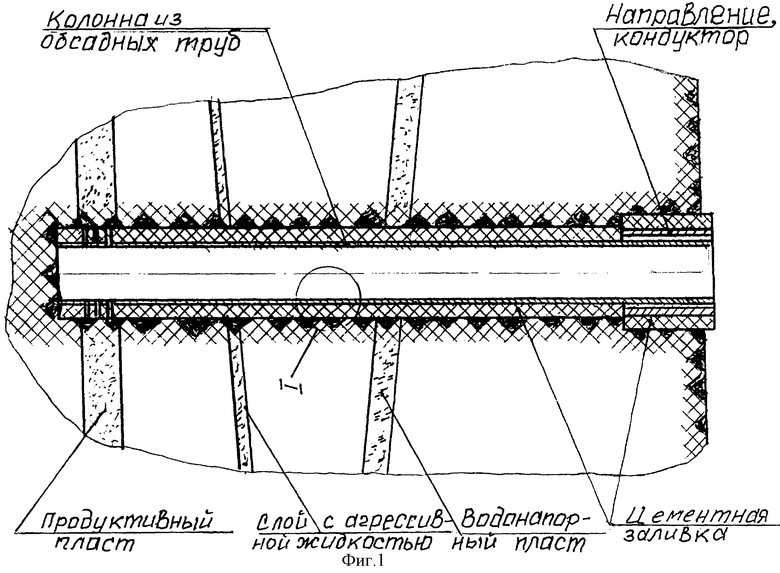
Способ герметизации нефтяной или газовой скважины, заключающийся в пробуривании скважины, сборке обсадной колонны из обсадных труб, очистке наружной поверхности обсадных труб от окалины и ржавчины дробеструйной обработкой и установке обсадной колонны в скважину, отличающийся тем, что на очищенную от окалины и ржавчины наружную поверхность обсадной колонны наносят газотермическим напылением, например дуговой металлизацией, слой нержавеющей стали толщиной 350-400 мкм с шероховатостью поверхности напыленного слоя 60-160 мкм. 2 ил.
| СПОСОБ ФОРМИРОВАНИЯ ШЕРОХОВАТОГО СТЕКЛОЭМАЛЕВОГО ПОКРЫТИЯ | 1997 |
|
RU2123541C1 |
| ЭЛЕКТРОДУГОВОЙ РАСПЫЛИТЕЛЬ МЕТАЛЛА | 1990 |
|
RU2032480C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ | 1994 |
|
RU2097144C1 |
| УСТРОЙСТВО ДЛЯ МЕТАЛЛИЗАЦИИ ДЛИННОМЕРНЫХ ТРУБ | 1994 |
|
RU2092250C1 |
| US 4607698 A, 26.08.1986 | |||
| БАКАЛЮК Я.Х | |||
| и др | |||
| Трубы с металлическими противокоррозионными покрытиями | |||
| - М.: Металлургия, 1985, с.132. | |||

