Изобретение относится к строительству, в частности к изготовлению облегченных тонкостенных плит-оболочек "на пролет" по стендовой технологии с использованием специального устройства. Плиты-оболочки предназначены для покрытий производственных зданий промышленности и транспорта с боковыми погрузочными площадками или вспомогательными цехами открытого типа, для производственных зданий животноводческих комплексов в сельском хозяйстве и т.п. , а также для покрытий, например, залов ожидания пассажиров на станциях с двухсторонними высокими платформами и др.
Известны способы изготовления балочно-арочных пролетных строений, крупногабаритных сводчатых и пустотелых плит по стендовой, а также поточно-агрегатной технологии с использованием виброрезонансной опалубки с контактным электроподогревом, силовых форм и специальных стендов с виброплощадками большой мощности (см., например, кн. "Изготовление прогрессивных железобетонных транспортных конструкций"//Под ред. Е. В. Палагина. - М.: Транспорт, 1983. - С. 6-17). Основными недостатками этих известных способов является то, что они требуют громоздкого и металлоемкого оборудования, больших энерго- и трудозатрат на изготовление указанных изделий.
Наиболее близким из известных по технической сущности и достигаемому результату к предлагаемым способу и устройству является способ изготовления слоистых полимербетонных плит покрытий, включающий установку арматуры, формование конструктивной и теплоизоляционной частей при виброуплотнении с плавно возрастающей нагрузкой и термообработкой в устройстве, содержащем жесткий рамный стенд и емкостные пригрузы с фиксаторами их положения (см., например, авт. св. СССР 874923 по кл. Е 04 С 1/00; С 04 В 39/00; В 28 В 7/06; 1981). Недостатками этого способа и устройства являются ограниченные возможности по размерам изготавливаемых изделий, многодельность при послойном формовании с демонтажем и перемещениями емкостного пригруза в устройстве, повышенная энергоемкость всего процесса изготовления.
Технический результат заключается в расширении возможностей изготовления крупногабаритных изделий при сниженных трудозатратах, уменьшении энерго- и материалоемкости всего технологического процесса, устройства и готовых изделий.
Технический результат достигается тем, что в способе изготовления арочных двухконсольных плит-оболочек, включающем установку и фиксацию обычной и напрягаемой арматуры в устройстве, последовательное послойное формование консольных и пролетной частей с использованием емкостных пригрузов и термообработки, формование консольных частей и опорных поперечных ребер осуществляют при виброуплотнении с возрастающими нагрузкой и температурой в емкостных пригрузах, куда подают нагретую до 85-95oС воду или другую технологическую жидкость, затем осуществляют предварительное натяжение напрягаемой арматуры и формуют пролетную часть плиты-оболочки пластифицированной смесью высокопрочного бетона с использованием реечных вибраторов, а при формовании консольных частей и опорных поперечных ребер может использоваться подогретая пластифицированная смесь легкого бетона плотной структуры, причем ее подогрев осуществляют использованием горячей воды затворения с температурой 60-70oС, при этом пластифицирующую водорастворимую добавку вводят в бетонную смесь на завершающем этапе ее перемешивания в бетоносмесителе с количеством воды в добавке, не превышающем 10-15% расчетного количества воды затворения на один замес, а общий объем легкобетонной смеси определяют так, чтобы расстояние между напрягаемой арматурой и поверхностью уплотненного легкого бетона было не менее нормируемой толщины защитного слоя для данного вида арматуры; в устройстве для осуществления этого способа, содержащем жесткий рамный стенд со съемными продольными бортами, криволинейное днище и ребра в пролетной части, плоские днища и емкостные пригрузы с фиксаторами на консолях, пролетная часть выполнена в виде оболочки с плоским днищем параболического очертания и арочными формами для ребер кругового очертания, причем между собой они соединены вутами, а пригрузы выполнены в виде формующих емкостей с днищем эллиптического очертания и фиксаторами формообразующего положения на продольных бортах и торцевых частях консолей; вуты параболического днища пролетной части могут быть выполнены с уклоном от 1:6 до 1: 8, а вуты внутренних стенок арочных ребер - с уклоном от 1:3 до 1:4; формующие емкости могут дополнительно снабжаться перфорированными пригрузочно-фиксирующими закрылками по всей длине продольных ребер консолей, а съемные продольные борта на торцевых частях консольных ребер дополнительно снабжены усиленной жесткой стенкой с проушиной в верхней части для выпуска напрягаемой арматуры, причем в этих проушинах фиксируются закрылки формообразующих емкостных пригрузов в процессе виброуплотнения легкобетонной смеси при формовании консольных частей плиты-оболочки.
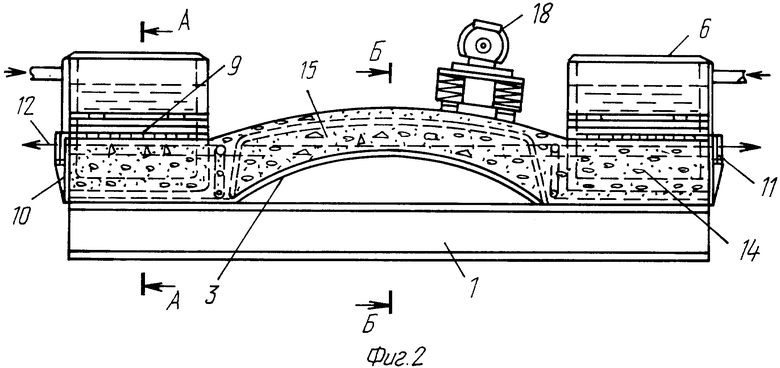
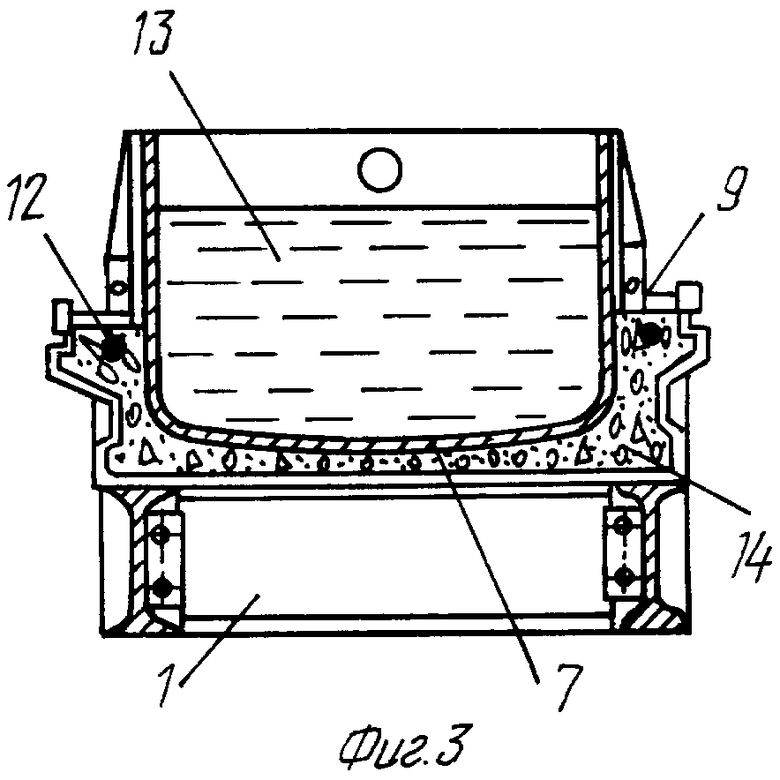
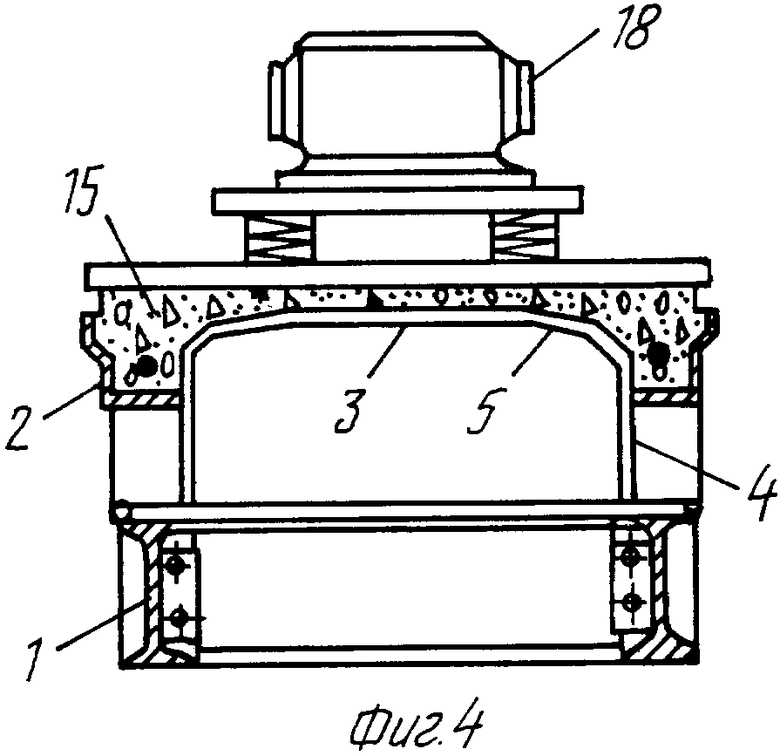
На фиг. 1а представлено устройство (до оси симметрии) для осуществления предлагаемого способа при формовании консольной части плиты-оболочки с зафиксированным формообразующим пригрузом; на фиг.1б - формообразующий пригруз опускают на консольную часть устройства (боковой борт условно не показан) с легкобетонной смесью; на фиг.2 - формование пролетной части плиты оболочки в устройстве (боковой борт условно не показан); на фиг.3 - сечение А-А на фиг. 2; на фиг.4 - сечение Б-Б на фиг.2.
Устройство для осуществления способа изготовления арочных двухконсольных плит-оболочек содержит жесткую раму 1 со съемными бортами 2, криволинейное днище параболического очертания 3 и арочные формы кругового очертания 4 для ребер, днище и ребра сопряжены между собой вутами 5, формующие емкостные пригрузы 6 с днищем эллиптического очертания 7 и фиксаторами 8, емкости дополнительно снабжены пригрузочно-фиксирующими перфорированными закрылками 9, а продольные борта на торцевых частях консольных ребер выполнены с усиленной жесткой стенкой 10 и проушинами 11, через которые в процессе изготовления осуществляют выпуски напрягаемой арматуры 12 для ее последующего предварительного натяжения; в пригрузах предусматривается подача и слив воды или другой технологической жидкости 13 для ускорения формования и набора прочности легкобетонной смеси 14 в полках и нижних частях ребер консолей и тяжелого бетона 15 в верхнем слое консольных и поперечных ребер.
Способ осуществляют следующим образом.
В устройстве устанавливают обычную арматуру в виде сварных каркасов в консольных и поперечных ребрах и сеток в полках плиты, фиксируют напрягаемую арматуру 12 на сварных каркасах 16, установленных в поперечных ребрах, и в проушинах 11 торцевых стенок ребер 10; затем укладывают подогретую легкобетонную смесь 14 с пластифицирующей добавкой и осуществляют формование консольных частей плиты-оболочки под давлением емкостных пригрузов 6, массу и температуру которых увеличивают подачей в них нагретой до 85-95oС воды или другой технологической жидкости 13; формование легкобетонного слоя в консолях завершается при фиксации формообразующего положения емкостных пригрузов закрылками 9 на продольных бортах 2 и фиксаторами 8 в проушинах 10, а для ускорения этой фиксации дополнительно используют площадочные вибраторы 17, размещенные на крышках емкостных пригрузов 6; при этом объем пластифицированной легкобетонной смеси определяют так, чтобы расстояние между напрягаемой арматурой 12 и поверхностью уплотненного легкого бетона 14 было бы не менее нормируемой толщины защитного слоя для данного вида арматуры. Затем также в зависимости от вида арматуры 12 производят ее предварительное натяжение механическим или электромеханическим способами, после чего формуют пролетную часть плиты-оболочки пластифицированной смесью высокопрочного бетона 15 с использованием поверхностных вибраторов 18.
Пример осуществления способа.
Изготавливают арочные двухконсольные плиты-оболочки. В подготовленную форму устанавливают и фиксируют обычную в виде сварных каркасов и сеток, а также напрягаемую арматуру, например, 7-проволочные арматурные канаты, фиксируемые по высоте на сварных каркасах поперечных ребер и проушинах усиленных торцевых частей формы. На плоские днища консольных частей формы укладывают подогретую легкобетонную смесь, например керамзитобетонную, при приготовлении которой используют горячую воду затворения с температурой около 65oС. Для увеличения подвижности и замедления саморазогрева смеси на завершающем этапе перемешивания в нее вводят водорастворимую пластифицирующую добавку, например водный раствор смолы 89 с количеством воды, не превышающим 15% расчетного количества воды на один замес. На пластифицирующую смесь опускают емкостной пригруз, температуру которого также предварительно повышают до 50-60oС, например за счет подачи в него некоторого количества горячей воды или другой технологической жидкости, причем в процесс формования консольных частей плиты-оболочки массу пригрузов и их температуру увеличивают за счет дальнейшей подачи горячей воды или другой балластной жидкости с температурой 85-95oС, а для ускорения формования используют площадочные вибраторы, которые размещают на крышках емкостных пригрузов. Фиксацию формообразующего положения последних осуществляют закрылками на продольных бортах и специальными фиксаторами в проушинах торцевых частей формы. При этом объем легкобетонной смеси определяют так, чтобы расстояние от напрягаемой арматуры до поверхности уплотненного бетона в ребрах консолей было бы не менее нормируемой толщины защитного слоя бетона для данного вида арматуры, например, для 7-проволочных канатов, располагаемых в ребрах плиты высотой более 250 мм, защитный слой должен быть не менее 20 мм. Таким образом общая толщина слоя из тяжелого бетона в ребрах консолей, где размещают напрягаемую арматуру, составит не менее 50 мм. Размещение напрягаемой арматуры в тяжелом высокопрочном бетоне позволяет сократить время изготовления плит-оболочек за счет ускорения набора прочности бетона в подогреваемых верхних частях ребер консолей, за счет повышения прочности и надежности анкеровки основной напрягаемой арматуры и ускорения последующей распалубки готовых изделий.
Пролетную тонкостенную часть плиты-оболочки формуют пластифицированной смесью высокопрочного бетона, в качестве крупного заполнителя для которого используют, например, гранитный щебень крупностью не более 10-15 мм, а для пластификации смеси может быть использована добавка суперпластификатора С-3. Верхняя часть ребер консолей формуется той же пластифицированной смесью тяжелого бетона через перфорированные закрылки, которые дополнительно снабжены отбортовкой высотой 20-25 мм для удобства формования практически литой смесью. Собственно оболочку средней части плиты формуют с применением поверхностных вибраторов.
Предлагаемый способ изготовления арочных двухконсольных плит-оболочек и устройство для его осуществления позволяют существенно сократить время и трудозатраты на формование, снизить энергоемкость всего процесса на 40-50% по сравнению с известным способом, существенно увеличить габариты изготавливаемых изделий при одновременном снижении их материалоемкости как по расходу бетона, так и по расходу арматуры до 1,5-2,5 раз по сравнению с известными изделиями аналогичного назначения.
Плиты-оболочки, изготовленные по предлагаемому способу с использованием специального устройства, отличаются высокими параметрами качества и равнонадежностью всех конструктивных частей, практически полной трещиностойкостью, сравнительно высокой и стабильной жесткостью и прочностью. Все это обеспечивает им широкое и эффективное применение в покрытиях гражданских и промышленных зданий, сельскохозяйственных производственных комплексов и сооружениях транспорта.
Изобретение может использоваться в заводском стендовом производстве крупногабаритных конструкций для покрытий зданий и сооружений. Технический результат заключается в расширении возможностей изготовления крупногабаритных изделий, уменьшении материалоемкости технологического процесса. Способ включает формование консольных частей и поперечных ребер пластифицированной легкобетонной смесью с возрастающей нагрузкой и температурой в емкостных пригрузах, куда подается балластная жидкость или вода с температурой 85-95oС, после чего осуществляют натяжение напрягаемой арматуры и формуют пролетную часть плиты в верхние части ребер консолей пластифицированной смесью высокопрочного бетона с использованием поверхностных вибраторов. Устройство для осуществления способа в пролетной части выполнено в виде оболочки с плоским днищем параболического очертания, соединенного вутами с арочными формами для ребер, а пригрузы выполнены в виде формующих емкостей с днищем эллиптического очертания с перфорированными закрылками по всей длине консольных ребер, торцевые стенки которых дополнительно снабжены проушинами для пропуска напрягаемой арматуры и фиксации формообразующего положения емкостей. 2 с. и 5 з.п. ф-лы, 4 ил.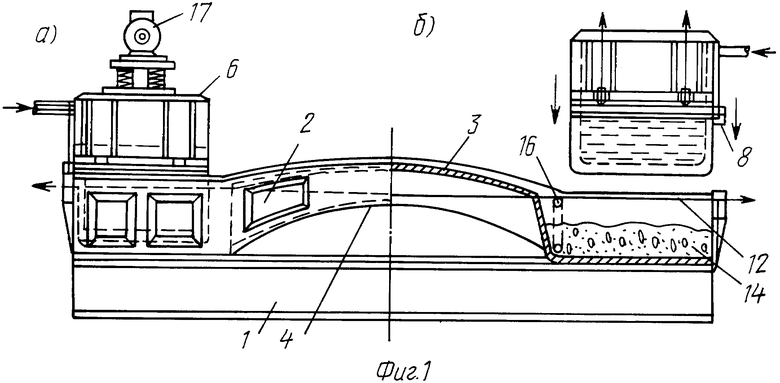
| Способ изготовления слоистых полимербетонных плит покрытий и устройство для его осуществления | 1980 |
|
SU874923A1 |
| Устройство для формования криволинейных выпуклых изделий из бетонных смесей | 1981 |
|
SU1206103A1 |
| Форма для изготовления армоцементных оболочек | 1971 |
|
SU479626A1 |
| Форма для изготовления криволинейных изделий из бетонных смесей | 1983 |
|
SU1090559A1 |
| US 4279844 А, 21.07.1981 | |||
| Способ цикловой синхронизации с динамической адресацией получателя | 2016 |
|
RU2621181C1 |

