Изобретение относится к строительству, в частности к изготовлению облегченных слоистых плит низких сводов, предназначенных для применения в покрытиях и перекрытиях промышленных, транспортных, сельскохозяйственных и гражданских зданий с влажным режимом эксплуатации, в том числе и с химически агрессивными эксплуатационными средами.
Известны слоистые плиты стеновых ограждений с плотным нижним (при изготовлении) слоем из мелкозернистого бетона с сеточным армированием, средним слоем из крупнопористого неармированного бетона и несущим (верхним при изготовлении) слоем из армированного конструкционного бетона плотной структуры (см., например, авт. свид. СССР 1129304 по кл. Е 04 В 1/70, 1984 г.).
Недостатками этих слоистых плит является то, что они имеют повышенный расход арматуры и бетона, но небольшую несущую способность и жесткость, а также сравнительно высокую энерго-трудоемкость изготовления по традиционной технологии.
Известны также комбинированные и комплексные балочные конструкции на основе армополимербетонов со стержневыми железобетонными вкладышами как в пролетных частях балок, так и на их опорных участках (см., например, ст. Давыдов С. С. и др. Комплексные конструкции их железобетона и армополимербетона для промзданий с сильноагрессивными средами. - Промышленное строительство, 1982, 1, с. 27-29, ил.).
Основным недостатком этих балочных конструкций является их ограниченная область применения при большом расходе дорогостоящих материалов, а так как в армополимербетоне применение электросварки невозможно, то основное назначение стержневых железобетонных вкладышей в опорных частях ригелей обеспечение возможности традиционного решения сварных рамных узлов в несущем каркасе здания.
Известны ресурсосберегающие технологии изготовления конструкций различного назначения и, в частности, способ безопалубочного изготовления коррозионно-стойких слоистых плит покрытий с использованием расслаивающейся смеси легкого бетона (см. , например, ст. Баширов Х.З. Ресурсосберегающие технологии изготовления слоистых конструкций для производственных зданий транспорта. - Транспортное строительство, 2000, 4, с. 6-9, ил.).
Недостатками этой технологии является то, что наряду с многодельностью изготовления клееной формы-оболочки для плиты, формование всех слоев осуществляют с использованием энерго- и металлоемких виброплощадок, а термообработку отформованных изделий в холодное время года необходимо осуществлять в специальных камерах сухого прогрева или значительно увеличивать время всего цикла изготовления плит при использовании сухого подогрева форм-оболочек и подогретых бетонных смесей. В связи с этим готовые изделия имеют существенные ограничения по применению из-за малых габаритов и сравнительно невысоких параметров жесткости и несущей способности.
Технический результат при реализации настоящего изобретения заключается в существенном снижении деформативности, повышении несущей способности и трещиностойкости при одновременном увеличении габаритных размеров, уменьшении общей толщины слоистых плит и снижении в них расхода арматуры, сокращении времени цикла изготовления, уменьшении трудоемкости и энергоемкости на всех этапах процесса изготовления плит.
Технический результат достигается тем, что в слоистой плите низких сводов, включающей рабочую и конструктивную арматуру в виде сварных каркасов и сеток, нижний слой из бетона повышенной плотности, средний слой из крупнопористого бетона, верхний и боковые несущие слои, объединенные торцевыми стенками, последние выполнены в виде жестких железобетонных, опорно-анкерующих вкладышей, с закладными деталями и выпусками арматуры, из которых соединена вся рабочая и конструктивная арматура, располагаемая в боковых, нижнем и верхнем слоях, причем нижний и средний слои в поперечном сечении выполнены трапециевидной формы с параболическим очертанием верхней грани из одного вида особо легкого бетона, а верхний и боковые омоноличивающие слои выполнены из конструкционного бетона плотной структуры в виде сводчатой оболочки, монолитно объединенной с опорно-анкерующими вкладышами-стенками. При этом сварные каркасы омоноличивающих боковых слоев содержат дополнительно арочные стержни, которые присоединены к хомутам каркаса и выпускам опорных закладных деталей, а анкерующие стержни последних, располагаемые в бетоне торцевых вкладышей-стенок, взаимно зафиксированы с гибкими монтажными петлями из проволочных прядей, между средним и верхним слоями расположена демпфирующая прослойка из мелкозернистого полимерцементного бетона. Жесткие опорно-анкерующие вкладыши-стенки выполнены L-образной формы с частично утопленной щебеночно-гравийной посыпкой по внутренней плоскости, соприкасающейся с омоноличивающим бетоном оболочки, а по наружной торцевой плоскости с призматическими шпонками, глубина которых принята равной толщине защитного слоя бетона для арматурных выпусков. По нижнему слою плита может быть выполнена со строительным подъемом ломанного очертания, причем его максимальная величина в средних 2/4 длины не превышает 1/200 пролета. А в способе изготовления слоистой плиты, включающем объединение рабочей и конструктивной арматуры с опорно-анкерующим вкладышами-стенками в пространственно жесткий армоблок, его последующую установку в форму и послойное формование с термообработкой, перед установкой в форму к боковым каркасам армоблока присоединяют арочные стержни, а нижний и средний слои формуют при снятой сетке верхнего слоя с осуществлением профилирующего обжима в поперечном направлении и одновременным воздействием на расслаивающуюся смесь особо легкого бетона горячего сжатого воздуха с температурой до 65-75oС, после чего устанавливают объединяющую верхнюю сетку и формуют верхний и боковые слои смесью бетона плотной структуры с использованием реечного вибратора. При этом в качестве арочных стержней используют арматуру периодического профиля диаметром 16-22 мм, а их жесткую фиксацию осуществляют сваркой с вертикальными полками опорных закладных деталей вкладышей-стенок, после чего их дополнительно крепят к хомутам боковых каркасов с расстоянием между соседними точками не более 250-300 мм. По окончании формования расслаивающейся смеси на частично отвердевшую поверхность среднего слоя наносят демпфирующую прослойку из полимерцементного мелкозернистого бетона с повторным профилирующим обжимом в поперечном направлении.
Для создания строительного подъема в нижнем слое плиты перед установкой армоблока в опалубочную форму дополнительно устанавливают на специальных профилирующих подкладках листовое гибкое днище.
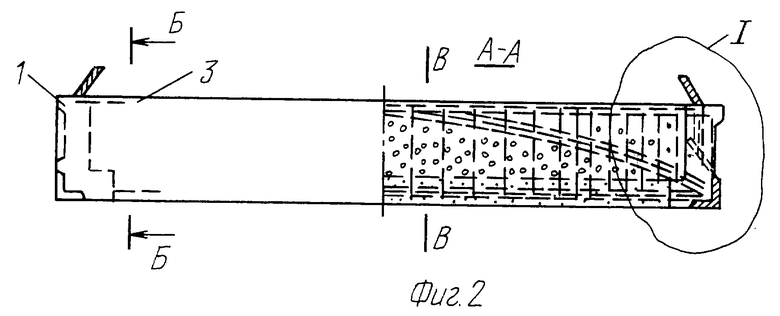
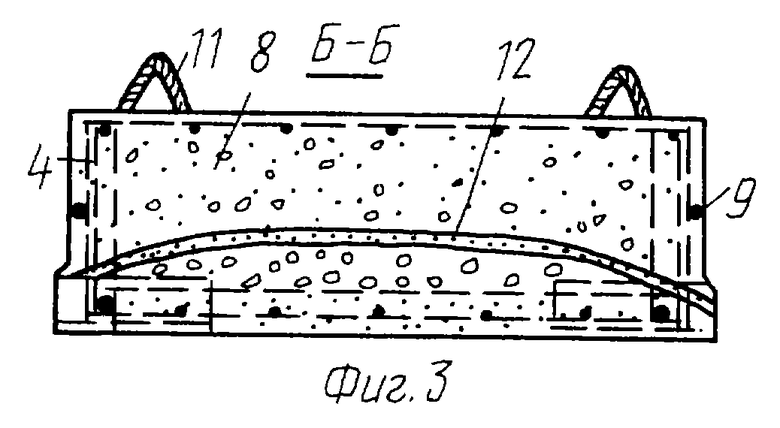
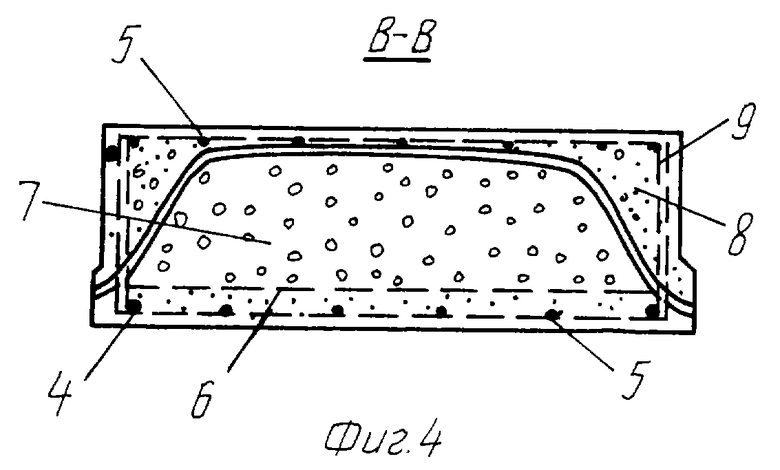
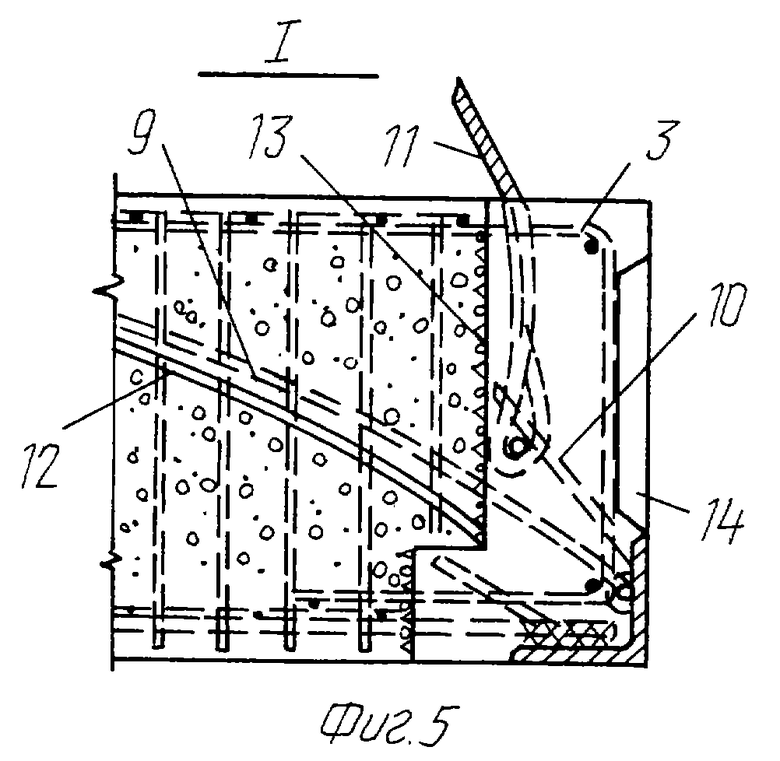
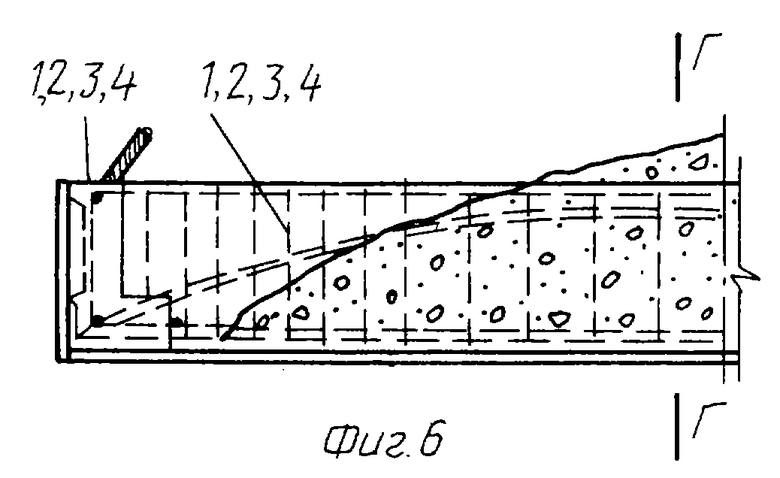
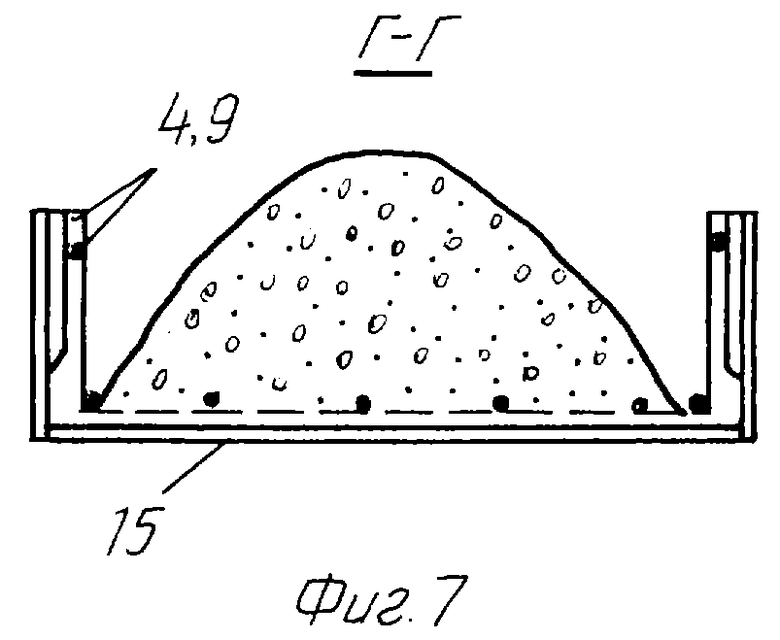
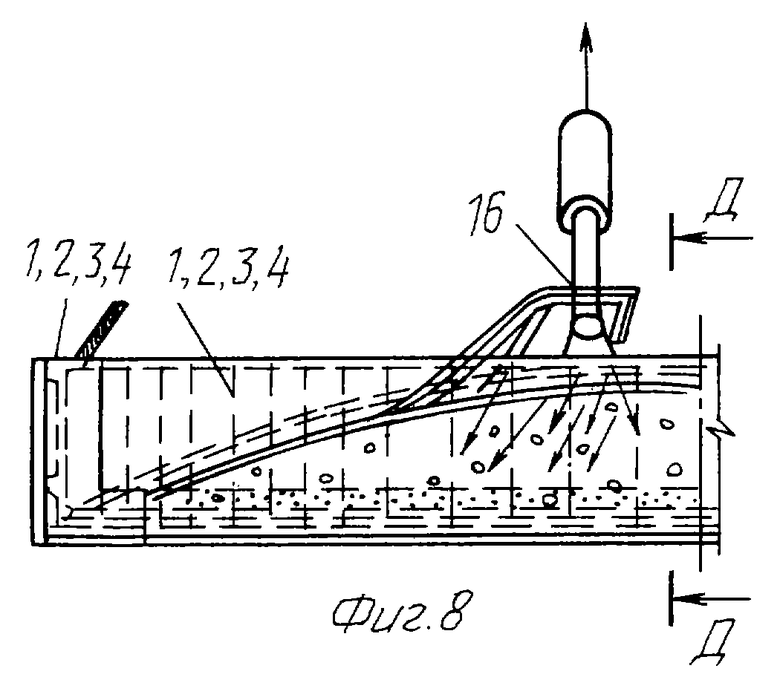
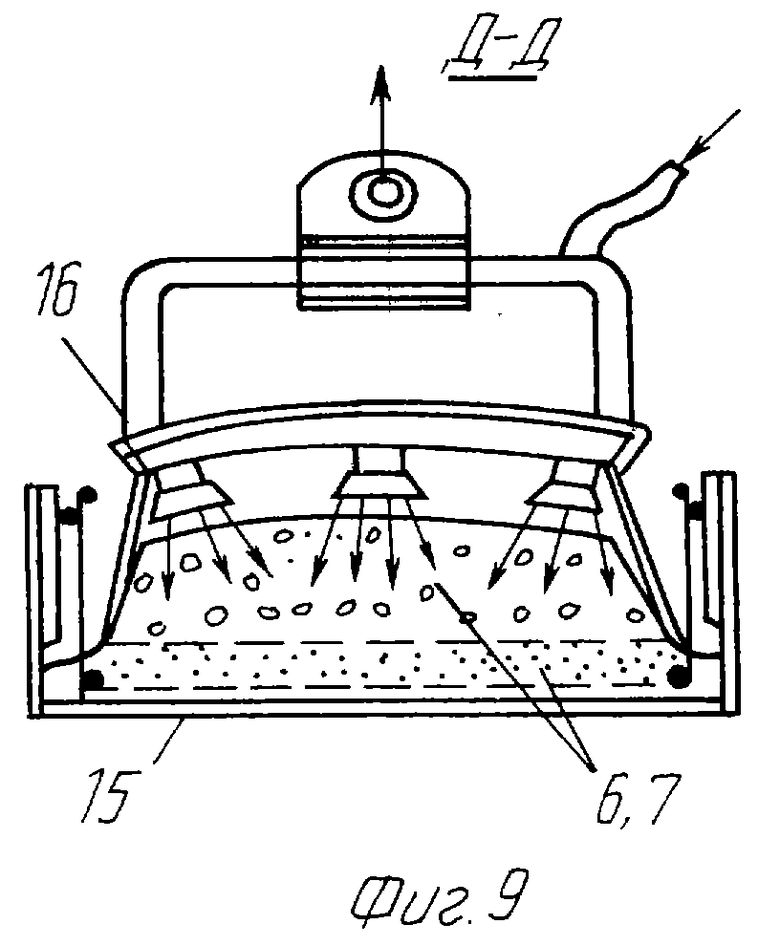
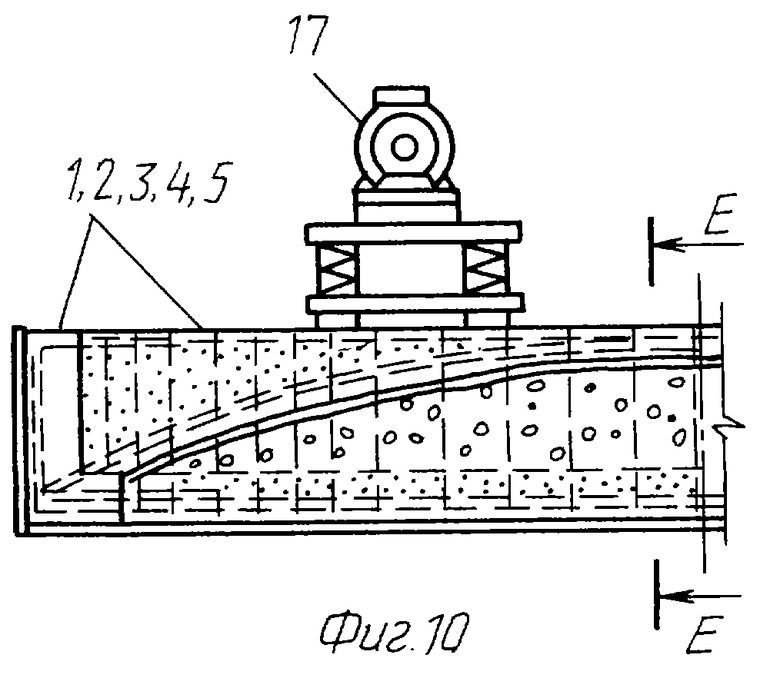
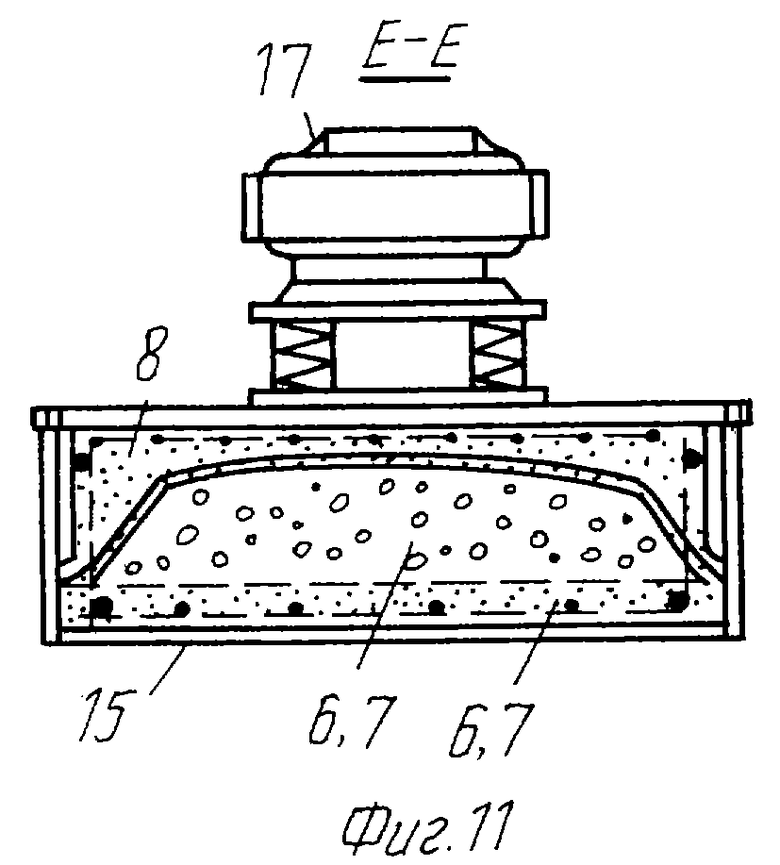
На фиг. 1 показан общий вид слоистой плиты в плане; на фиг.2 - сечение А-А на фиг. 1; на фиг.3 - сечение Б-Б на фиг.2; на фиг.4 - сечение В-В на фиг. 2; на фиг.5 - узел 1 на фиг.2; на фиг.6 - размещение армоблока и смеси особо легкого бетона в опалубочной форме на первых этапах изготовления плиты; на фиг.7 - сечение по Г-Г на фиг.6; на фиг.8 - формование нижнего и среднего слоев плиты с использованием горячего воздуха и профилирующего обжима; на фиг.9 - сечение по Д-Д на фиг.8; на фиг.10 - формование верхнего слоя-оболочки на завершающем этапе с использованием реечного вибратора; на фиг.11 - сечение по Е-Е на фиг.10 (на фиг.6, 8 и 10 боковая отбортовка формы условно не показана).
Слоистая плита низких сводов включает торцевые железобетонные вкладыши-стенки 1 с уголковыми закладными деталями 2 и выпусками арматуры 3; последние соединены с рабочей арматурой в виде сварных каркасов 4 в боковых слоях и сварных сеток 5 в верхнем и нижнем слоях, причем нижний защитный 6 и средний формообразующий 7 слои в поперечном сечении выполнены трапециевидной формы с параболическим очертанием верхней грани из одного вида особо легкого бетона, а верхний и боковые омоноличивающие слои выполнены из конструкционного бетона плотной структуры в виде сводчатой оболочки 8, монолитно объединенной с торцевыми вкладышами-сетками 1, 2, 3. При этом сварные каркасы 4 омоноличивающих боковых слоев содержат дополнительно арочные стержни 9, которые присоединены к выпускам закладных деталей 2 и хомутам каркаса 4. Анкерующие стержни 10 для закладных деталей 2, располагаемые в бетоне торцевых вкладышей-стенок 1, взаимно зафиксированы с гибкими кольцевыми монтажными петлями 11 из проволочных прядей. Между средними теплоизолирующим и формообразующим слоем 7 и верхним несущем слоем-оболочкой 8 дополнительно расположена демпфирующая прослойка 12 из мелкозернистого полимерцементного бетона. Жесткие опорно-анкерующие вкладыши-стенки 1 могут быть выполнены L-образной формы с частично утопленной щебеночно-гравийной посыпкой 13 по внутренней плоскости, соприкасающейся с омоноличивающим бетоном оболочки, а по наружной торцевой плоскости с призматическими шпонками 14, глубина которых принята равной толщине защитного слоя бетона для выпусков арматуры 3. По нижнему защитному слою 6 плита может быть выполнена со строительным подъемом ломаного очертания, причем его максимальная величина в средних 2/4 длины не должна превышать 1/200 пролета.
Способ изготовления слоистых плит низких сводов осуществляется следующим образом.
На специальном стенде производят объединение сварных каркасов 4 и сеток 5 с опорно-анкерующими вкладышами-стенками 1, 2, 3 в пространственно жесткий армоблок. Для повышения его жесткости на стадии изготовления и повышения несущей способности готовых изделий к боковым каркасам армоблока присоединяют арочные стержни 9, например, из арматурной стали периодического профиля диаметром 16-22 мм. По торцам эти стержни приваривают к верхним полкам уголковых закладных деталей 2, а в пролете дополнительно крепят, например, точечной сваркой к хомутам каркасов 4 так, чтобы расстояние между соседними точками закрепления сжатых стержней 9 не превышало 250-300 мм. После фиксации усиленного арочными стержнями пространственного армоблока в опалубочной форме 15 при снятой сетке верхнего слоя формуют нижний защитный 6 и средний звуко- и теплоизолирующий 7 слои с осуществлением профилирующего обжима, например, специальным шаблоном с прижимным фартуком 16, и одновременным воздействием на расслаивающуюся смесь особо легкого бетона горячего сжатого воздуха с температурой до 65-75oС. Такое воздействие вызывает эффект кратковременного разжижения растворной части, ускоряется ее перемещение в нижний слой и последующее отверждение. При этом ускоряется обжимное формование среднего крупнопористого слоя и его отверждение за счет нагрева струями горячего сжатого воздуха. В частности, для химически стойких слоистых плит в нижнем и среднем слое особенно эффективно могут использоваться керамзитополимербетоны. В этом случае на частично отвердевшую поверхность крупнопористого среднего слоя 7 необходимо уложить демпфирующую прослойку 12 из полимерцементного песчаного бетона, например, с добавкой каучукового латекса. Для равномерного распределения прослойки по всей поверхности среднего слоя используют повторный профилирующий обжим. Демпфирующая прослойка 12 обеспечивает хорошее сцепление и надежную длительную совместную работу среднего и верхнего несущего слоя, который формуют после установки объединяющей верхней сетки 5 и ее закрепления на выпусках 3 и каркасах 4 вместе с боковыми омоноличивающими слоями смесью бетона плотной структуры с использование реечного вибратора 17. Для верхнего и боковых омоноличивающих слоев, образующих сводчатую оболочку 8, используют конструкционные цементобетоны классов В20-В35 на естественных или искусственных заполнителях, включая и пористые, с малыми добавками полимеров, например, водорастворимой смолы 89, или суперпластификаторов, ускоряющих формование и последующий набор прочности на подогретых нижних слоях плиты.
Слоистые плиты увеличенных до 12-15 м пролетов, например, для сводчатых однопролетных покрытий зданий, выполняют со строительным подъемом только в нижнем слое плиты. Этот подъем для упрощения конструкции вставного днища и возможности использования линейной рабочей арматуры в каркасах боковых слоев выполняют ломаного очертания. Перед установкой пространственного армоблока в опалубочную форму 15 дополнительно на специальных профилирующих прокладках устанавливают гибкое листовое днище, например, из гладких листов тонкой бакелизированной фанеры.
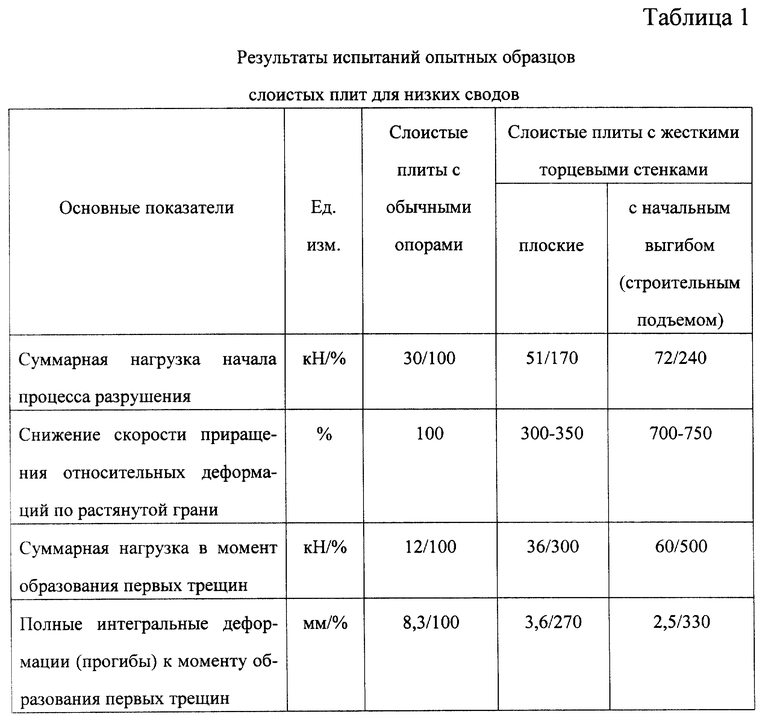
По предложенному способу изготовлены 3 серии опытных образцов слоистых плит с использованием расслаивающейся смеси особо легкого бетона на керамзите и конструкционного керамзитобетона с добавками водорастворимой смолы 89. Первая серия слоистых плит была изготовлена с традиционно армированными плоскими опорными частями из того же керамзитобетона. Вторая и третья серии плит были изготовлены с жесткими торцевыми стенками над опорами, причем в образцах 3-ей серии при изготовлении был создан начальный выгиб (строительный подъем) величиной 60-80 мм при пролете 2 м. Практическая реализация способа позволила выявить реальные возможности снижения трудоемкости и энергоемкости всего процесса изготовления слоистых плит до 25-35% в сравнении с известными технологиями за счет использования расслаивающейся смеси для одновременного формования нижнего и среднего слоев с эффективным применением при этом горячего сжатого воздуха, причем и последующее формование верхнего и боковых слоев осуществляют пластифицированной смесью легкого конструкционного бетона, которая также может быть подогрета на стадии приготовления. Это позволяет исключить последующую обычную термообработку отформованных изделий, а сокращение времени до их распалубки на несколько часов обеспечивают жесткий армоблок с готовыми опорно-анкерующими вкладышами-стенками, имеющими гибкие монтажные петли.
Результаты испытаний опытных конструкций слоистых плит приведены в табл. 1. Данные табл. 1 показывают, что общая деформативность слоистых плит с торцевыми жесткими стенами снижается в 2,5-3 раза при примерно одинаковой приведенной жесткости их сечений. Это обеспечивается за счет сводчатой конструкции верхнего слоя, монолитно объединенного с жесткими торцевыми стенками-упорами, а также за счет повышения трещиностойкости по нижнему слою и замедления всего процесса разрушения за счет эффекта работы свода, что подтверждается повышением несущей способности слоистых плит 2-ой и 3-ей серий при примерно одинаковом расходе растянутой рабочей арматуры в плитах всех серий.
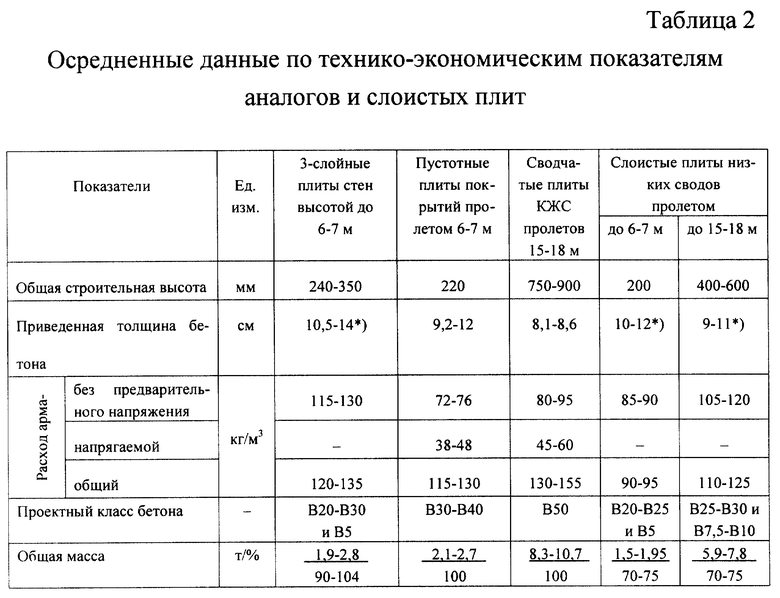
В целях более объективного количественного и качественного обоснования показанного технического результата в табл.2 приведены осредненные данные по различным параметрам известных плит-аналогов, включая сводчатые плиты "на пролет" типа КЖС, и слоистых плит низких сводов. Эти данные показывают, в частности, что при существенно сниженной строительной высоте слоистые плиты низких сводов могут выполняться пролетами до 15-18 м без предварительного напряжения рабочей растянутой арматуры.
Это позволяет сократить общий расход арматуры до 20-30% и уменьшить трудоемкость изготовления за счет исключения напрягаемой арматуры и соответствующего оборудования, снизить общий расход бетона и общую массу готовых изделий до 25-30%, обеспечивая надлежащее качество для более широких областей применения слоистых плит в зданиях многоцелевого назначения.
Изобретение относится к строительству, в частности к технологии изготовления слоистых плит низких сводов новой конструкции для перекрытий и покрытий промышленных, транспортных и гражданских зданий. Технический результат заключается в снижении деформативности, повышении несущей способности и трещиностойкости при одновременном увеличении габаритных размеров, снижении материалоемкости готовых изделий и технологического процесса, уменьшении его энерго- и трудозатрат. Слоистая плита включает торцевые опорно-анкерующие вкладыши, с которыми монолитно соединена вся рабочая и конструктивная арматура, расположенная по всему контуру плит в нижнем, верхнем и боковых омоноличивающих слоях, причем нижний и средний слои в поперечном сечении выполнены трапециевидной формы с параболическим очертанием верхней грани, а верхний и боковые слои выполнены в виде сводчатой оболочки, монолитно объединенной с опорными вкладышами-стенками. При этом рабочие сварные каркасы боковых слоев дополнительно усилены арочными стержнями, жестко объединенными с торцевыми вкладышами-стенками L-образного сечения. Способ изготовления слоистых плит включает объединение армирующих материалов и вкладышей-стенок в пространственный армоблок, присоединение к его боковым каркасам арочных стержней, размещение армоблока в опалубочной форме и формование нижнего и среднего слоев при снятой арматурной сетке верхнего слоя с профилирующим обжимом в поперечном направлении и одновременным воздействием на расслаивающуюся смесь особо легкого бетона горячего сжатого воздуха с температурой 65-75oС, после чего наносят демпфирующую прослойку с повторным профилирующим обжимом, устанавливают объединяющую верхнюю сетку и формуют верхний и боковые слои с использованием реечного вибратора. 2 с. и 7 з.п. ф-лы, 11 ил., 2 табл.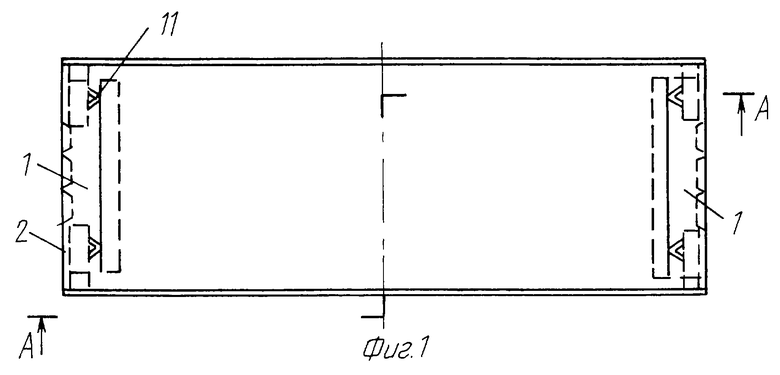
| БАШИРОВ Х.З | |||
| Ресурсосберегающие технологии изготовления слоистых конструкций для производственных зданий транспорт а | |||
| Транспортное строительство, 2000, № 4, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Стеновое ограждение зданий с влажным режимом эксплуатации | 1982 |
|
SU1129304A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| КЛАПАН СТВОРЧАТЫЙ | 2007 |
|
RU2352843C1 |
| SU 1500745 А1, 15.08.1989. | |||

