Изобретение относится к обработке изделий дробью и может быть использовано преимущественно для подготовки поверхности стальных деталей к газотермическому напылению, очистки от окалины, упрочнения металлических изделий и создания коррозионной защиты.
Известен способ дробеструйной обработки деталей, при котором обработку поверхности ведут в несколько этапов, на каждом из которых применяют разную дробь, причем на первом этапе на поверхность воздействуют стальной дробью (см. авт. св. N 1266720, B 24 C 1/10, 30.10.86).
Недостаток известного способа заключается в том, что он способствует снижению адгезионной прочности газотермических покрытий.
Изобретение направлено на повышение прочности сцепления газотермических покрытий с подложкой (адгезии).
Это достигается тем, что поверхность после обработки стальной дробью обрабатывают дробью из хромистой стали, которой сообщают колебательное движение посредством ультразвуковых колебаний частотой 19-20 кГц и амплитудой 55-70 мкм.
Сопоставительный анализ с прототипом позволяет сделать вывод, что заявленный способ отличается от известного тем, что при его реализации поверхность после обработки стальной дробью обрабатывают дробью из хромистой стали, которой сообщают колебательное движение посредством ультразвуковых колебаний частотой 19-20 кГц и амплитудой 55-70 мкм. Это обеспечивает образование на поверхности обрабатываемой детали слоя хрома равномерной толщины, обладающего высокой адгезионной прочностью к основе, высокой диффузионной подвижностью и способствующего увеличению адгезионной прочности газотермического покрытия.
Заявленный способ дробеструйной обработки изделий соответствует категории "новизна" и позволяет сделать вывод о его соответствии критерию "существенное отличие".
На фиг. 1 изображена схема дробеструйной обработки.
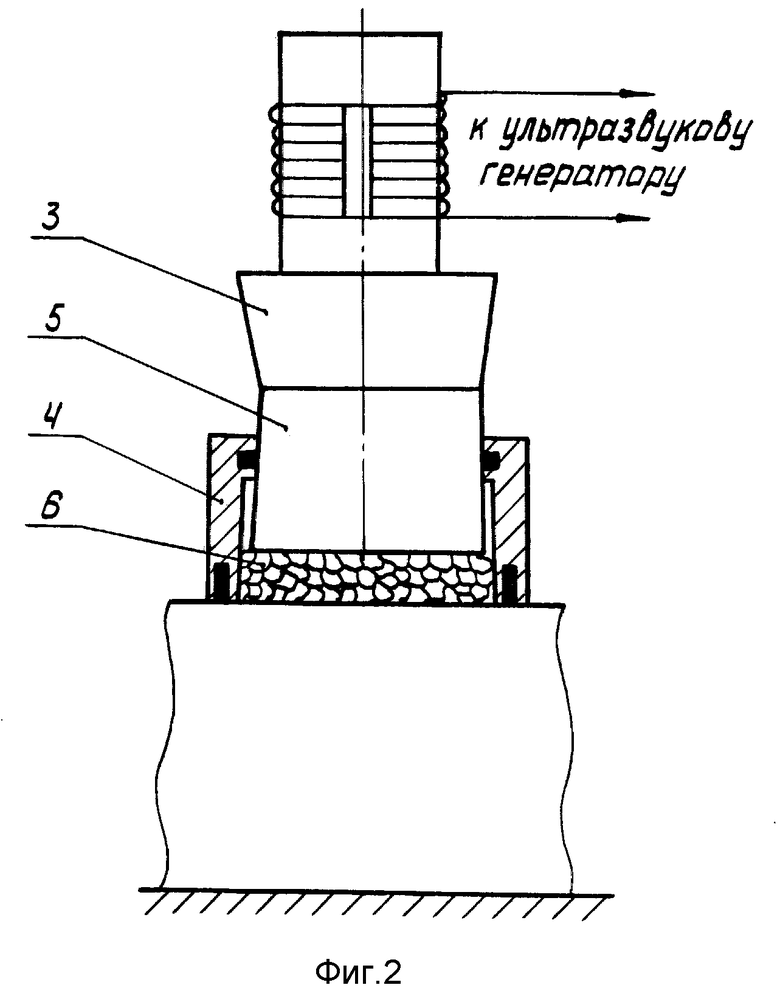
На фиг. 2 изображена схема ультразвуковой обработки.
На первом этапе проводят пневмодробеструйную обработку изделия стальной дробью. При этом поверхностный слой изделия в результате силового воздействия дробинок подвергается пластической деформации. Происходит развитие рельефа, насыщение его структурными дефектами. Это способствует увеличению энергии поверхностных атомов и скорости их диффузии в процессе химического взаимодействия с расплавленной частицей.
На втором этапе проводят ультразвуковую обработку поверхности изделия дробью из хромистой стали. При контакте с поверхностью изделия дробь из хромистой стали деформируется. Ультразвуковые колебания вызывают образование в материале дроби и обрабатываемого изделия структурных дефектов и неоднородностей. Последние способствуют увеличению диффузионной подвижности поверхностных атомов и зарождению очагов диффузионной связи материала дроби с обрабатываемой поверхностью. В результате этого обрабатываемая поверхность покрывается слоем хрома толщиной 250-300 ангстрем. Хром на обрабатываемой поверхности удерживается за счет сил механического зацепления, невалентных сил взаимодействия (типа сил Ван-дер-Ваальса) и частично химических сил связи.
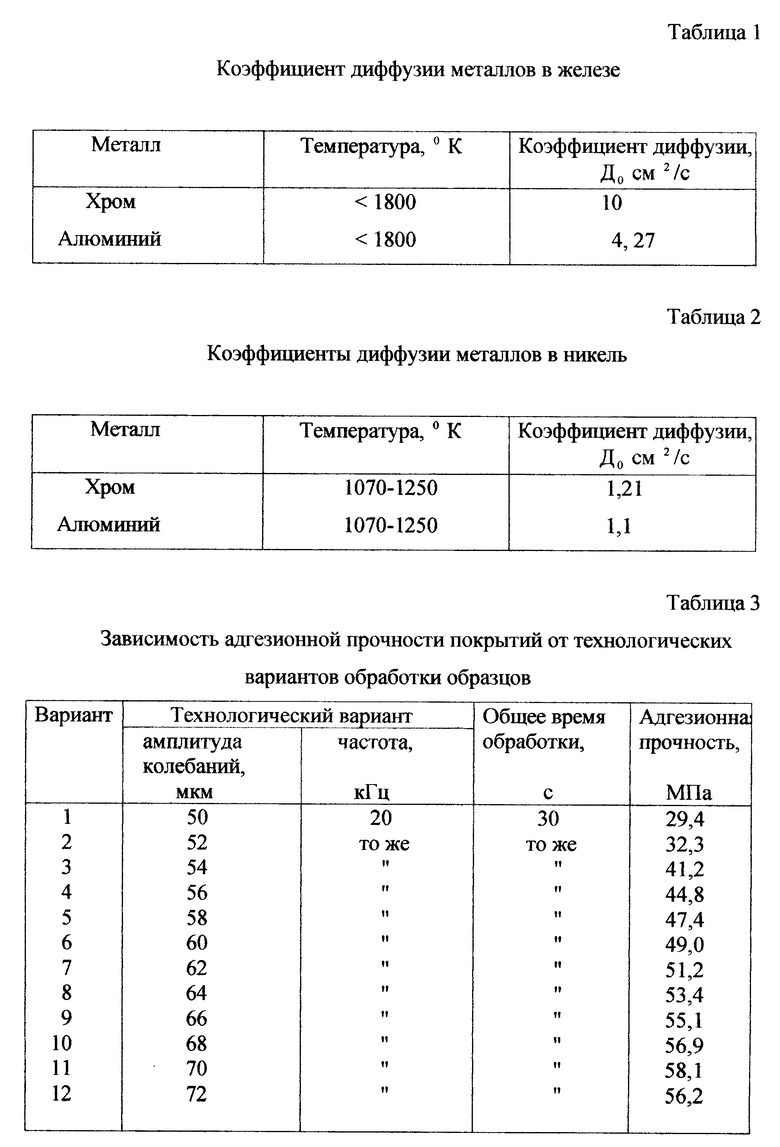
При газотермическом напылении адгезионная прочность покрытия с подложкой во многом зависит от глубины взаимного диффузионного проникновения атомов расплавленной частицы и напыляемой поверхности. Хром обладает большим коэффициентом диффузии, нежели алюминий (табл. 1, 2). Поэтому при контакте с расплавленной частицей атомы хрома продиффундируют в покрытие и подложку на большую глубину, обеспечивая более прочную адгезионную связь.
Обработка изделия с амплитудой менее 55-70 мкм при частоте 19-20 кГц приводит к снижению шероховатости обрабатываемой поверхности, что отрицательно влияет на адгезионную прочность газотермических покрытий.
Увеличение амплитуды колебаний выше 70 мкм при указанной амплитуде приводит к выгоранию хрома и других легирующих элементов материала абразива. Это влечет за собой снижение адгезионной прочности получаемого покрытия и увеличение расхода абразивного материала.
Пример. Исследования проводились на стальных образцах, вырезанных из коренных шеек коленчатого вала двигателя ЗИЛ 130.
Дробеструйную обработку образцов осуществляли на пневмодробеструйной установке с эжекционными сопловыми форсунками при давлении сжатого воздуха 0,5 - 0,6 МПа. В качестве абразива использовали стальную дробь ДСК (ГОСТ 11964-81 E).
После дробеструйной проводили ультразвуковую обработку. Для этого включали ультразвуковой генератор марки УЗГ 10-22, вырабатывающий электрические колебания частотой 11-20 кГц, которые предавались на магнитострикционный преобразователь 3 марки ПМС 15А-18, где преобразовывались из электрических колебаний в механические. Далее колебания передавались на ультразвуковой инструмент - концентратор 5, который передавал циклическую нагрузку на абразивный материал и обрабатываемую деталь. В качестве абразива при ультразвуковой обработке применялась дробь, изготовленная из тонкого листа хромистой стали 15Х28 (ГОСТ 5582-75).
Оценку качества обработки образцов проводили по величине адгезионной прочности плазменного покрытия (порошок ПН85Ю15) при отрыве по нормали. При этом толщина напыленного слоя составляла 0,8 мм, время между обработкой и напылением 1 мин.
Технологические варианты обработки образцов и соответствующие им значения адгезионной прочности представлены в табл. 3. Анализ результатов показывает, что наилучшие значения показателей адгезионной прочности получены по варианту 11. Это позволяет считать этот вариант наиболее рациональным для реализации предлагаемого способа дробеструйной обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДРОБЕСТРУЙНОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1995 |
|
RU2087583C1 |
| СПОСОБ АБРАЗИВОСТРУЙНОЙ ОБРАБОТКИ | 1997 |
|
RU2140843C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 1997 |
|
RU2120492C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 2001 |
|
RU2287606C2 |
| УСТАНОВКА ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ГАЗОТЕРМИЧЕСКИМ НАПЫЛЕНИЕМ | 1999 |
|
RU2175360C2 |
| УСТАНОВКА ДЛЯ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 1997 |
|
RU2125115C1 |
| УСТАНОВКА ДЛЯ ВОССТАНОВЛЕНИЯ БЛОКОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ ПЛАЗМЕННЫМ НАПЫЛЕНИЕМ | 2000 |
|
RU2187575C2 |
| СПОСОБ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ | 1998 |
|
RU2157860C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ АДГЕЗИИ ГАЗОТЕРМИЧЕСКОГО ПОКРЫТИЯ | 1995 |
|
RU2084868C1 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 1998 |
|
RU2135630C1 |
Изобретение относится к обработке изделий дробью и может быть использовано преимущественно для подготовки поверхности стальных деталей к газотермическому напылению, а также для очистки изделий от окалины, их упрочнения и создания коррозионной защиты. Дробеструйную обработку поверхности ведут в несколько этапов, на каждом из которых применяют разную дробь. После обработки поверхности стальной дробью ее дополнительно обрабатывают дробью из хромистой стали, которой сообщают колебательное движение посредством ультразвуковых колебаний с частотой 19 - 20 кГц и амплитудой 55 - 70 мкм. В результате достигается, например, повышение прочности сцепления газотермических покрытий с подложкой. 2 ил., 3 табл.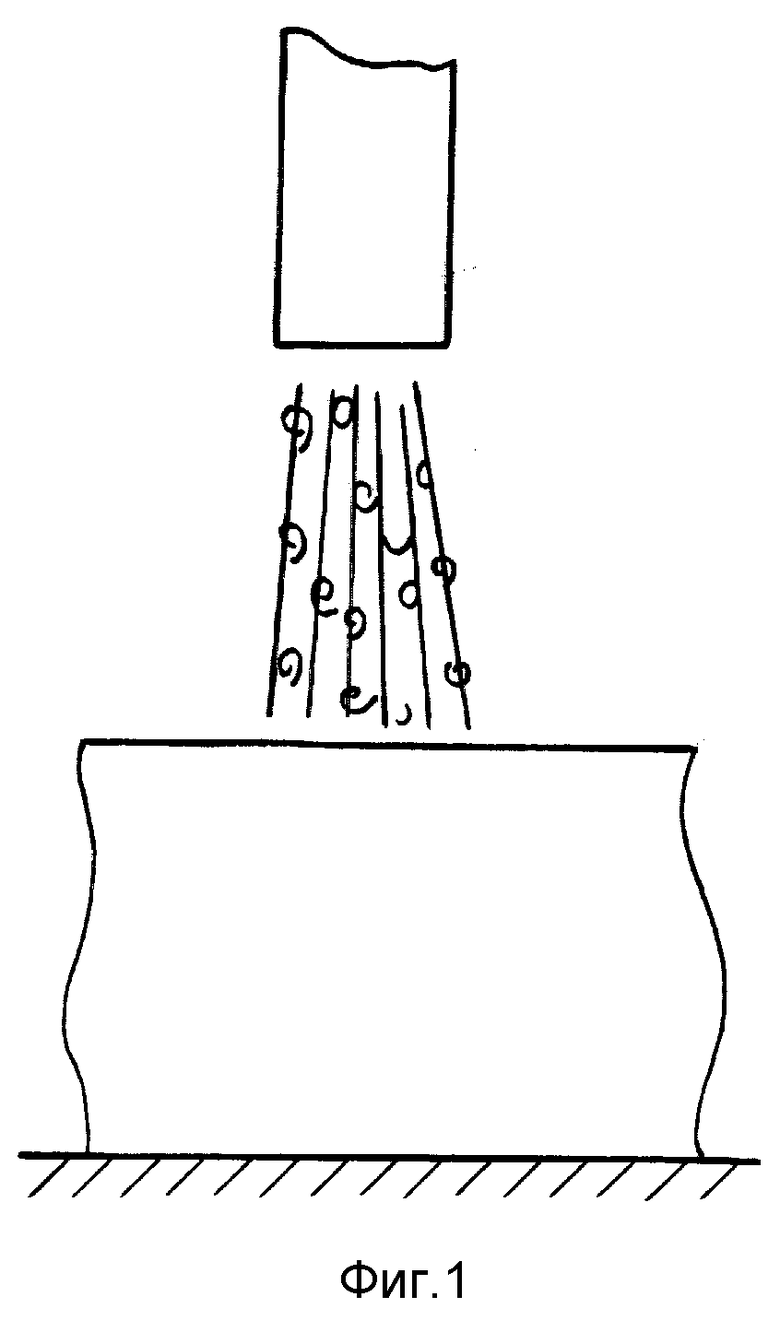
Способ дробеструйной обработки изделий, при котором обработку поверхности ведут в несколько этапов, на каждом из которых применяют разную дробь, причем на первом этапе на поверхность воздействуют стальной дробью, отличающийся тем, что поверхность после обработки стальной дробью обрабатывают дробью из хромистой стали, которой сообщают колебательное движение посредством ультразвуковых колебаний частотой 19-20 кГц и амплитудой 55-70 мкм.
| Способ поверхностного упрочнения деталей | 1984 |
|
SU1266720A1 |
| Способ дробеструйной обработки изделий | 1991 |
|
SU1779565A1 |
| Способ упрочнения поверхности | 1986 |
|
SU1521564A1 |
| Способ поверхностного упрочнения | 1977 |
|
SU674882A1 |
| Способ дробеструйной обработки металлических поверхностей | 1986 |
|
SU1395467A1 |
| Устройство для образования грунтобетонной сваи | 1980 |
|
SU1028776A1 |
| Одинцов Л.Г | |||
| Упрочнение и отделка деталей поверхностным пластическим деформированием | |||
| - М.: Машиностроение, 1987, с.260-268. | |||
