Изобретение относится к механической обработке материалов резанием, а именно к карусельно-фрезерной обработке наружных и внутренних сферических поверхностей вращающихся заготовок.
Из патентной литературы известен способ обработки сферических поверхностей по авт. св. 588063, МКИ В 23 В 5/40, при котором заготовку вращают, а резец поворачивают, причем ось поворота резца располагают в одной плоскости с осью вращения заготовки под углом к последней и с возможностью поворота вокруг полюса обрабатываемой сферы.
Недостатком этого способа является ограниченный диапазон радиусов обрабатываемой сферической поверхности и габаритов заготовки.
Наиболее близким к предлагаемому способу по своей технической сути является известный способ расточки сферических поверхностей непрофилированным резцом, патент 2133656, МКИ В 23 В 5/40, в котором резец вращают вокруг оси, проходящей через центр сферы, с частотой, большей, чем частота вращения изделия, в радиальной плоскости сферы, образующей угол α>0,5B/R с осью обрабатываемого отверстия, и перемещают его в этой же плоскости до образования сферической поверхности заданного радиуса.
Недостаток этого способа, также как и предыдущего, заключается в ограниченном диапазоне радиусов обрабатываемой сферической поверхности, кроме того, в недостаточной точности и качестве обработки, объясняемой наличием люфтов в опоре оси резцовой головки.
Задачей, на решение которой направлено изобретение, является расширение диапазона радиусов обрабатываемых внутренних и наружных сферических поверхностей, повышение точности и качества обработки.
Для решения поставленной задачи в способе формообразования сферической поверхности непрофилированным инструментом, при котором заготовке сообщают вращательное движение вокруг своей оси, а инструменту - вокруг его оси, инструмент затачивают из условия образования при его вращении торовой поверхности, оси вращения непрофилированного инструмента и заготовки располагают в одной плоскости с их пересечением под углом α>0, а сферическую поверхность одного радиуса образуют посегментно, за каждый отдельный оборот заготовки.
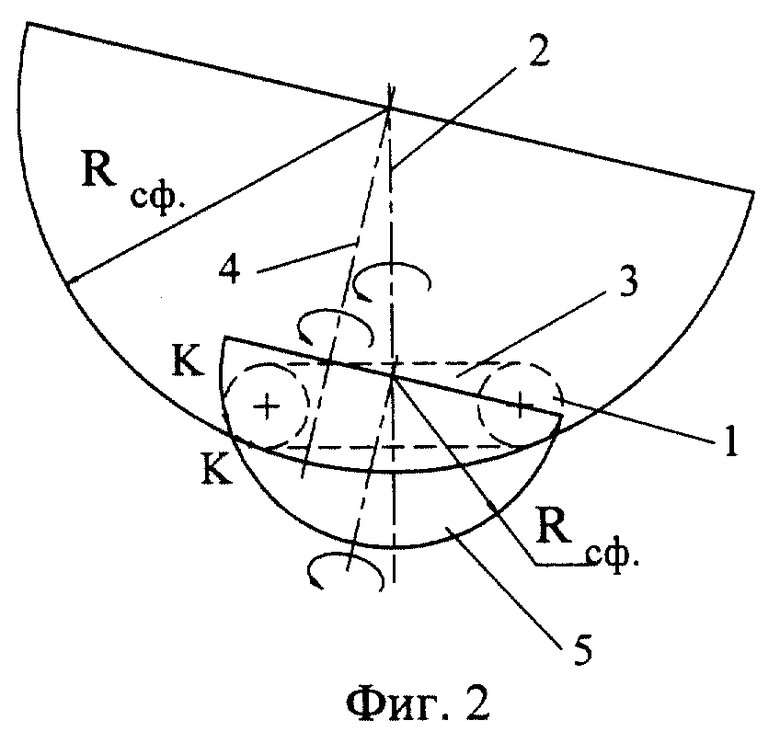
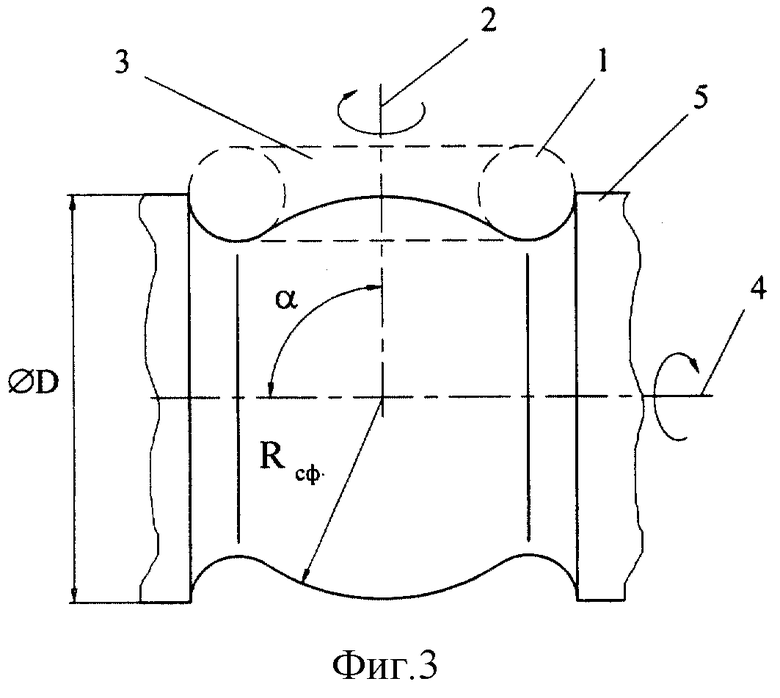
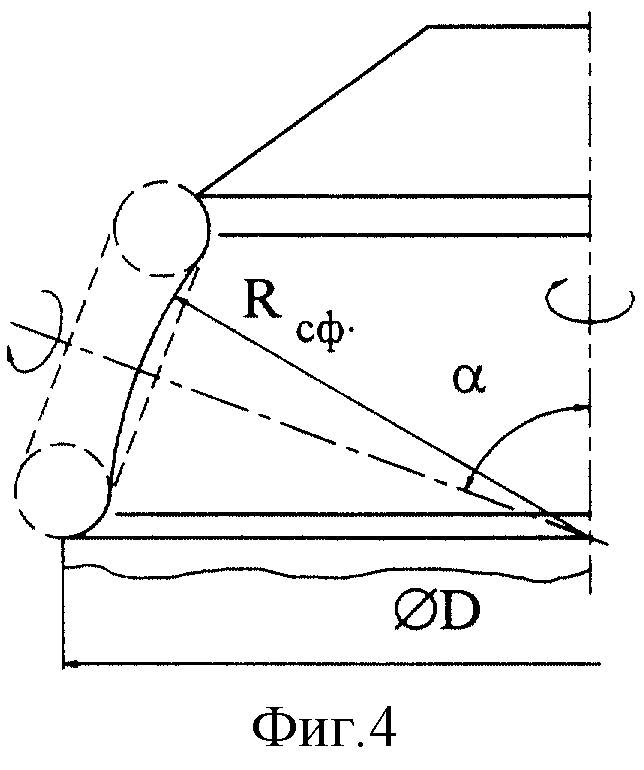
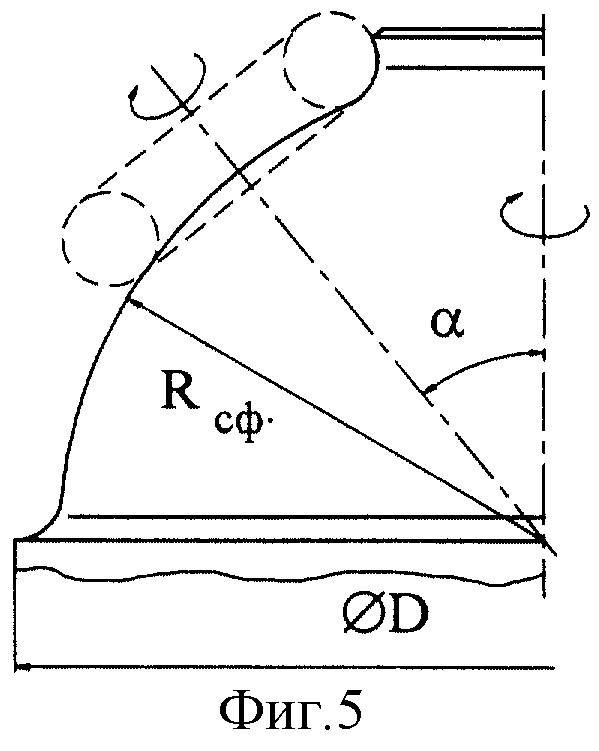
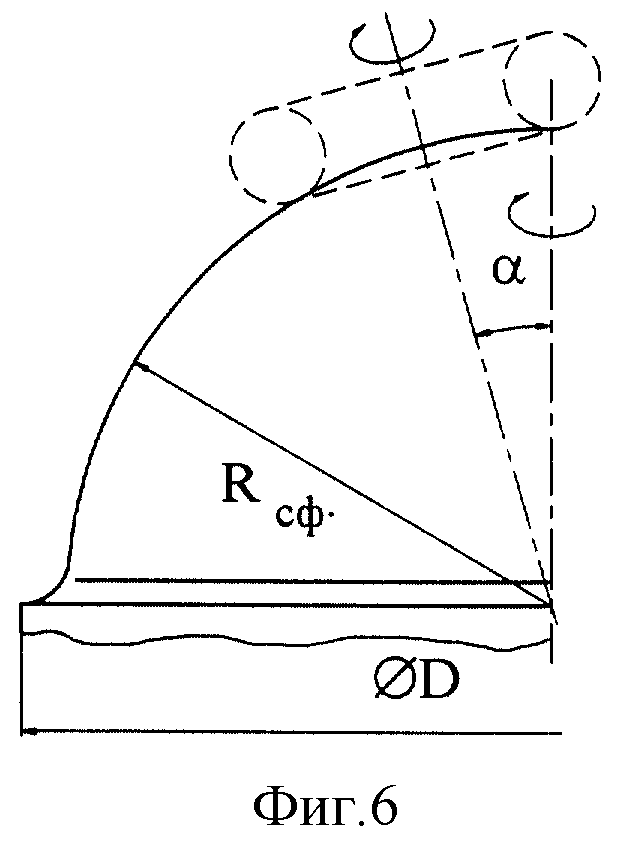
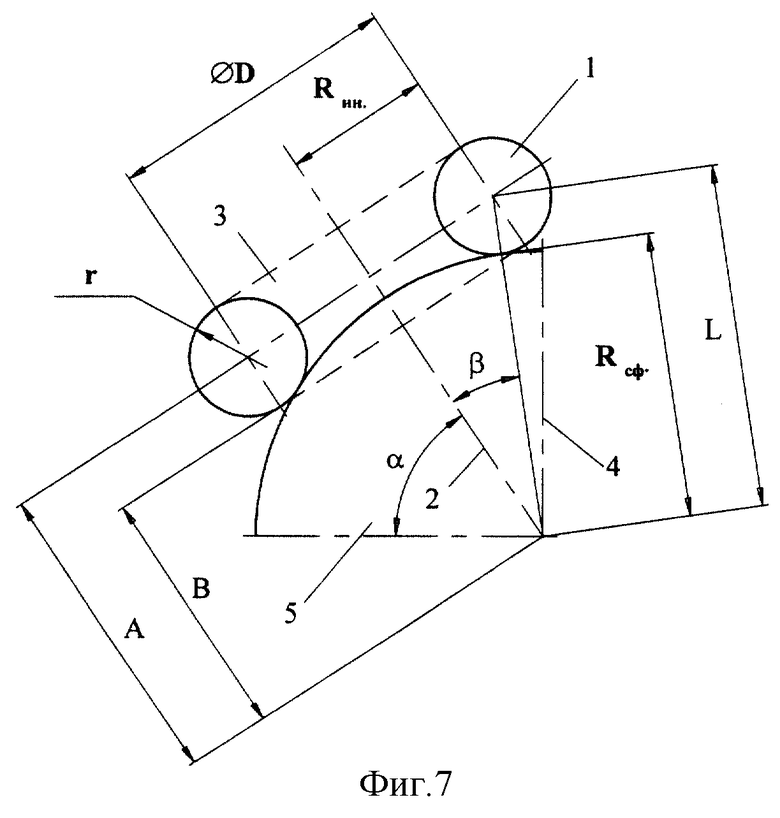
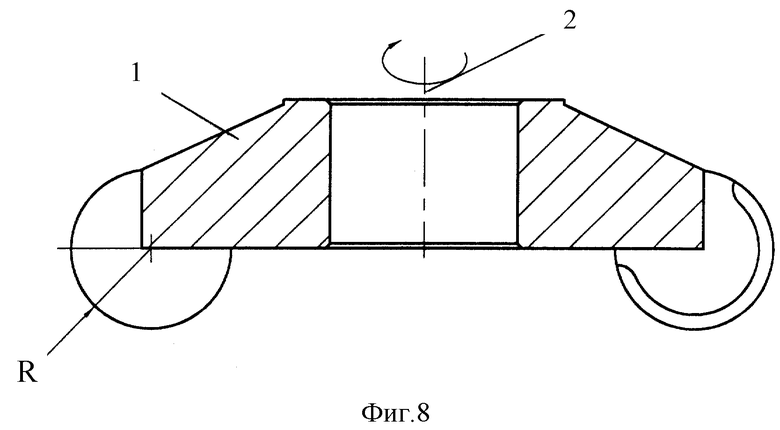
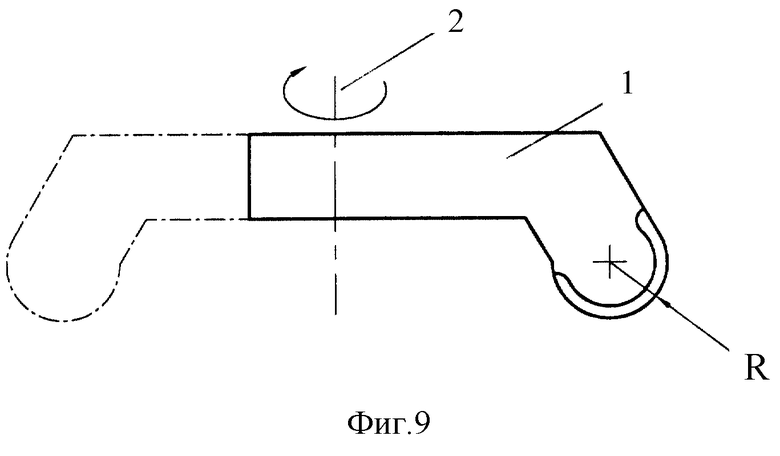
На фиг. 1 показана схема обработки наружной сферической поверхности любого радиуса; на фиг.2 - схема обработки внутренней сферической поверхности любого радиуса; на фиг.3 - частный случай обработки, когда ось вращения инструмента перпендикулярна оси вращения заготовки; на фиг.4-6 - посегментная обработка сферической поверхности с Rсф=const; на фиг.7- схема получения сферической поверхности; на фиг. 8, 9 - форма заточки инструмента (резца, фрезы) для обработки сферических поверхностей.
Для формообразования внутренних и наружных поверхностей любого диаметра согласно изобретению необходимо, чтобы:
кромка режущего инструмента 1 затачивалась радиусом R из условия образования при вращении вокруг оси 2 торовой поверхности 3;
ось 4 вращения заготовки 5 должна находиться в одной плоскости с осью 2 вращения инструмента 1 и пересекаться с ней под углом α>0;
инструмент 1 и заготовка 5 должны вращаться;
радиус получаемой сферы Rсф должен быть больше:
а) внутреннего диаметра тора 3 (для образования наружной сферической поверхности);
б) наружного диаметра тора 3 (для образования внутренней сферической поверхности).
Определим условия, от которых зависит радиус получаемой сферы.
Предположим, что нам необходимо образовать сферу постоянного радиуса Rсф=const, при этом средний диаметр инструмента
D=2Rин=const,
радиус заточки инструмента r= const, следовательно, угол β для данных условий так же является постоянной величиной
Rсф=L-r,
где L = A/cosβ - расстояние между центрами сферической поверхности заготовки 5 и инструмента 1; А - расстояние от центра сферы до центра радиуса инструмента
Rсф= A/cosβ-r;
A=В+r,
где В - расстояние от центра получаемой сферы до торца инструмента.
Следовательно, при условии Rсф=const, величина радиуса сферы не зависит от угла наклона оси инструмента, а зависит от положения торца инструмента относительно центра получаемой сферы (размер В). В зависимости от радиуса получаемой сферы точка касания К инструмента с заготовкой перемещается по радиусу инструмента.
Для получения сферической поверхности с постоянным Rсф инструмент выставляют под углом α и делается один оборот заготовки, в результате чего образуется сегмент сферы. Далее, изменив угол α, производится еще один оборот и так далее до получения полной сферической поверхности, количество проходов зависит от диаметра инструмента.
Использование предлагаемого способа формообразования сферической поверхности непрофилированным инструментом позволит повысить качество обрабатываемой детали и производительность. Благодаря форме режущей кромки, одним и тем же инструментом можно обрабатывать сферы различных радиусов.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК ТОПЛИВНЫХ БАКОВ РАКЕТ-НОСИТЕЛЕЙ | 1999 |
|
RU2151718C1 |
| ДНИЩЕ ТОПЛИВНОГО БАКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2170193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 1999 |
|
RU2150344C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ И ПЕРИОДИЧЕСКОГО КОНТРОЛЯ ВЕЛИЧИН ДЕФОРМАЦИЙ ЧАСТЕЙ КОНСТРУКЦИЙ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2180725C2 |
| Способ изготовления полых изделий | 2015 |
|
RU2684332C2 |
| УСТРОЙСТВО РАЗДЕЛЕНИЯ АГРЕГАТОВ | 1999 |
|
RU2150664C1 |
| УЗЕЛ МОНТАЖА КРЫШКИ ЛЮКА СИСТЕМЫ ТЕРМОСТАТИРОВАНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2158215C1 |
| ГИДРОЦИЛИНДР | 1999 |
|
RU2169863C1 |
| ТОРОВЫЙ БАК | 1999 |
|
RU2156722C1 |
| УЗЕЛ СОЕДИНЕНИЯ СТУПЕНЕЙ РАЗГОННОГО БЛОКА | 1999 |
|
RU2179942C2 |
Изобретение относится к механической обработке материалов резанием, а именно к карусельно-фрезерной обработке наружных и внутренних сферических поверхностей вращающихся заготовок. При осуществлении способа формообразования сферической поверхности непрофилированным инструментом заготовке сообщают вращательное движение вокруг своей оси, а инструменту - вокруг его оси, инструмент затачивают из условия образования при его вращении торовой поверхности, ось вращения инструмента пересекает ось вращения заготовки под углом α>0 и лежит в одной плоскости с ней, а сферическую поверхность одного радиуса образуют посегментно, за каждый отдельный оборот заготовки. Повышается качество обрабатываемой детали и производительность за счет обработки сфер различных радиусов одним инструментом. 9 ил.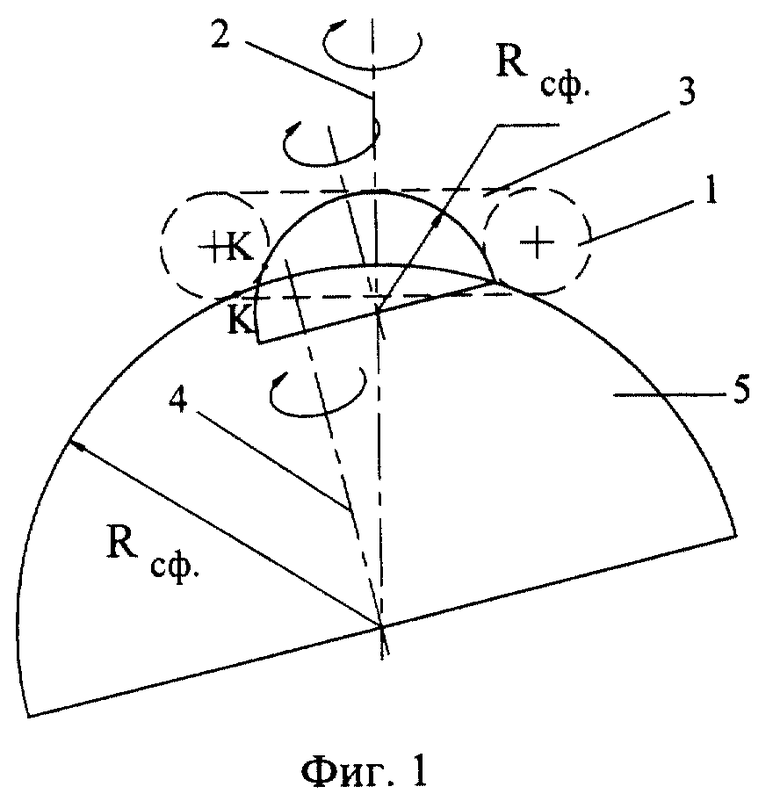
Способ формообразования сферических поверхностей непрофилированным инструментом, включающий сообщение заготовке вращательного движения вокруг своей оси, а непрофилированному инструменту - вокруг его оси, отличающийся тем, что осуществляют заточку непрофилированного инструмента из условия образования при его вращении торовой поверхности, оси вращения непрофилированного инструмента и заготовки пересекают и располагают в одной плоскости, а сферическую поверхность одного радиуса образуют посегментно, за каждый отдельный оборот заготовки.
| СПОСОБ РАСТАЧИВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 1994 |
|
RU2133656C1 |
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 1996 |
|
RU2093313C1 |
| Устройство для обработки сферических поверхностей | 1980 |
|
SU917920A1 |
| АСФАЛЬТОБЕТОННАЯ СМЕСЬ | 2006 |
|
RU2310621C2 |
| DE 2907248 B2, 12.03.1981. | |||

